Фиг.
со
о со а
Изобретение относится к устройствам для местной вулканизации и может быть использовано для вулканизации стыков и повреждений конвейерных лент по месту их эксплуатации.
Цель изобретения - расширение эксплуатационных возможностей устройства за счет обеспечения возможности ремонта продольных повреждений лент.
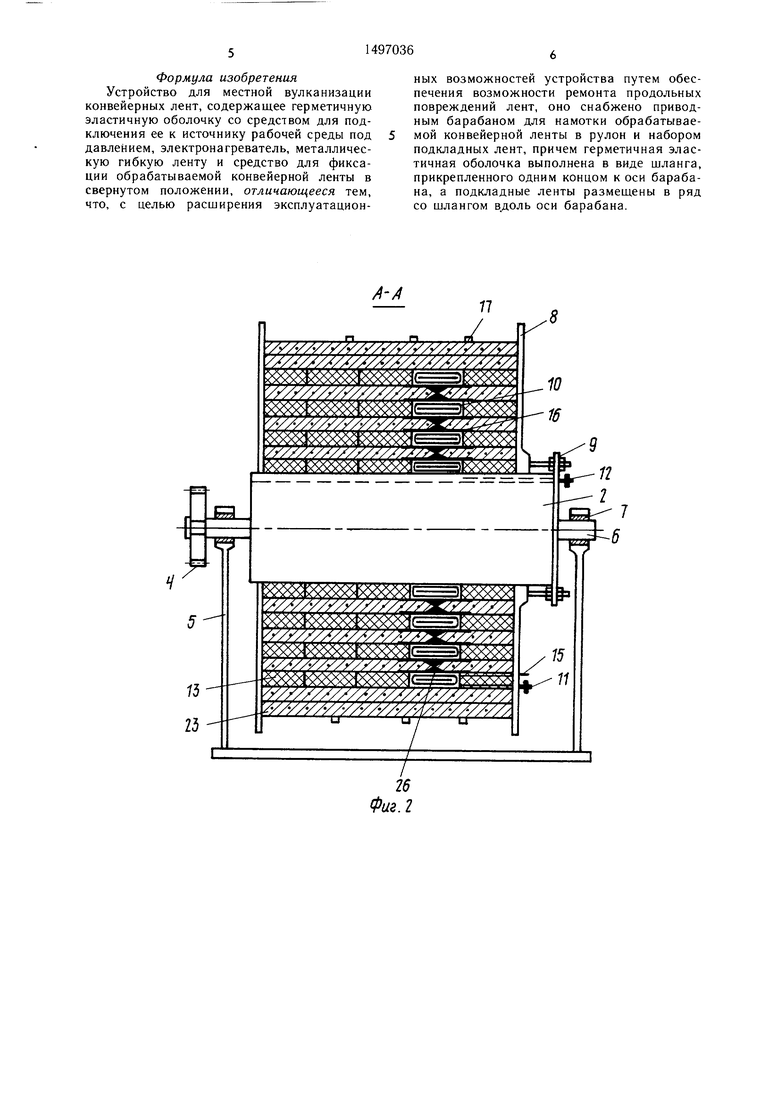
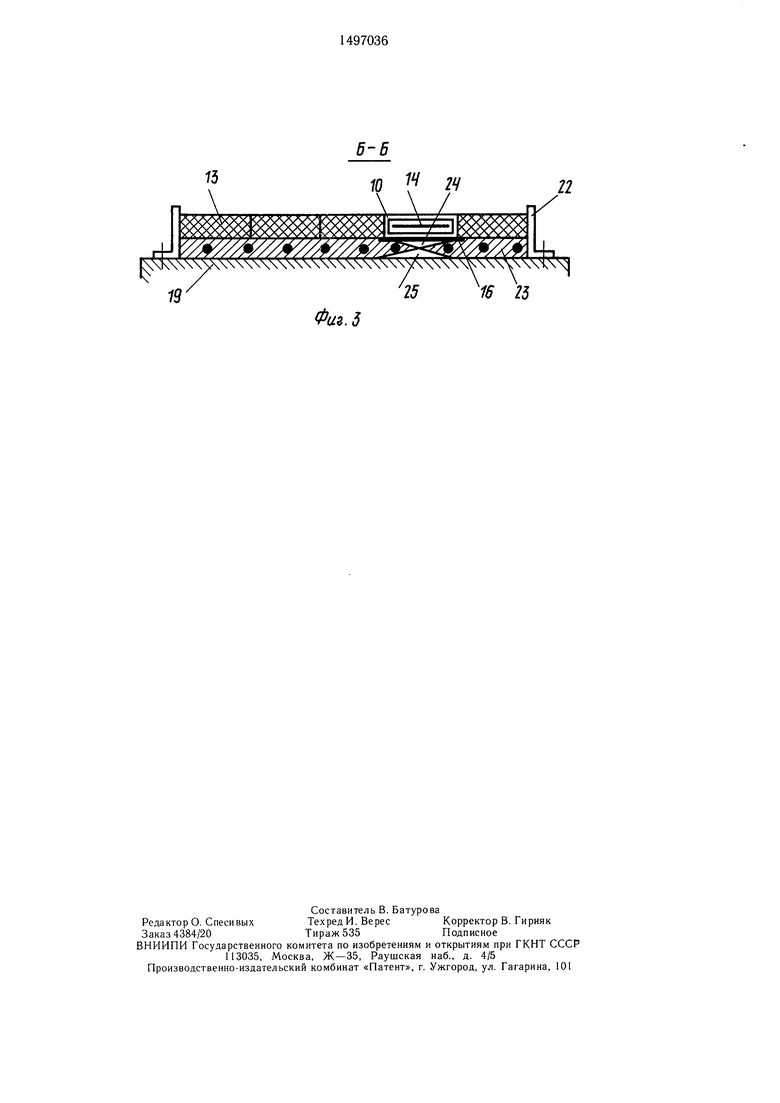
На фиг. 1 изображено предлагаемое уст- ройство; на фиг. 2 - сечение А-А на фиг. 1 в рабочем положении устройства; на фиг. 3 - сечение Б-Б на фиг. 1.
Устройство для местной вулканизации конвейерных лент содержит приводной барабан 1 для намотки обрабатываемой кон- вейерной ленты в рулон, установленный на полой оси 2 с продольным выступом 3. Привод 4 барабана 1 установлен на раме 5. Цапфы 6 оси 2 установлены в подшипниках 7. Барабан 1 имеет регулируемую бо- ковину 8, положение которой изменяется с помош,ью винтов 9, связанных с осью 2.
В устройстве имеется герметичная эластичная оболочка 10, выполненная в виде шланга, прикрепленного одним концом к оси 2 барабана 1. Оболочка 10 имеет шту- цер 11 для подключения ее к источнику рабочей среды под давлением и выпускной штуцер 12, выведенный к торцу оси 2. В ряд с оболочкой 10 вдоль оси 2 барабана 1 размешены подкладные ленты 13, например, ре
зиновые или из старой конвейерной ленты. В оболочке 10 размещен электронагреватель 14 со штекером 15. С двух сторон оболочки 10 расположены превышающие ее по ширине металлические гибкие ленты 16, например, из латуни. Для удержания обраба
тываемои конвейерной ленты в свернутом положении имеется средство 17 для фиксации в виде хомута или проволоки.
В устройстве имеются также вспомогательный барабан 18 для подлежащей обработке конвейерной ленты, стол 19, фрезер- ное приспособление 20 и направляющие ролики 21. Стол 19 имеет подвижный борт 22.
Устройство работает следующим образом.
Боковину 8 барабана 1 и борт стола 19 устанавливают на ширину обрабатываемой конвейерной ленты 23. Барабан 18 с лентой 23, имеющей продольное повреждение в виде разреза, устанавливается на раму 5. Разматывается конец ленты 23 и пропускается через направляющие ролики 21. С помощью фрезерного приспособления 20 разделывают- ся кромки 24 и 25 разреза. После этого конец ленты 23 прикрепляется к выступу 3 оси 2 и укладывается на стол 19. После чего приводится во вращение барабан 1 и обрабатываемая конвейерная лента наматы- вается в рулон вместе с оболочкой 10, металлическими лентами 16 и полосой сырой резины 26 при непрерывной обработке кромок разреза фрезерным приспособлением.
n
5
0
5
0
5
В процессе вращения барабана 1 сырая резина 26 запрессовывается в зону повреждения конвейерной ленты с помощью оболочки 10 и металлических лент 16. Полосы сырой резины 26 должны соответствовать размерам зоны повреждения на вулканизируемой ленте, полученной после фрезерования кромок разреза.
При калиброванном сечении полосы сырой резины 26, строго соответствующем профилю повреждения, отпадает необходимость в укладке металлических лент 16. Подкладные ленты 13 из конвейерной ленты по толщине соответствуют толщине оболочки 10, а ширина (разная) этих полос выбирается из такого расчета, чтобы, переставляя их, можно было разместить оболочку над продольным разрезом конвейерной ленты 23, который может находиться в любом месте по ширине конвейерной ленты 23. Длина всех лент и оболочки одинаковая. Если этой длины не хватает для перекрытия всего продольного разреза, то делают второй заход вулканизации. Более короткие разрезы вулканизуют таким же образом, но в этом случае часть пакета (без сырой резины) перекроет неповрежденный участок ленты.
После закручивания вулканизуемого участка ленты в рулон на барабан 1 наматывают еще 2-3 витка ленты 23 и фиксируют их от разматывания средством 17. Штуцер 11 подключается к источнику рабочей среды под давлением, через щтекер 15 подается электроэнергия к электронагревателю 14. Выпускной штуцер 12 при этом закрыт, поэтому давление рабочей среды через оболочку 10 передается в боковом направлении подкладным лентам 13, ограничивающим чрезмерное раздувание оболочки 10, вверх и вниз давление передается через металлические гибкие ленты 16 на сырую резину 26. Под действием давления и температуры сырая резина вулканизуется в зоне повреждения.
После завершения процесса вулканизации открывается выпускной штуцер 11, сбрасывается давление в оболочке 10, отключается электронагреватель 14. Средство 17 для фиксации снимается, ленты 23 барабана 1 перематываются на вспомогательный барабан 18. Металлические 16 и подкладные 13 ленты и прессующая оболочка 10 сматываются в отдельные рулоны для хранения-.
Устройство надежно в работе и несложно в изготовлении, может быть применено для конвейерных лент любой ширины, для чего в соответствии с размером ленты переставляется боковина 8 с помошью винтов 9. За одну установку можно вулканизовать порезы, порывы и другие повреждения ленты длиной 100-200 м.
Формула изобретения Устройство для местной вулканизации конвейерных лент, содержащее герметичную эластичную оболочку со средством для подключения ее к источнику рабочей среды под давлением, электронагреватель, металлическую гибкую ленту и средство для фиксации обрабатываемой конвейерной ленты в свернутом положении, отличающееся тем, что, с целью расширения эксплуатационных возможностей устройства путем обеспечения возможности ремонта продольных повреждений лент, оно снабжено приводным барабаном для намотки обрабатываемой конвейерной ленты в рулон и набором подкладных лент, причем герметичная эластичная оболочка выполнена в виде шланга, прикрепленного одним концом к оси барабана, а подкладные ленты размещены в ряд со шлангом вдоль оси барабана.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ремонта конвейерных лент | 1983 |
|
SU1125137A1 |
| Устройство для ремонта конвейерных лент с продольными повреждениями | 1988 |
|
SU1572825A1 |
| Устройство для местной вулканизации конвейерных лент | 1988 |
|
SU1634515A1 |
| СПОСОБ СКЛЕИВАНИЯ РЕЗИНЫ И КЛЕЙ ДЛЯ СКЛЕИВАНИЯ РЕЗИНЫ | 2018 |
|
RU2790320C1 |
| Способ непрерывной вулканизации ленты из сырой резины или каучука | 2016 |
|
RU2641280C2 |
| Устройство для местной вулканизацииКОНВЕйЕРНыХ лЕНТ | 1978 |
|
SU802074A2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ), УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ И ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ) | 2013 |
|
RU2549401C2 |
| Устройство для местной вулканизации конвейерных лент | 1981 |
|
SU1062015A1 |
| Приводной барабан ленточного конвейера | 1989 |
|
SU1724530A1 |
| Устройство для местной вулканизацииКОНВЕйЕРНыХ лЕНТ | 1979 |
|
SU821191A1 |
Изобретение относится к устройствам для местной вулканизации и может быть использовано для вулканизации стыков и посреждений конвейерных лент по месту их эксплуатации. Цель изобретения - расширение эксплуатационных возможностей устройства за счет обеспечения возможности ремонта продольных повреждений лент. Для этого оно снабжено приводным барабаном 1 для намотки обрабатываемой конвейерной ленты 23 в рулон и набором подкладных лент 13. Герметичная эластичная оболочка 10 выполнена в виде шланга, прикрепленного одним концом к оси 2 барабана 1. Подкладные ленты 13 размещены в ряд со шлангом вдоль оси барабана. Обрабатываемая конвейерная лента 23 накатывается в рулон на барабан 1 вместе с оболочкой 20, металлическими гибкими лентами 16 и полосой сырой резины 26. В процессе вращения барабана 1 сырая резина 26 запрессовывается в зону повреждения конвейерной ленты 23. 3 ил.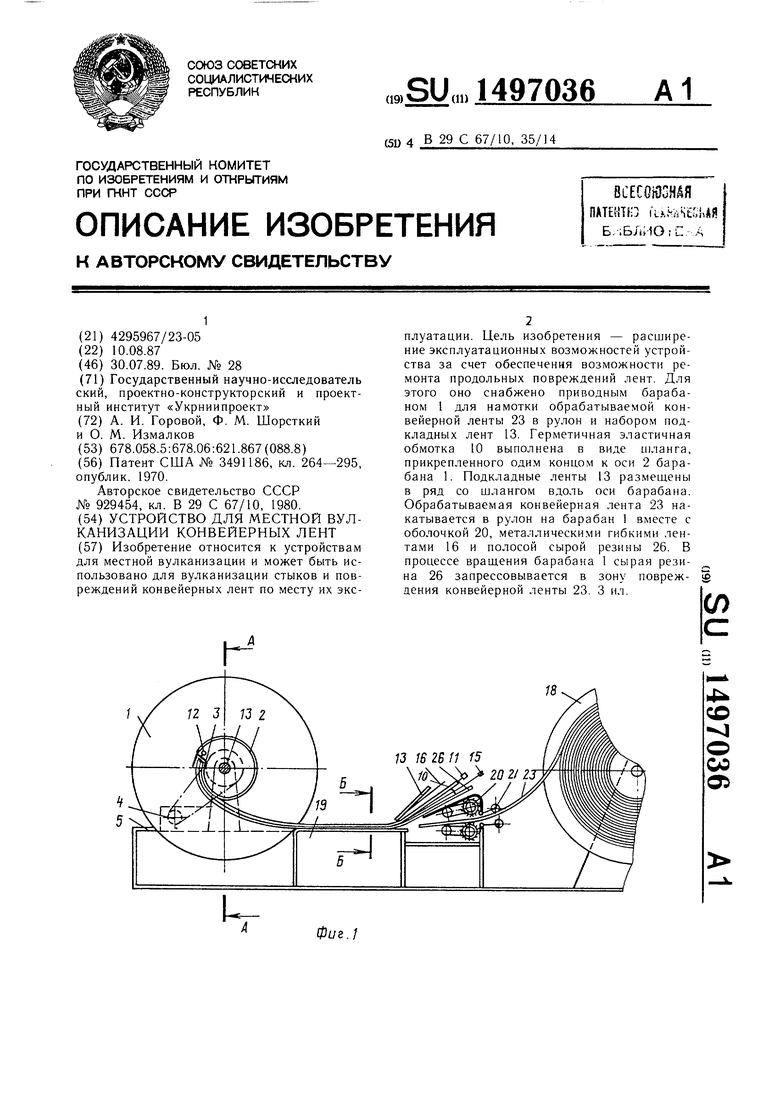
У // //-//уУУ/ /// Л А / / 77Л 7.
////////////// ///////////////.
ГЗ 23
.
/////////////////А/////////.
/У/У/У/У /-//У/УЛ /И/ // // // ///.
Л-/
77
У
.8
26 Фиг.2
Фа.5
25
16 25
| Патент США № 3491186, кл | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| Переносное вулканизационное устройство | 1980 |
|
SU929454A1 |
| Солесос | 1922 |
|
SU29A1 |
