4ib
Ф Од СО
со
СП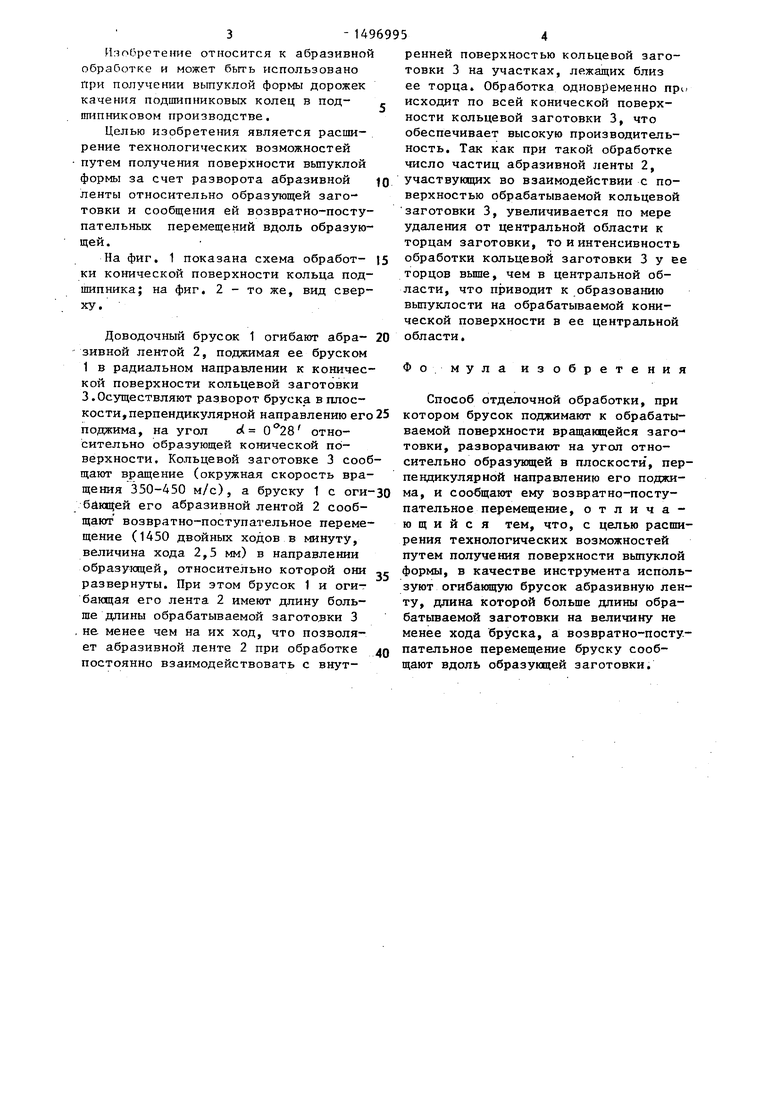
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1992 |
|
RU2024385C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1992 |
|
RU2036773C1 |
| Суперфинишный станок для обработки дорожек качения колец шарикоподшипников | 1982 |
|
SU1021580A1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ | 1993 |
|
RU2086390C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1995 |
|
RU2094206C1 |
| Способ отделочной обработки беговых дорожек колец шарикоподшипников | 1978 |
|
SU884976A2 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2107605C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ | 2004 |
|
RU2270085C2 |
| Способ суперфинишной обработки | 1990 |
|
SU1818207A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
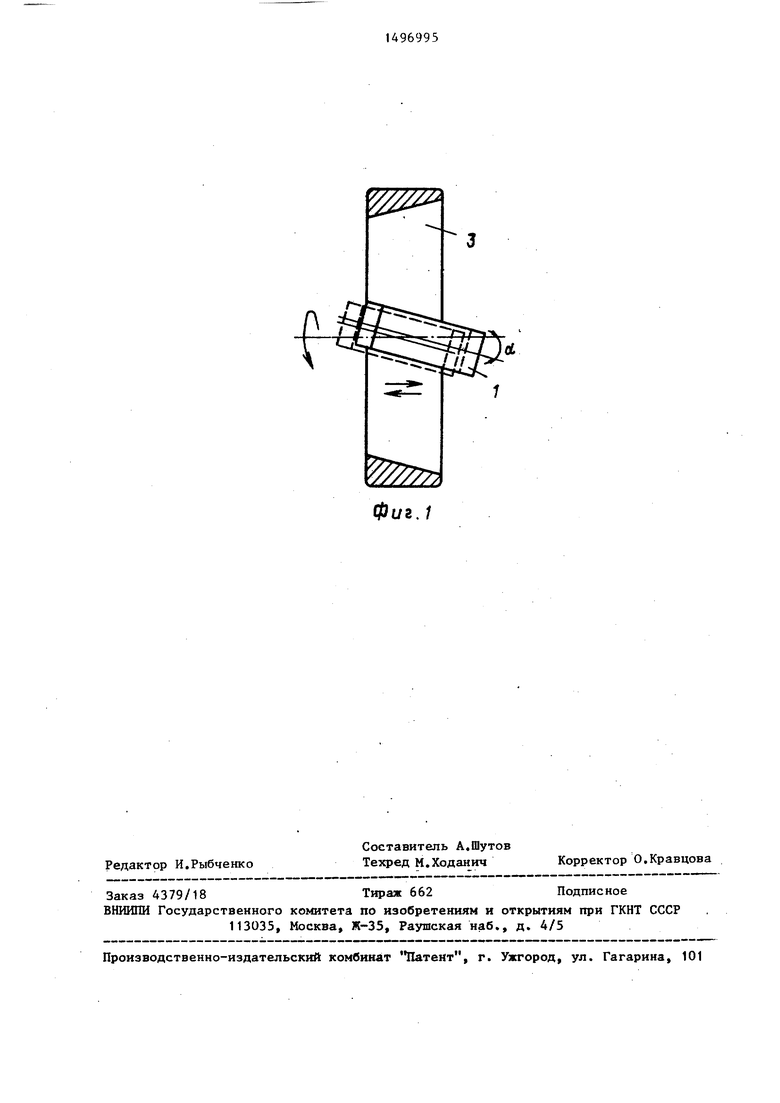
Изобретение относится к абразивной обработке материалов и может быть использовано в подшипниковом производстве при получении выпуклой формы дорожек качения подшипниковых колец. Цель изобретения - состоит в расширении технологических возможностей путем получения поверхности выпуклой формы. Доводочный брусок 1 огибают абразивной лентой 2, поджимая ее бруском в радиальном направлении к обрабатываемой поверхности вращения. Осуществляют разворот бруска в плоскости, перпендикулярной направлению его поджима, на угол α относительно образующей конической поверхности. Заготовке 3 сообщают вращение, а бруску с огибающей его абразивной лентой - возвратно-поступательное перемещение в направлении образующей, относительно которой они развернуты. При этом брусок и огибающая его лента имеют длину больше длины обрабатываемой заготовки не менее чем на их ход. Обработка одновременно происходит по всей конической поверхности заготовки 3. 2 ил.
фиг. 2
Игэобрстеиие относится к абразивной обработке и может быть использовано при получении вьшуклой формы дорожек качения подшипниковых колец в под- ПП1ПНИКОВОМ производстве.
Целью изобретения является расширение технологических возможностей путем получения поверхности выпуклой формы за счет разворота абразивной ленты относительно образующей заготовки и сообщения ей возвратно-поступательных перемещений вдоль образующей.
На фиг. 1 показана схема обработ- ки конической поверхности кольца подшипника; на фиг, 2 - то же, вид сверху.
Доводочный брусок 1 огибают абра- зивной лентой 2, поджимая ее бруском 1 в радиальном направлении к конической поверхности кольцевой заготовки 3.Осуществляют разворот бруска в плоскости, перпендикулярной направлению его поджима, на угол с( относительно образующей конической пЬ- верхности. Кольцевой заготовке 3 сообщают вращение (окружная скорость вращения 350-450 м/с), а бруску 1 с огибакщей его абразивной лентой 2 сообщают возвратно-поступательное перемещение (1450 двойных ходов в минуту, величина хода 2,5 мм) в направлении образующей, относительно которой они развернуты. При этом брусок 1 и огибающая его лента 2 имеют длину больше длины обрабатываемой загото.вки 3 . не менее чем на их ход, что позволяет абразивной ленте 2 при обработке постоянно взаимодействовать с внутренней поверхностью кольцевой заготовки 3 на участках, лежащих близ ее торца. Обработка одновременно при исходит по всей конической поверхности кольцевой заготовки 3, что обеспечивает высокую производительность. Так как при такой обработке число частиц абразивной ленты 2, участвующих во взаимодействии с поверхностью обрабатываемой кольцевой заготовки 3, увеличивается по мере удаления от центральной области к торцам заготовки, то и интенсивность обработки кольцевой заготовки 3 у ее торцов вьше, чем в центральной области, что приводит к образованию вьшуклости на обрабатываемой конической поверхности в ее центральной области.
Ф о
мула изобретения
Способ отделочной обработки, при котором брусок поджимают к обрабатываемой поверхности вращающейся заготовки, разворачивают на угол относительно образующей в плоскости, перпендикулярной направлению его поджима, и сообщают ему возвратно-поступательное перемещение, отличающийся тем, что, с целью расширения технологических возможностей путем получения поверхности вьтуклой формы, в качестве инструмента используют огибающую брусок абразивную ленту, длина которой больше датины обрабатываемой заготовки на величину не менее хода бруска, а возвратно-поступательное перемещение бруску сообщают вдоль образующей заготовки.
Фиъ, 1
| Способ отделочной обработки | 1973 |
|
SU484071A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
