Изобретение относится к производству покрышек пневматических шин и может быть использовано в процессах сборки покрышек радиальной конструкции.
Целью изобретения является улучшение эксплуатационных характеристик пневматических шин и снижение расхода брекера.
На фиг. 1-7 схематично изображены последовательные стадии сборки покрышек пневматических шин; на фиг. 8-9 - то же, вариант исполнения способа сборки.
Способ осуществляется следуюшим образом.
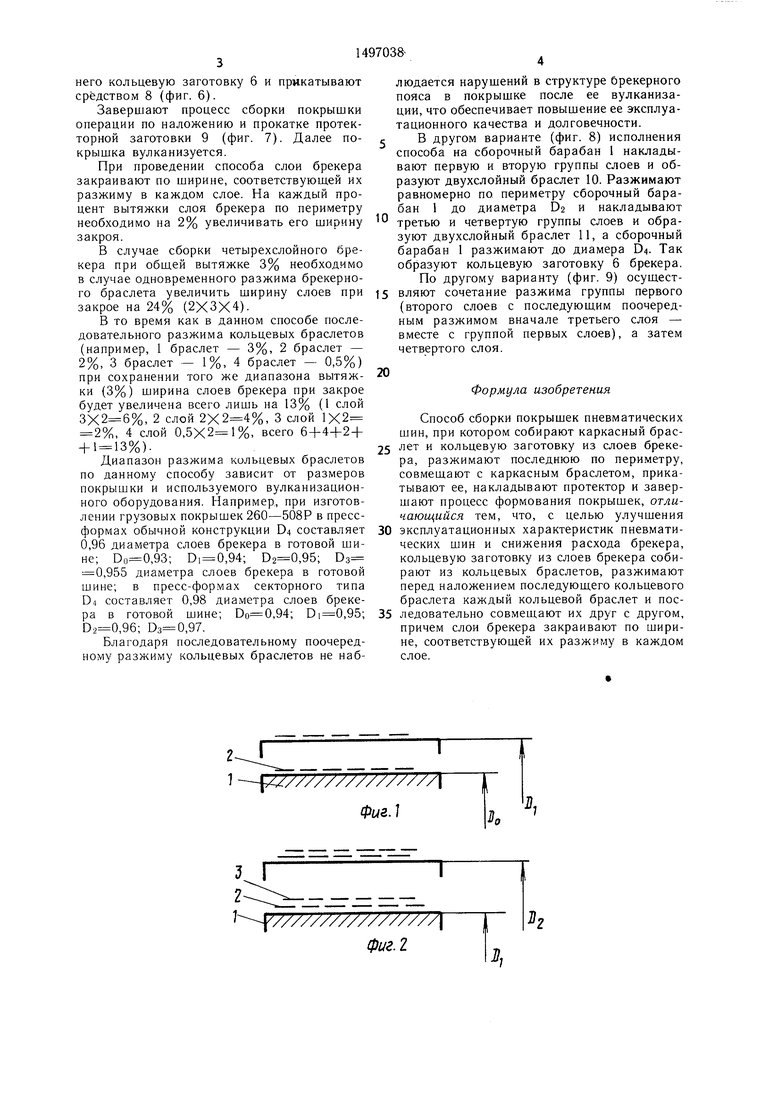
На сборочный барабан 1 накладывают первый слой брекера и образуют кольцевой браслет 2 с внутренним диаметром Do (фиг. 1). Разжимают равномерно по периметру сборочный барабан 1 вместе с находящимся на нем кольцевым браслетом 2, чтобы внутренний диаметр браслета 2 увеличился до диаметра DI. После этого на
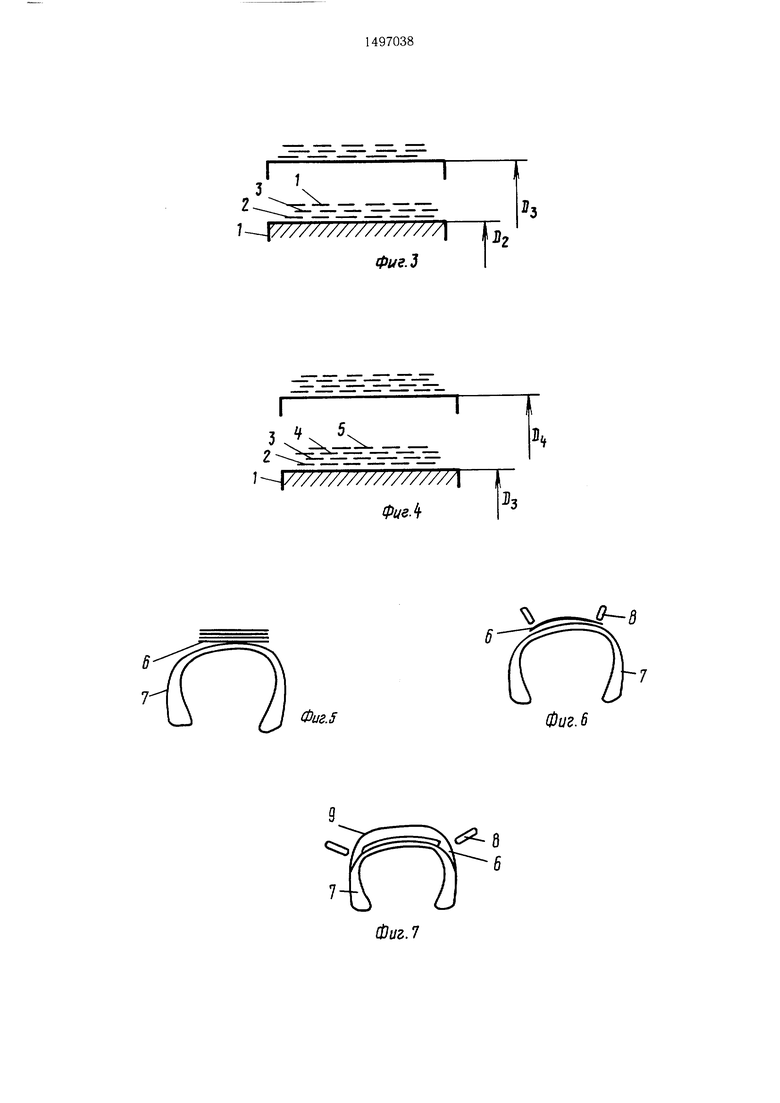
сборочный барабан 1 накладывают и стыкуют в кольцевой браслет 3 второй слой брекера (фиг. 2). Образовавшуюся кольцевую заготовку из двух браслетов 2 и 3 разжимают равномерно по периметру сборочного барабана 1 до диаметра Da (фиг. 2). Затем на сборочный барабан 1 накладывают и стыкуют в кольцевой браслет 4 третий слой брекера (фиг. 3), который вместе с двумя предыдушими слоями корда равномерно разжимают с диаметра Dj до DS. Повторяя указанные операции, производят наложение четвертого слоя брекера и образование кольцевого браслета 5 и окончательный разжим кольцевой заготовки 6 из четырех кольцевых браслетов 2-5 до диаметра D4 (фиг. 4). Собранную кольцевую заготовку 6 снимают со сборочного барабана 1. На сборочном барабане (не показан) собирают каркасный браслет 7 (фиг. 5) и, формуя его, накладывают на
QO
vj
о
00 00
людается нарушений в структуре Орекерного пояса в покрышке после ее вулканизации, что обеспечивает повышение ее эксплуатационного качества и долговечности.
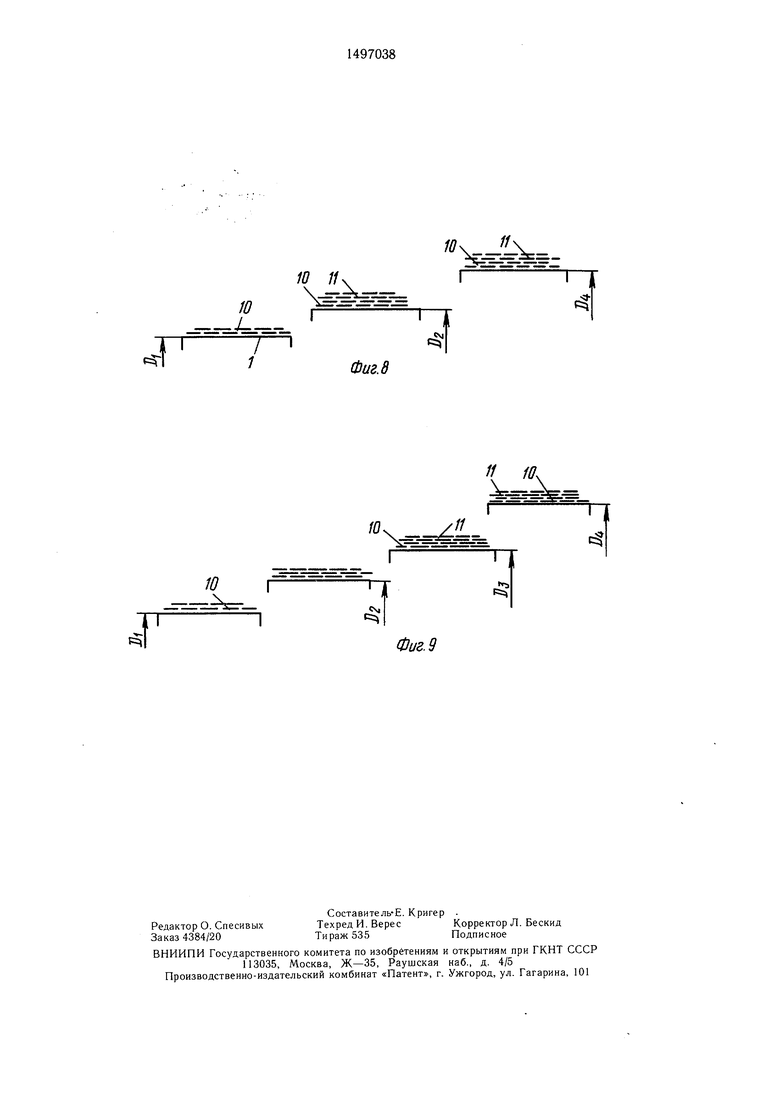
В другом варианте (фиг. 8) исполнения способа на сборочный барабан 1 накладывают первую и вторую группы слоев и образуют двухслойный браслет 10. Разжимают равномерно по периметру сборочный барабан 1 до диаметра D2 и накладывают
него кольцевую заготовку 6 и прикатывают средством 8 (фиг. 6).
Завершают процесс сборки покрышки операции по наложению и прокатке протекторной заготовки 9 (фиг. 7). Далее покрышка вулканизуется.
При проведении способа слои брекера закраивают по ширине, соответствуюшей их разжиму в каждом слое. На каждый процент вытяжки слоя брекера по периметру .
необходимо на 2% увеличивать его ширину 0 третью и четвертую группы слоев и обра- закроя,зуют двухслойный браслет 11, а сборочный
В случае сборки четырехслойного бре-барабан 1 разжимают до диамера D. Так
кера при обшей вытяжке 3% необходимообразуют кольцевую заготовку 6 брекера.
в случае одновременного разжима брекерно-По другому варианту (фиг. 9) осушестго браслета увеличить ширину слоев при 5 вляют сочетание разжима группы первого закрое на 24% (2X3X4).(второго слоев с последуюшим поочередВ то время как в данном способе последовательного разжима кольцевых браслетов (например, 1 браслет - 3%, 2 браслет - 2%, 3 браслет - 1%, 4 браслет - 0,5%) при сохранении того же диапазона вытяжки (3%) ширина слоев брекера при закрое будет увеличена всего лишь на 13% (1 слой , 2 слой , 3 слой 1X2
20
ным разжимом вначале третьего слоя - вместе с группой первых слоев), а затем четвертого слоя.
Формула изобретения
2%, 4 слой 0,, всего 6+4+2+
Способ сборки покрышек пневматических . .шин, при котором собирают каркасный брас+ 1 13%).25 лет и кольцевую заготовку из слоев брекеДиапазон разжима кольцевых браслетовра, разжимают последнюю по периметру,
по данному способу зависит от размеров совмешают с каркасным браслетом, прика- покрышки и используемого вулканизацион-тывают ее, накладывают протектор и заверного оборудования. Например, при изготов-шают процесс формования покрышек, отлилении грузовых покрышек 260-508Р в пресс-чающийся тем, что, с целью улучшения
формах обычной конструкции D4 составляет 30 эксплуатационных характеристик пневматических шин и снижения расхода брекера, кольцевую заготовку из слоев брекера собирают из кольцевых браслетов, разжимают перед наложением последуюшего кольцевого браслета каждый кольцевой браслет и посра в готовой шине; ,94; ,95; 35 ледовательно совмешают их друг с другом, ,96; ,97.причем слои брекера закраивают по шириБлагодаря последовательному поочеред-не, соответствуюшей их разжиму в каждом
ному разжиму кольцевых браслетов не наб-слое.
0,96 диаметра слоев брекера в готовой шине; ,93; Di 0,94; ,95; Оз 0,955 диаметра слоев брекера в готовой шине; в пресс-формах секторного типа D4 составляет 0,98 диаметра слоев брекелюдается нарушений в структуре Орекерного пояса в покрышке после ее вулканизации, что обеспечивает повышение ее эксплуатационного качества и долговечности.
В другом варианте (фиг. 8) исполнения способа на сборочный барабан 1 накладывают первую и вторую группы слоев и образуют двухслойный браслет 10. Разжимают равномерно по периметру сборочный барабан 1 до диаметра D2 и накладывают
.
третью и четвертую группы слоев и обра- зуют двухслойный браслет 11, а сборочный
ным разжимом вначале третьего слоя - вместе с группой первых слоев), а затем четвертого слоя.
Формула изобретения
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наложения кольцевых заготовок покрышек пневматических шин | 1981 |
|
SU1030206A1 |
| Способ сборки покрышек пневматических шин и устройство для его осуществления | 1986 |
|
SU1715650A1 |
| Способ сборки покрышек пневматических шин | 1975 |
|
SU554661A1 |
| Способ изготовления брекера покрышек пневматических шин | 1988 |
|
SU1622158A1 |
| Способ сборки покрышек пневматических шин | 1990 |
|
SU1796480A1 |
| Способ сборки покрышек пневматических шин | 1975 |
|
SU553803A1 |
| Способ сборки покрышек пневматических шин | 1973 |
|
SU469300A1 |
| Способ сборки покрышек пневматических шин | 1988 |
|
SU1558700A1 |
| СПОСОБ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2024 |
|
RU2839445C1 |
| Способ сборки покрышек пневматических шин | 1969 |
|
SU494282A1 |
Изобретение относится к производству покрышек пневматических шин и может быть использовано в процессах сборки покрышек радиальной конструкции. Цель изобретения - улучшение эксплуатационных характеристик пневматических шин и снижене расхода брекера. Для этого кольцевую заготовку из слоев брекера собирают из кольцевых браслетов. Разжимают перед наложением последующего кольцевого браслета каждый кольцевой браслет и последовательно совмещают их друг с другом. Слои брекера закраивают по ширине, соответствующей их разжиму в каждом слое. 9 ил.
2
///////////////// фиг. 2
J1.
} .
|Д
3
« 1I
1-Г//////////////////1 П
Фиг.ЗI
J ////////////////// Фие4
/г/
D.
f-5
0)уг.б
фуг. 7
.
да
у
.J-
Фиг. 8
7
ч Iг
L г
4
1
Фиг. 9
L
| Устройство для измерения веса | 1987 |
|
SU1509606A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Патент Великобритании № 1307816, кл | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
