Изобретение относится к ма1пииост- роению, преимущественно оптическому, и может быть использовано для обработки сферических поверхностей на шлифовально-полировальных станках,
Целью изобретения является повышение качества и производительности операций шлифования-полирования сферических поверхностей путем повьш1ения равномерности их обработки,
На фиг, 1 и 2 показаны примеры nci- ложения заготовок в чашечном сфери-ческом притире} на ф|Иг„ J - приспособление для обработки (;ыпукпо-г)лос- кой линзы; на фиг. 4 - то же, вид сверху; на фиг, 5 - схема регчлизацик способа; на фиг. 6 - то же, с использованием промежуточных элементов; на
фиг. 7 и 8 - примеры схемы располо- жения сил обработки для различных положений заготовок относительно притира объясняющие физику способа.
Сферический чашечный притир 1 (см, фиг. 1) имеет угол -f ocr.ic притира и его краем. О - центр обрабатываемой сферы радиусом R. Заготовка 2, имеющая диаметр 2г, npiraaifi к инструменту усилием Р, При праще- нии притира 1 со скоростью ч, , на заготовку 2 действуют элемен гарные силы обработки Fn , H.njiaejiefnibiL i;. плоскости чертежа от нас и -.иГнг иачеи- ные ( + ) .
Ось заготовки 2 (фиг. 2) прижагси усилием Р, с овпадает с осью пр;тцГ П я притира 1. На заготовку 2 д. и; гвуют элементарные с;илы обработки 1 П,р л Fk-,f. , находящиеся на рагстоии1-п1 г и г соответственно от оси - аготопки. Часть этих сил (показанных v плоско ти чертежа) направлена на нас и обозначена -,,а часть - от нас и обозначена +. Эти силы вызывают появления соответствующих разнонапра} лоиных мо- ментов относительно оси заготовки:
п„,„ Fk -.,
- ,, X г
к
В
зоне , обозпачен О11 уггшм ч
у с.чопие Fk
X Г„
Условие () выполняется следующими методами: увеличением Fn, например нанесением резов в определенной
h
ю
15
-
35 40 - 45
50
55
зоне nHCTpyMeFfTa; уменьшением Fk,p , за счет снижения коэффипиента трения по поверхности контакта любыми общетехническими приемами (смазка, выбор материала контакта,предварительная ( брпботка ко}1тактирующих поверхностей и т.д.); уменьшением г за счет сни- жсник площади приложения прижимающего усилия.
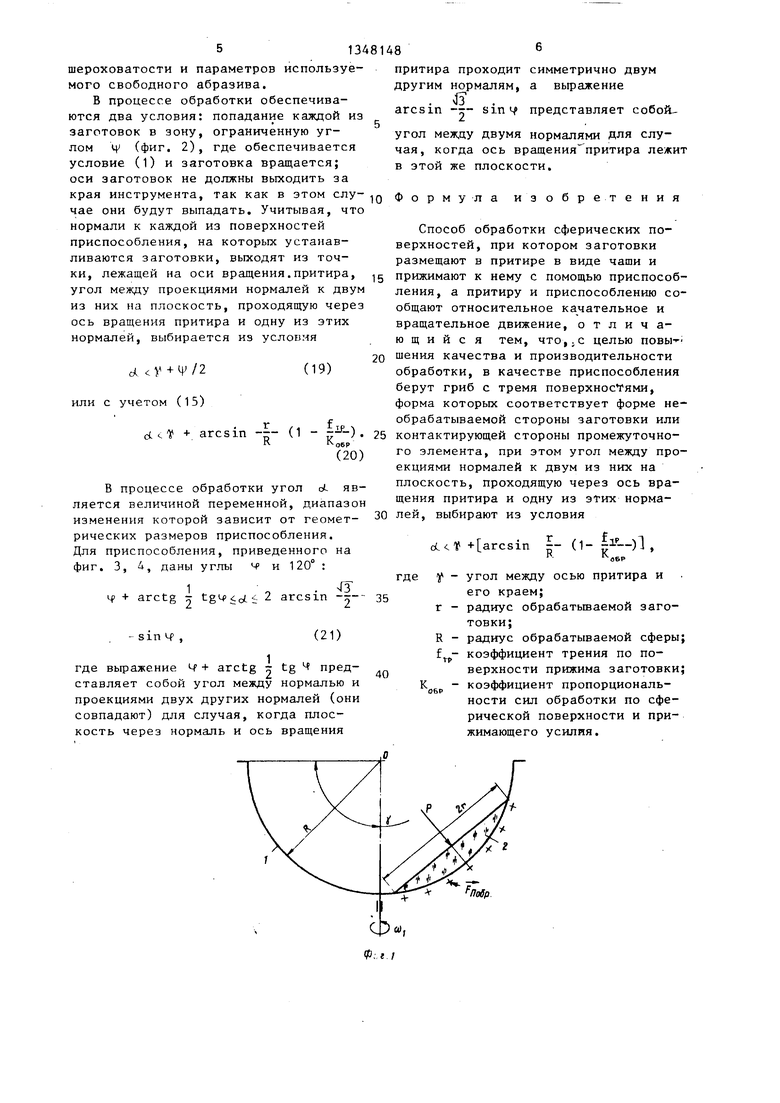
Приспособление 3 для обработки сф1:11ических поверхисстеГ выполнено в виде гриба с ралиусом сферической части R - -А , где 1ч - радиус обрабатываемой сферы; л - гарантированный зазор, выбираемый из конкретных условий. На сферической части приспо- собломп. имеются поверхности 4, форма которых (плоскость или сфера) соо ,четствует необрабатываемой стороне заготовки п.ли контактирурощей с ней поверхности проме/луточного элемента 5 (.фиг, 6). С ,олыо обе :пс;Ч2ния мини- мальисг О значении угла ч между нор- мл :;,,о J4 каждой из них н осью приспо- -of44cin-iH (фиг. 3) поверхности в плане pacM;jjia -iitiT под углом 120 (фиг. 4), 3,ч1ото1;ки 2 (, 5 и 6) у.ложены в ггрпти - I . ycTaHChL it-H;Uj ii н.а итинделе f: сгуика, 1 риспо1. 5бпеипе 3 за счет y ;ii:;TH Р ;(-|Пилл 7 гглнка п;)ижимает , ;. ri- /n.R к и к npi-iTtipy 1 (фиг, 5) или iar i- гопки 2 гюорел.гтвп . 1 жесткого про- Mi.-.|, ..т.иоюго г лемопта 5 (так как по- рхщ- Г Til Л -Таго-г:)вок 2 не позволяет MN: с;г--1оугтанавли|1а riicH по приспособ- .iiL iiHio 3 n j-ja гtLHl n тpичecкиx особен- М() к npiri ipv 1 ,
Обработка сфс-рпчоских поверхнос- TLM I 1Г1 очгходит спсдуюшим образом.
Три заготовки 2 (фиг, ;;) или три загоч овки 2 с промежуточными элементами 5 (фиг. 6), прижатые приспособ- .шмгпем 3 с усилием Р, при качании во- /,11ла 7 (S ) и вращении притира 1 (ii ,) перемещаются своими сферическими поверхностями по сфер1 ческой поверхности вокруг с ворй оси (lO) . За- отовки 2 занимают различные положения от1пэсительно и струмента 1 , В I jiy-iae, ког,ча зллчгговка 2 (фиг. 1) с дпам1 тром 2г занимает положение, ука- 3afiHoe на чертеже, -элементарные силы обработки напран.лены одинаково и не )1ЬГ Ывак1Т появление крутящего момента вокруг оси 3arOT( 2 ,
В случае, когда ось зат отовки 2 (фиг. 2) совпадает с осью инструмен 13431/48
та 1, на заготовку действует момент О заготовки и оси О пр итира (фиг.7) сил обработкиследующее:
МО,Р LlFn . (2) м„, : --г.(9)
Вокруг оси заготовки 2 появляется пр„ смещении оси О, заготовки и противодействующий момент элементар- ор„ Q притира (фиг. 8) на величину ных сил трения, приложенных на по-, и,,- „о,,е„р сил обработки с учетом
верхности прижима:,Q „. пропорционального перераспределе -. ПИЯ следующий:
М CFk,, X г,. (3)
М - г Если М„ (4), т.е. выпол 2 2
няется условие (1), то заготовка 2 ic тг г
- - -aJif- у- - .- j P 1 MOI вращается вокруг своей оси относи- 2 2
тельно поверхности приспособления 5
совместное притиром . Тгким образом Тогда значение угла ; /2,.с учепоявляется вращение заготовок 2 отно- °-- 5). (8) и (10) определяется из
сительно своей оси (ui ), В результа- -JQ
те этого вращения все зоны каждойF п F F гг , -Qi i.. |- . д .J- (11)
заготовки 2 проходят через все зоны,22
притира 1., . , .
,...У1ли с учетом (6) и (7;
Граничные значения зоны ч в которой выполняется условие (1). нахо- 25 у р „ ( р /, j-) дятся из условия f - оьг
М М ,(5)
ОйР ТР
в общем случае элементарных зо оьр
сил обработки можно привести к виду:
или
C:Fn,,, F;,, Г, (6)а (1 - Ь,-).(,д)
КОБР где К - коэффициент пропорциональ- -..ности Таким обраЭом, yrojj ограничиваа сил трения - к виду|1зший зону, в которой выполняется ус Fk f,p Р, (7) ловие (1) равен
1 г
где - коэффициент трения по по- 40arcs in - - .
верхности прижима.
Из условия (Т. з) слелует, что физически угол Ч- существует (имеет поло- Причем силы и прилага- жительное значение) только в случае ются только на краях и в .центре заготовки. .« К 1 ,(16)
Так как геометрически при замкну- той системе СГТИД заготовка может
вращаться только вокруг своей оси, а ак сумма элементарных сил обра- силы трения всегда препятствуют дви- ботки не может превьшгать усилия при- жению, то максимальное значение мо- 50 . мента трения для указанного случая п
следующее:Z п (17)
1
М --Y- г,(8) то
55
где г - радиус заготовки.1 (18)
Вращение заготовки вызывается силами обработки, максимальное значение Фактическое значение К зависит момента от которых при совпадении оси от материала заготовки и притира, их
шероховатости и параметров используемого свободного абразива.
В процессе обработки обеспечиваются два условия: попадание каждой из заготовок в зону, ограниченную углом V (фиг, 2), где обеспечивается условие (1) и заготовка вращается; оси заготовок не должны выходить за края инструмента, так как в этом случае они будут выпадать. Учитывая, что нормали к каждой из поверхностей приспособления, на которых устанавливаются заготовки, выходят из точки, лежащей на оси вращения.притира, угол между проекциями нормалей к двум из них на плоскость, проходящую через ось вращения притира и одну из этих нормалей, выбирается из условия
или с
(20)
В процессе обработки угол d. является величиной переменной, диапазон изменения которой зависит от геометрических размеров приспособления. Для приспособления, приведенного на фиг. 3, 4, даны углы Ч и 120° :
1 . . 4Т Ч + arctg г 2 arcsin
- sin Ч
(21)
1
где выражение Ч + arctg tg представляет собой угол между нормалью и проекциями двух других нормалей (они совпадают) для случая, когда плоскость через нормаль и ось вращения
g
81486
притира проходитсимметрично двум
другим ндрмалям,а вьфажение
sini представляет собой4з
arcsin
угол меж,цу двумя нормалями для случая, когда ось вращения притира лежит в этой же плоскости.
0 Формула изобретения
Способ обработки сферических поверхностей, при котором заготовки размещают в притире в виде чаши и прижимают к нему с помощью приспособления, а притиру и приспособлению сообщают относительное качательное и вращательное движение, отличающийся тем, что, .с целью повы
шения качества и производительности обработки, в качестве приспособления берут гриб с тремя поверхностями, форма которых соответствует форме необрабатываемой стороны заготовки или
контактирующей стороны промежуточного элемента, при этом угол между проекциями нормалей к двум из них на плоскость, проходящую через ось вращения притира и одну из этих нормалей, выбирают из условия
.
d Т + arcsin
1 (1 1Ч.)1
ТЗ V
де
у - угол между осью притира и его краем;
г - радиус обрабатьшаемой заготовки;
R - радиус обрабатываемой сферы;
коэффициент трения по поверхности прижима заготовки; - коэффициент пропорциональности сил обработки по сферической поверхности и при- жимающе го у с ил ия.
Побр.
По5р.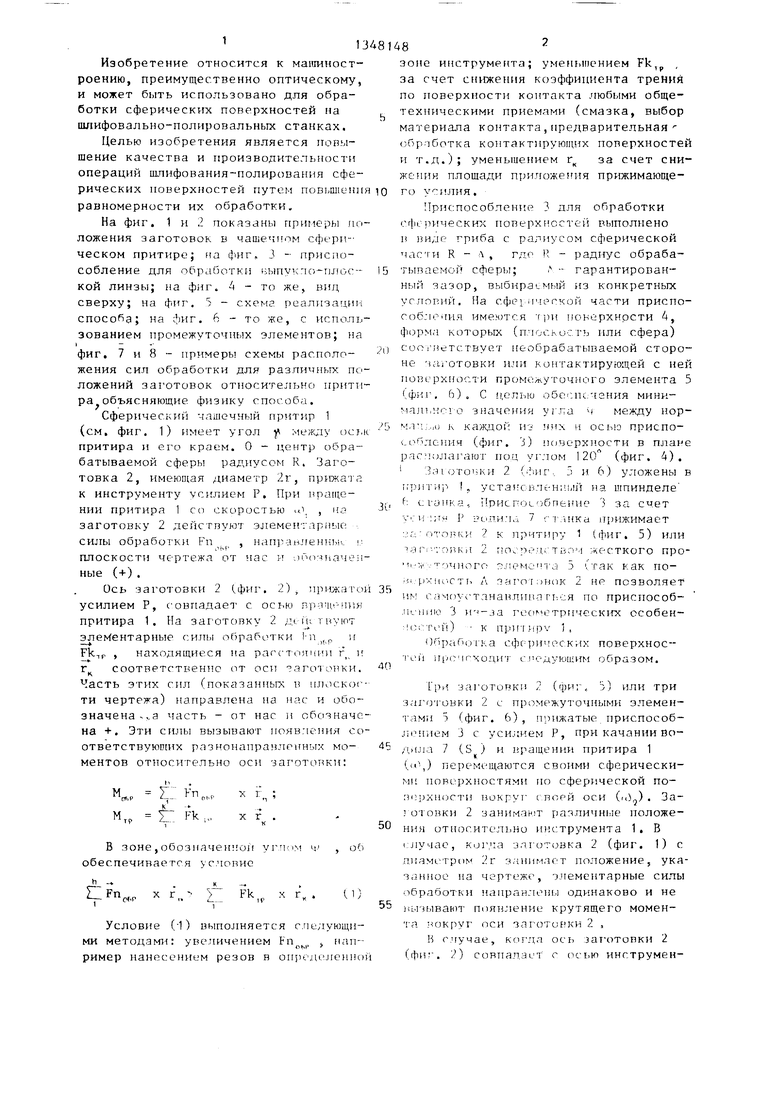

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ притирки сферических поверхностей | 1987 |
|
SU1414579A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОГО ШЛИФОВАНИЯ ПЛАСТИН ТИПА КВАРЦЕВЫХ РЕЗОНАТОРОВ | 1962 |
|
SU151579A1 |
| Способ притирки сферических поверхностей | 1986 |
|
SU1393601A1 |
| Способ обработки шара тремя чашечными притирами | 1983 |
|
SU1085776A1 |
| УСТРОЙСТВО ДЛЯ СФЕРОДОВОДКИ СФЕРЫ | 2011 |
|
RU2481186C1 |
| Устройство для доводки наружных и внутренних неполных сферических поверхностей | 1953 |
|
SU95812A1 |
| Способ изготовления ротора электростатического гироскопа | 2024 |
|
RU2830829C1 |
| Способ обработки сферических поверхностей | 1986 |
|
SU1414581A1 |
| Способ автоматического управления процессом обработки сферических поверхностей | 1987 |
|
SU1496991A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ДОВОДКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2320468C2 |

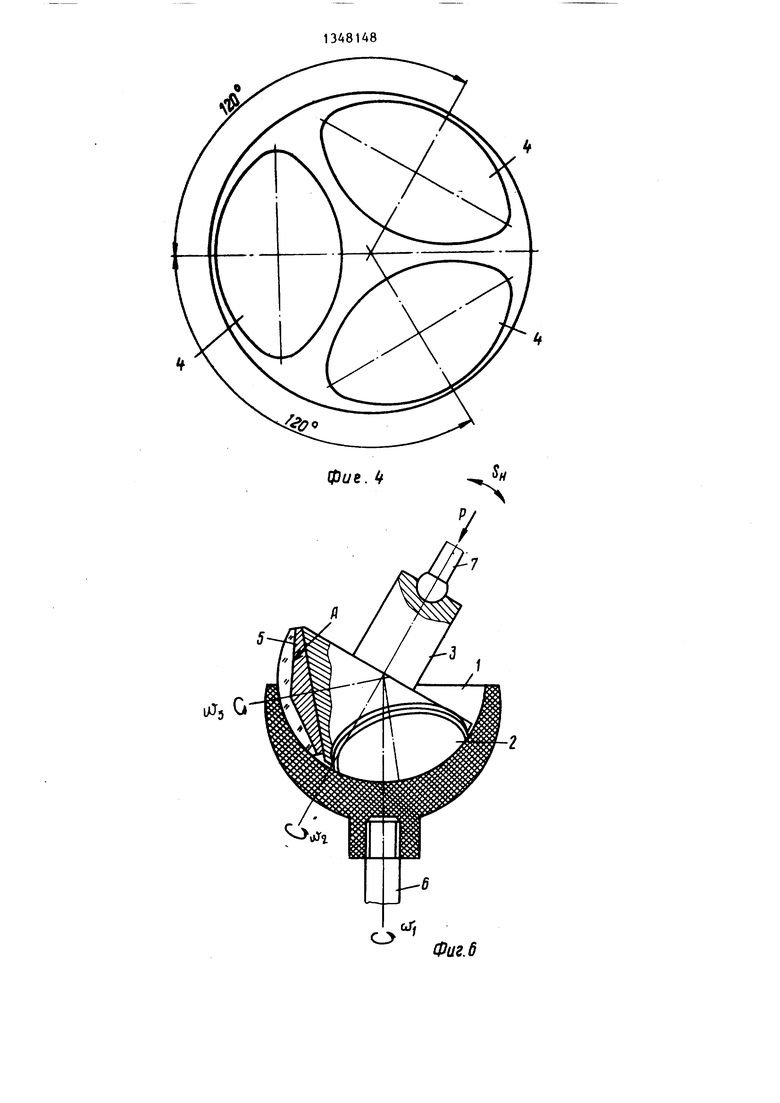

Изобретение относится к машиностроению, преимущественно оптическому, и может быть использовано для обработки сферических поверхностей на шлифовально-полировальных станках. Цель изобретения - повышение качества и производительности обработки. Для этого заготовки 2 свободно укладывают группами по три штуки в чашечный притир 1, жестко связанный с валом станка. На заготовки 2 устанавливается грибообразное приспособление 3, имеющее три поверхности, профиль которых соответствует необрабатываемой стороне заготовки. Наличие этих поверхностей позволяет заготовкам 2 за счет силового замыкания силой Р с системы СПИД самоустанавливаться по притиру 1 и приспособлению 3 одновременно. Станок задает вращение (-Ц) шпинделю 6 станка и качание (S) во- дилу 7. Б системе СПЩ1 появляется про проворачивание приспособления 3 (cxJ) совместно с заготовками 2 и проворачивание (и) ) заготовок 2 относительно приспособления 3. За счет появления вращения и) обработка сферических поверхисстеч заготовок происхо- дит более равномерно, так как краевые зоны фактически отсутствуют. 8 ил. (Л tfjO Wi 00 4 00 ОС
Фиг,3
Фиг. 6
Редактор М. Бандура
Составитель А. Козлова Техред Л.Олийнык
Заказ 5153/14Тираж 714Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Произволстненно-полиграфическое предприятие, г.Ужгород,ул.Проектная, 4
фие. 7
O6f).
г-а 2 г
Fo6p. а
фи%,8
Корректор Л. Пилипенко
| Способ обработки деталей сферическим притиром | 1978 |
|
SU891357A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
