Изобретение относится к способам обработки изделий, преимущественно поршней из литейных сплавов,
Цель изобретения - повышение эксплуатационной надежности изделий за счет повьппения пластичности и снижение энергоемкости процесса их изготовления.
Указанная цель достигается благодаря тому, что отливку после закалки подвергают виброобработке с частотой 600-800 Гц в течение 60-90 мин.
Способ предусматривает закалку отливки, после чего на вибрационном стенде ее обрабатывают путем наложения колебаний с частотой 600-800 Гц в течение 60-90 мин. При этом происходит интенсивное упрочнение за счет распада пересыщенного твердого раствора. Причем процесс этот идет ускоренно и по всему объему заготовки, что приводит не только к упрочнению,
но и к повышенным пластическим характеристикам материала после окончания обработки.
Пример. Полученную отливку диаметром 120 мм подвергали закалке от температуры 485 С, а затем устанавливали на вибростенд, где проводили виброобработку с частотой 500- 900 Гц, при варьировании времени в пределах 50-100 мин. После осуществления указанных операций из заготовок поршней в осевом направлении вырезаны образцы, а также изготовлети натурные поршни для испытания механических свойств и усталостных характеристик.
Как показывают результаты испытаний, виброобработка закаленной заготовки поршня с частотой, меньшей 600 Гц (например, 500 Гц), приводит к значительному повышению пластичности материала, не обеспечивая вместе
с тем существенного повышения его предела прочности и твердости. Виброобработка заготовки с частотой, большей 800 Гц (например 900 Гц), наоборот, обеспечивает высокие значения прочностных характеристик алюминиевого сплава при пониженной пластичности, что нецелесообразно.
Приложение колебаний к заготовке поршня в течение времени, меньшем 60 мин(например 50 мин), не обеспечивает значительного воздействия на физическую структуру материала,
риала, однако предлагаемая технология позволяет получать заготовки из эвтектических силуминов с повышенным в 3,7 раза уровнем пластичности. Для материалов рассматриваемой системы любое повышение характеристики относительного удлинения актуально, поскольку указанная характеристика имеет непосредственное влияние на долговечность и эксплуатационную надеж- ность изготавливаемых деталей.
Кроме того, использование данного способа позволяет на 75% по сравнению
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки изделий из сплавов системы алюминий-медь-магний-никель-железо | 1984 |
|
SU1252384A1 |
| Способ изготовления пустотелых деталей типа туб из деформируемых алюминиевых сплавов | 1990 |
|
SU1747237A1 |
| Способ изготовления заготовок поршней компрессоров из деформируемых алюминиевых сплавов | 1985 |
|
SU1338948A1 |
| МАТЕРИАЛ НА ОСНОВЕ АЛЮМИНИЯ | 2005 |
|
RU2288965C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА ИЗ ДИСПЕРСИОННО-ТВЕРДЕЮЩЕГО НИЗКОЛЕГИРОВАННОГО СПЛАВА НА МЕДНОЙ ОСНОВЕ И СПОСОБ ПРОИЗВОДСТВА ИЗ НЕГО МЕТАЛЛОПРОДУКЦИИ | 2007 |
|
RU2378403C2 |
| СПОСОБ ТЕРМООБРАБОТКИ ЖАРОПРОЧНЫХ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ НА НИКЕЛЬ-ХРОМОВОЙ ОСНОВЕ ПЕРЕД ПАЙКОЙ | 1995 |
|
RU2105080C1 |
| Способ термообработки чугуна с шаровидным графитом, включениями эвтектического цементита и бейнитно-аустенитной металлической основой | 2018 |
|
RU2681076C1 |
| ТОКОПРОВОДЯЩАЯ АРМАТУРА КОНТАКТНОЙ СЕТИ ЭЛЕКТРИФИЦИРОВАННЫХ ЖЕЛЕЗНЫХ ДОРОГ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2529086C1 |
| МАТЕРИАЛ НА ОСНОВЕ АЛЮМИНИЯ | 2003 |
|
RU2245388C1 |
| СПОСОБ ОБРАБОТКИ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ ДЛЯ МОНОКРИСТАЛЬНОГО ЛИТЬЯ | 2007 |
|
RU2361012C1 |
Изобретение относится к способам обработки изделий, преимущественно поршней из сплавов системы алюминий-кремний-медь-никель. Цель изобретения - повышение эксплуатационной надежности за счет повышения пластичности и снижение энергоемкости процесса старения. Изобретение предусматривает проведение после закалки отливки старение при комнатной температуре в течение 60-90 мин с наложением вибрации частотой 600-800 Гц. 1 табл.
вследствие чего полного распада твер- 5 с известным снизить затраты электродого раствора и образования упрочняющей фазы не происходит, что отрицательно сказывается на его прочностных свойствах. Виброобработка в течение длительного (более 90 мин) времени (например 100 мин) приводит к охруп- чцранию алю1-1иниевого поршневого сплава.
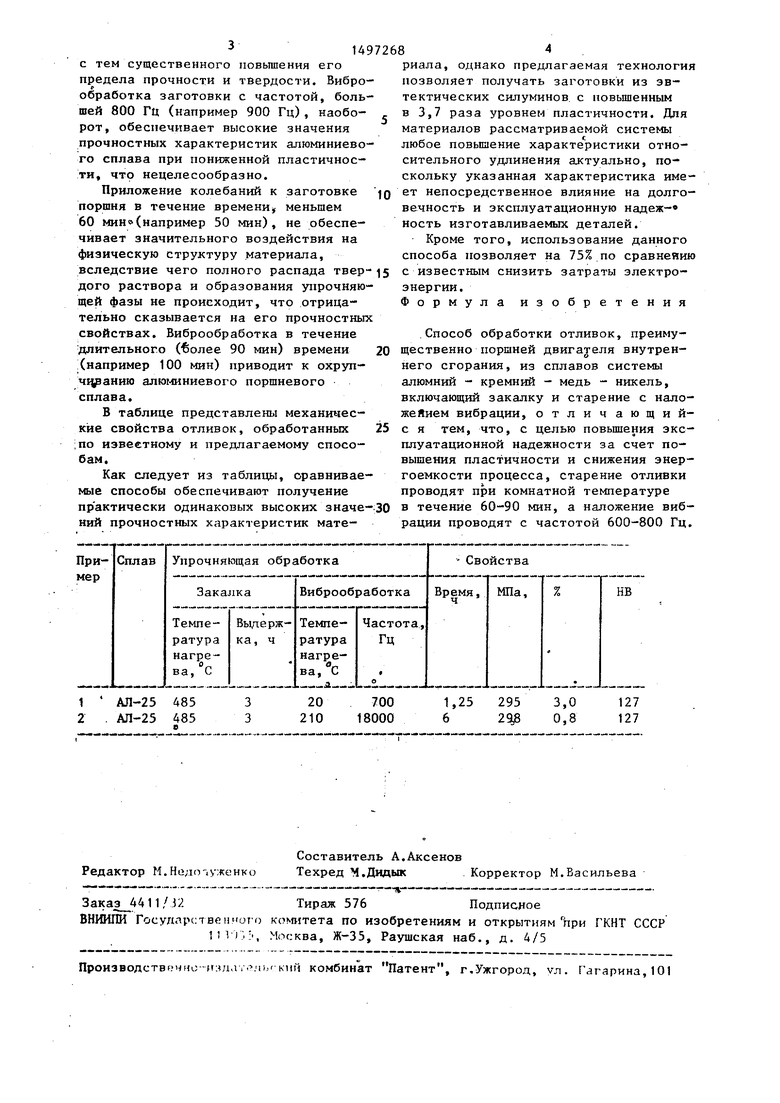
В таблице представлены механические свойства отливок, обработанных ;по известному и предлагаемому способам.
Как следует из таблицы, оравнивае.Способ обработки отливок, преиму- 20 щественно поршней двигателя внутреннего сгорания, из сплавов системы алюмний - кремний - медь - никель, включающий закалку и старение с нало- жеЯием вибрации, отличающи й- с я тем, что, с целью повьш1ения эксплуатационной надежности за счет повышения пластичности и снижения энергоемкости процесса, старение отливки проводят при комнатной температуре
мые способы обеспечивают получение
практически одинаковых высоких значе-30 в течение 60-90 мин, а наложение вибний прочностных характеристик мате- рации проводят с частотой 600-800 Гц.
энергии. Формул
изобретения
.Способ обработки отливок, преиму- щественно поршней двигателя внутреннего сгорания, из сплавов системы алюмний - кремний - медь - никель, включающий закалку и старение с нало- жеЯием вибрации, отличающи й- с я тем, что, с целью повьш1ения эксплуатационной надежности за счет повышения пластичности и снижения энергоемкости процесса, старение отливки проводят при комнатной температуре
| Особое конструкторско-техноло- гическое бюро Комитета по делам изобретений и открытий при Совете Министров СССР | |||
| - Сборник трудов | |||
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| с | |||
| Способ получения камфоры | 1921 |
|
SU119A1 |
