Изобретение относится к черной металлургии, а именно к отливке слитков в изложницы.
Цель изобретения - повышение качества слитков путем уменьшения трещин зависания.
На чертеже представлена схема устройства для отливки слитков.
Устройство состоит из поддона 1, нижней части 2 и верхней части 3. Участок сопряжения частей 2 и 3 перекрыт элементом 4, выполненным в виде металлического пояса.
Крепление металлического пояса может быть произведено, например, специальньм клеем или рробелями (аналогично креплению утепляющих плит),
Трепцшы зависания, как правило, формируются ниже линии разъема вследствие попадания в стык металла и последующего подвисания слитка, поэтому металлический пояс закрепляется на внутренней поверхности верхней полуформы с перекрытием поверхности нижней полуформы на и,1-0,5 ее высоты.
Расположение нижнего среза металлического пояса на уровне 0,1Oj5 высоты нижней полуформы позволяет перекрыть доступ расплавленному металлу к стыку полуформ, что исключает зависание. Кроме того тонкий металлический пояс, приварившись к корочке слитка, значительно упрочнит ее и предотвратит образование горячих трещин в самом опасном сечении слитка.
При расположении нижнего среза металлического пояса зыте, чем 0,1 от высоты нижней полуформы, вероятность образования трещин зависания полностью не исключается, так как не обеспечивается эффективное упрочнение формирукмцейся на поверхности слитка корочки за счет пояса
При значительной высоте металлического пояса ц перекрытии им внутренней поверхности нижней полуформы более чем на 0,5 ее высоты, чрезмерно возрастает расход металла на пояса. Этот повышенный расход не является необходимым, так как образование трещин зависания наблюдается с уровня стыка и до 0,5 высоты нижней полуформы.
Металлический пояс в зависимости от его толщины, выбранного материал и температуры разливаемой стали
945692
может привариваться к формирукщейся корочке слитка или частично расплавляться, оказывая инокулирукщее воздействие. Этот пояс может быть вые полнен или иметь покрытие из легирующего или модифицирующего металла, что еще больше упрочняет образующуюся на поверхности слитка корочку. Крепление пояса к изложнице должIQ но обеспечивать его фиксацию лишь в процессе разливки, после чего необходимость в этом отпадает. Толщина пояса увеличивается с ростом массы отливаемого слитка в пределах 1(5 20 мм.
Пример. В составную из двух чугунных полуформ изложницу отливают удлиненные кузнечные слитки массой 29,92 т из стгши марки 20
20 и 38ХНЗМФА.
Параметры изложницы, мм: высота 4530, внутренний диаметр на уровне верха, середины и низа 1038, 1100 и 1038 соответственно.
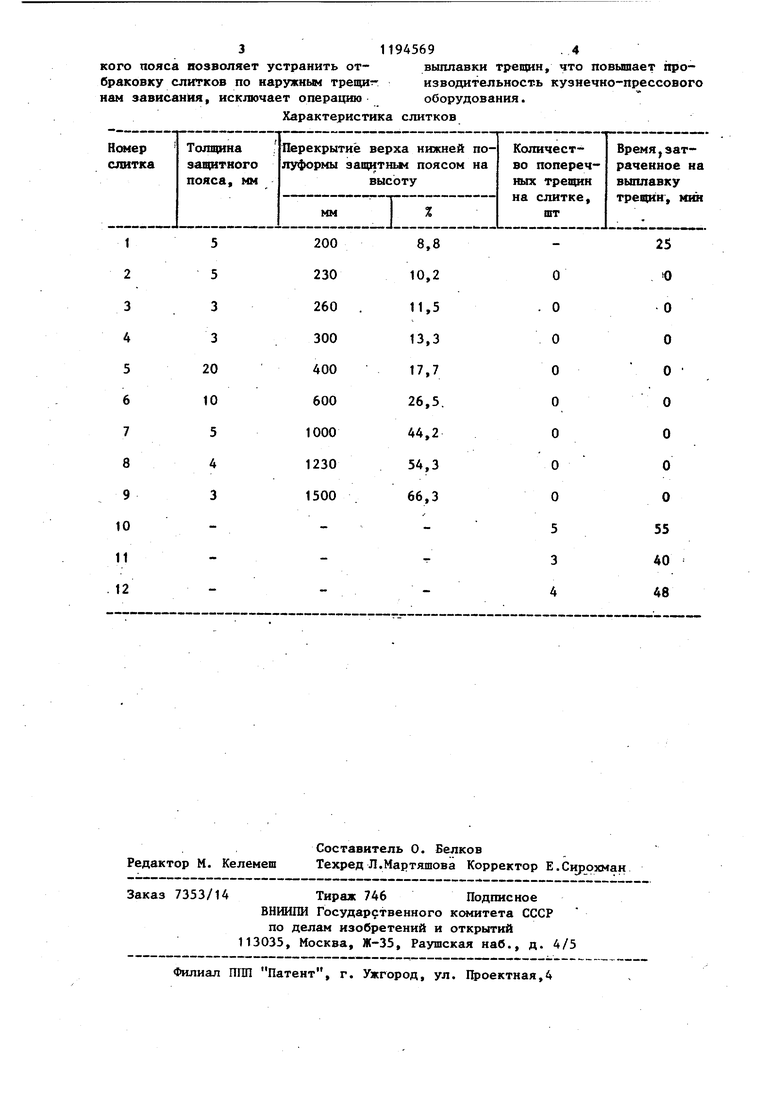
25 Крепление пояса осуществляют на поверхности верхней полуформы на расстоянии 30-50 мм от ее нижнего торца дюбелями в четырех точках или специальным клеем. В качестве материала пояса используют тонкий стальной лист. Отливку слитков производят в вакууме . Пояс изготавливают из металлической полосы на вальцах, а стык его Проваривают после подгонки по месту. Контроль слитков на наличие трещин производят в кузнечном Цехе в процессе ковки слитков. При этом регистрируют как общее количество трещин, так и время их выплавки (таблица).
Из данных таблицы видно, что
слитки, отлитые в изложницы без пояса (10, 11 и 12), а также слиток 1 с поясом небольшой высоты имеют поперечные трещины, которые требуют значительного времени на их устранение в процессе ковки. Кроме того, чрезмерное увеличение высоты пояса (cBbmie 0,5 высоты нижней полуформы) является необоснованным. Высота пояса подбирается, исходя из параметров изложницы и массы слитка. С уменьшением отношения высоты слитка к его диаметру относительная высота защитного пояса увеличивается до
55 его верхнего предела. Напротив, с увеличением H/D слитка относительная высота поява снижается. Таким образом, использование металличес31194569.4
кого пояса нозволяет устранить от- выплавки трещин, что повышает hpoбраковку слитков по наружньм трещиг- изводительность кузнечно-пр ессового нам зависания, исключает операцию оборудования.
Характеристика слитков
| название | год | авторы | номер документа |
|---|---|---|---|
| Изложница | 1983 |
|
SU1110539A1 |
| Изложница | 1988 |
|
SU1675030A1 |
| Способ получения полого слитка | 1983 |
|
SU1088868A1 |
| Устройство для отливки слитков | 1986 |
|
SU1382582A1 |
| Устройство для отливки слитков | 1983 |
|
SU1138231A1 |
| Вкладыш для поддона изложницы | 1983 |
|
SU1199439A1 |
| Способ отливки полых слитков | 1987 |
|
SU1507519A1 |
| Устройство для отливки слитков | 1986 |
|
SU1442325A1 |
| Устройство для получения кузнечных слитков | 1986 |
|
SU1496912A1 |
| Кузнечный слиток | 1988 |
|
SU1586849A1 |
1. УСТРОЙСТВО ДЛЯ ОТЛИВК ,СЛИТКОВ, выполненное по высоте из нескольких разъемных частей и содержащее элемент для уплотнения 1 I mmmwsKif f участка сопряжения этих частей, отличающееся тем, что, с целью повышения качества слитков путем уменьшения трещин зависания, элемент для уплотнения участка сопряжения выполнен в виде металлического пояса, перекрывающего участоксопряжения разъемных частей по периметру внутренней поверхности на 0,1-0,5 высоты нижней относительно участка сопряжения. 2. Устройство по П.1, отличающееся тем, что элемент для уплотнения участка сопряжения выполнен из металлической сетки.
| Изложница для отливки слитков | 1972 |
|
SU529890A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ КАНТИЛЕВЕРА МОРСКОЙ БУРОВОЙ УСТАНОВКИ | 1996 |
|
RU2126071C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| , | |||
