Изобретение относится к области производства покрышек пневматических иги.н и может быть использовано, например, при изготовлении мотоциклетных и велосипедных покрышек. Известен способ сборки покрышек, включающий образование трубчатой заготовки из слоев обрезиненного корда резку ее на браслеты заданной ширины посадку бортовЕзК колец в соответствии с количеством полученных браслетов, заворот на них слоев корда и наложение протектора. По известному способу посадку бор товых колец осуществляют сначала на один браслет и полностью собирают его затем на второй браслет и полностью собирают и т.д., что обусловливает низкую производительность процесса сборки. Цель изобретения - устранение ука занного недостатка. Поставленная цель достигается посадкой всех бортовых колец одновременно до резки трубчатой заготовки на браслеты. На фиг. 1 показано наложение слоев корда на барабан; на фиг. 2 - подвод бортовых колец на барабан к месту их посадки; на фиг. 3 - посадка бортоБых колец при разжиме барабана и разрез на несколько частей корда на барабане; на фиг. 4 и 5 - заворот концов корда разрезанных частей на бортовые кольца; на фиг. 6 - наложение протектора на каркас; на фиг. 7 - съем готовых покрышек со сжатого барабана. Сборку покрышек осуществляют следующим образом. На разжимной барабан 1 сборочного станка накладывают один или несколько слоев корда, из которых образуют трубчатую заготовку 2. Затем подводят несколько пар бортовых колец 3 к местам их посадки на барабане 1 в соответствии с заданным количеством собираемых покрышек (фиг. 2). Барабан и, следовательно, заготовку 2 разжимают и кольца прочно приклеиваются к корду. Соответствующим разрезным устройством 4 заготовку на барабане разрезают на несколько браслетов заданной ширины (фиг. 3) , причем на каждом браслете имеются по два бортовых кольца 3 и концы слоев корда j, предназначенные для заворота их н бортовые кольца.
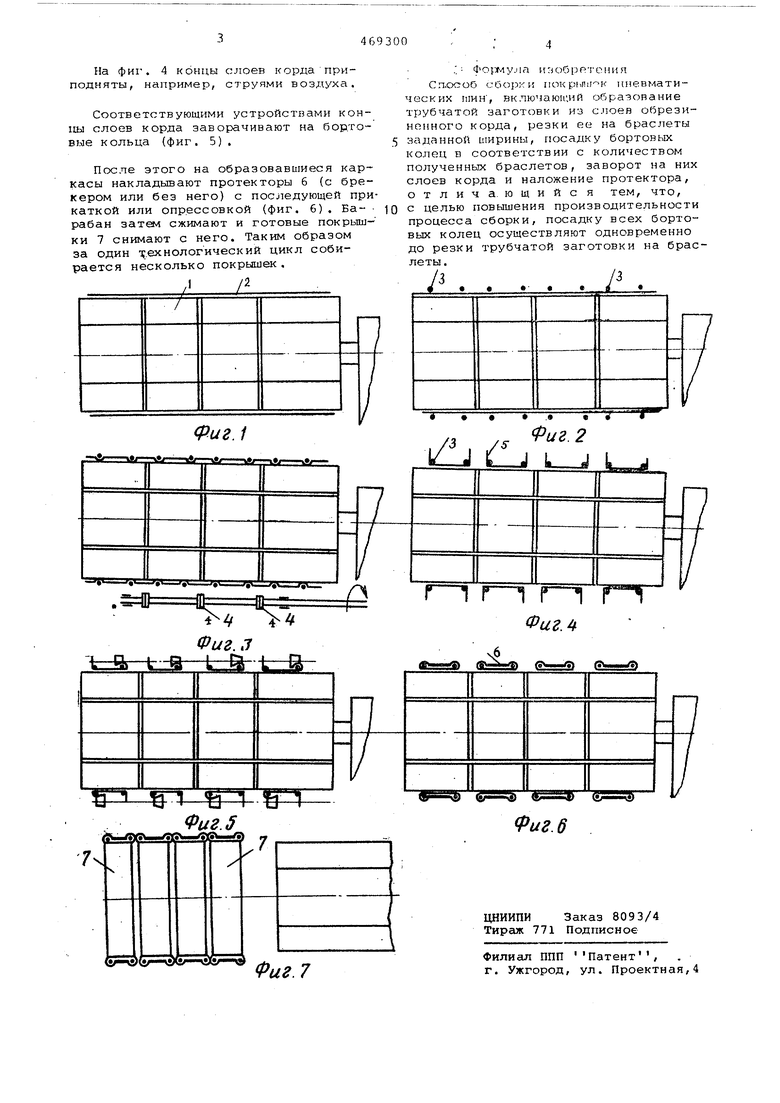
На фИ1. 4 концы слоев корда приподняты, например, струями воздуха.
Соответствующими устройствами кон:ш слоев корда заворачивают на бортовые кольца (фиг. 5) .
После этого на образовавшиеся каркасы накладывают протекторы 6 (с брекером или без него) с последующей прикаткой или опрессовкой (фиг. 6). Ба- рабан зат&л сжимают и готовые покрышки 7 снимают с него. Таким образом за один .ехнологический цикл собирается несколько покрышек,
/1/2
:. .па нзобрртенил Сп.оеоб сборки 110крьп1Гк пневматических ШИН , включаюц.ий образование трубчатой заготовки из слоев обрезинпнного корда, резки ее на браслеты заданной ширины, посадку бортовых колец в соответствии с количеством полученных браслетов, заворот на них слоев корда и наложение протектора, отлича. ющийс я тем, что, с целью повышения производительности процесса сборки, посадку всех бортовых колец осуществляют одновременно до резки трубчатой заготовки на браслеты.
А
/i
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки покрышек пневматических шин | 1978 |
|
SU710162A1 |
| Способ сборки покрышек пневматических шин | 1983 |
|
SU1269403A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК | 1971 |
|
SU303207A1 |
| Способ сборки покрышек пневматических шин | 1969 |
|
SU494282A1 |
| Способ сборки покрышек пневматических шин | 1977 |
|
SU735433A1 |
| Способ сборки покрышек пневматических шин | 1978 |
|
SU736486A1 |
| СПОСОБ СБОРКИ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК ИЗ УШИРЕННЫХ СЛОЕВ КОРДА | 1970 |
|
SU266203A1 |
| Устройство для сборки покрышек пневматических шин | 1991 |
|
SU1821395A1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU738899A1 |
| Станок для сборки покрышек пневматических шин из уширенных слоев корда | 1968 |
|
SU292417A1 |
иг.1 f- - . J L-S l-iS-k /3 /с- иг.2 ..... L Т Г Г-1 Т иг. 4
