1
Изобретение относится к финишной обработке и может быть использовано для отделки внутренних поверхностей тел вращения.
Известны способы отделочной обработки, при которых абразивному бруску сообщается возвратно-поступательное перемещение подачи, при этом изделие вращается относительно инструмента.
Для повышения интенсивности исправления погрешности формы изделия, таких как вогнутость образующей и кор сетно-сть предлагается бруску сообщать возвратно-поступательное движение подачи под углом к образующей изделия с дополнительной окружной подачей на угол, обеспечивающий постоянство площади контакта между бруском и изделием.
На фиг. 1 показан брусок (вид сбоку) и его исходное и конечное положения при осевом перемещении под углом к образующей; на фиг. 2 - рабочая поверхность бруска после приработки.
При осуществлении способа брусок устанавливают под углом а к образующей обрабатываемого цилиндра. В исходном положении абразивному инструменту сообщают возвратно-поступательное движение 5 без выхода его за пределы поверхности обработки. Одновременно брусок соверщает поворот на угол р. Полный поворот на величину SQ осуществляется, когда .инструмент достигает своего крайнего положения. При движении назад характер перемещений не меняется. Для увеличения скорости съема металла бруску придают дополнительные колебательные движения VK в радиальном направлении. Кроме того, деталь вращается с окружной скоростью Уд.
При отсутствии перебега бруска съем металла вдоль образующей происходит неравномерно. В центре наблюдается максимальное значение, а на концах детали - минимальное. В этом случае образующая приближается по форме к части дуги эллипса. В процессе
перемещения бруска под углом к образующей подлежащий съему припуск распределяется также по дуге эллипса. Поэтому съем металла осуществляется в обратной последовательности, т. е. на концах будет максимум, а в
центре образующей - минимум.
Следовательно, отсутствие перебега бруска приводит к образованию вогнутости, а сообщение ему траектории под углом к образующей приводит к образованию выпуклости с
тем же законом распределения.
Подбирая угол а по величине, можно добиться того, что обе эти величины компенсируют друг.друга, в результате чего получают прямолинейную образующую.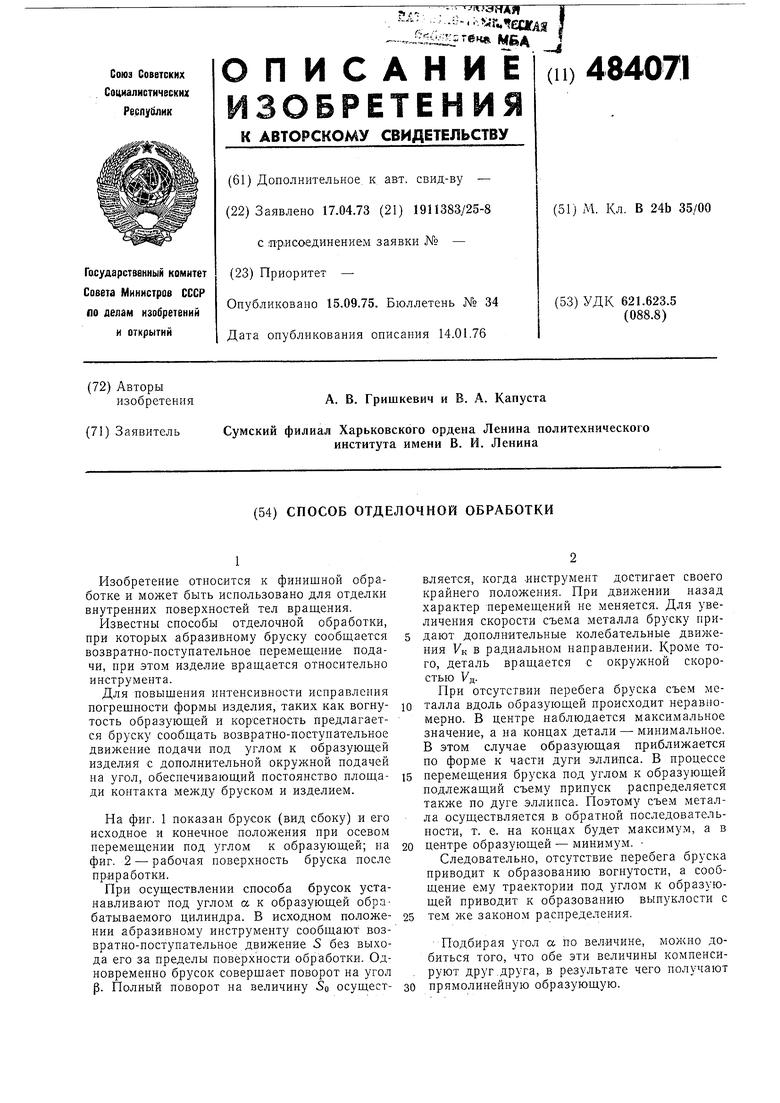
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отделочной обработки | 1980 |
|
SU931389A1 |
| Способ отделочной обработки цилиндрических поверхностей | 1981 |
|
SU1013236A1 |
| Способ суперфиниширования дорожек качения колец шариковых подшипников | 1985 |
|
SU1346402A1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1992 |
|
RU2024385C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 1998 |
|
RU2137582C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ | 2008 |
|
RU2373043C1 |
| Способ чистовой обработки | 1985 |
|
SU1337238A1 |
| Способ суперфиниширования поверхностей вращения | 1989 |
|
SU1710310A1 |
| Способ обработки дорожки качения кольца шарикоподшипника | 1986 |
|
SU1333545A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА УНИВЕРСАЛЬНАЯ | 2018 |
|
RU2744127C2 |
