ч
Ivd
0
Фи.2.1
314
Изобретение относится к гальваническим покрытиям мелких деталей насыпью и может использоваться в гальванических цехах, главным образом, для хромирования.
Цель изобретения - интенсификация процесса и повышение качества обработки путем осуществления непрерывного плотного электрического контак- та изделий с катодом при откачивании электролита.
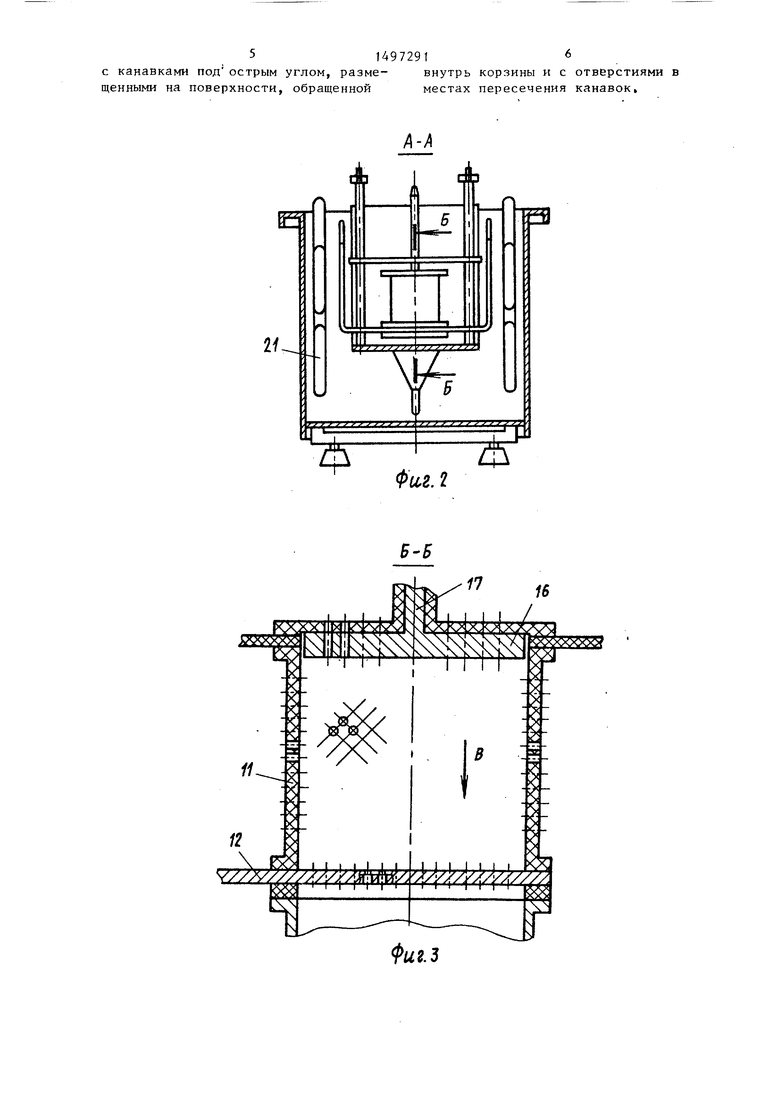
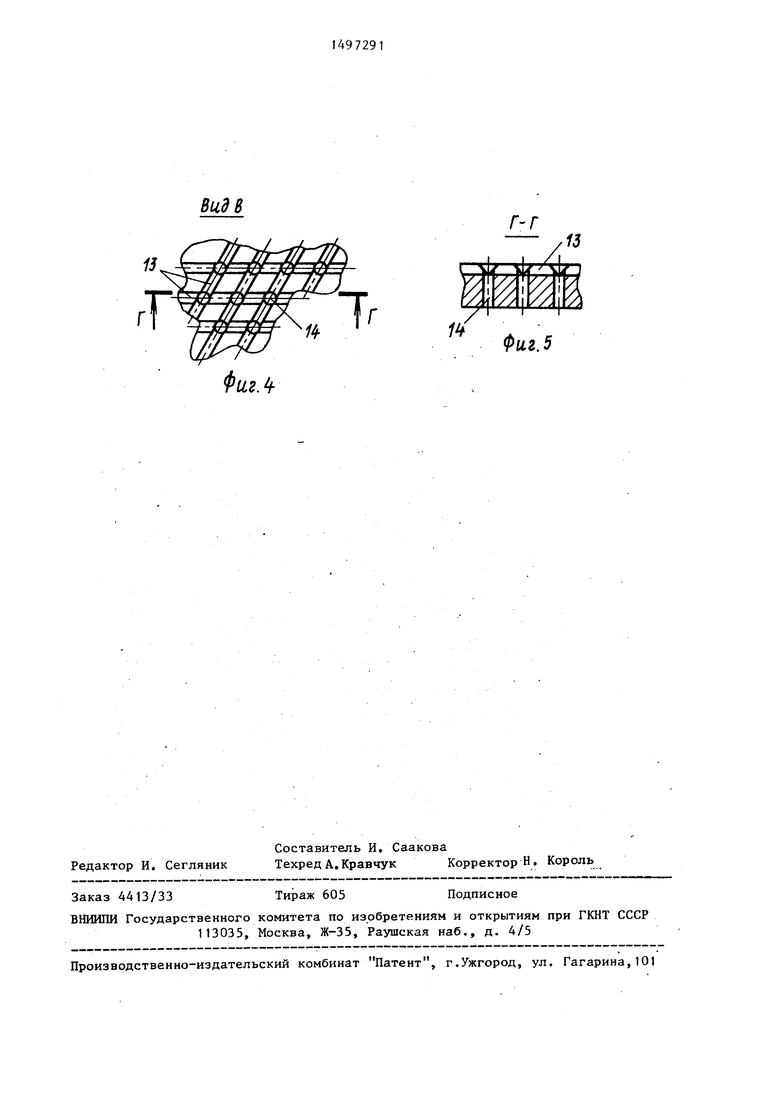
На фиг, 1 изображено устройство, общий вид; на фиг„ 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2(корзина с катодом); на фиг. 4 - вид В на фиг. 3 (расположение канавок и отверстий на катоде); на фиг. 5 - разрез Г-Г на фиг.4
Устройство содержит ванну 1с электролитом, в которой смонтированы .система трубопроводов 2 с пере- ключателям направления потока 3, приводимого в движение пневмоци- линдром 4 через систему рычагов 5. Движение электролита обеспечивает насос 6, установленный вне ванны, и соединенный с ванной трубопроводом 7 и запорной арматурой 8. В ванне 1 установлено йеподвижно седло 9, в которое устанавливается съемная корзина .10 с обрабатываемыми деталями. Корзина 10 представляет собой перфорированную емкость 11 из неметаллиг ческого материала, имеющей в нижней части катод 12, в котором выполнены канавки 13, пересекающиеся под остры углом, и в местах пересечения канавок просверлены отверстия 14. Катод имеет закрепленный контакт 15 для подсоединения к .выпрямителю.
Верхняя часть корзины закрывается перфорированной крышкой 16, служащей анодом, на котором также имеется контакт 17 для подключения к выпрямите- лю. Соединение с вьтрямителем осуществляется съемными наконечниками 18 и гибкими кабелями 19. Корзинй в сборе с крышкой закрепляется в седле гайкой - барашком 20. В процессе покрытия электролит в ванне охлаждается змеевиками 21,
Устройство работает следующим образом.
В ванну 1, заполненную электроли- том, помещают на седло. 9 корзину 10 с обрабатываемыми деталями в сборе с крышкой 16 и закрепляется гайкой - барашком 20 на контакты 15 и 17 оде
5
0 5 0 5 0
е
0
14
ваются наконечники 18 с кабелями 19. Последовательно включаются выпрямитель и насос 6, который через систему трубопроводов 2 и переключатель потока 3 откачивает электролит из корзины через слой обрабатываемых деталей и катод, обеспечивающий плотный электрический контакт деталей с поверхностью катода, за счет разности давлений жидкости перед деталями на катоде и за катодом. Пё- риодически обрабатьюаемые детали перемешиваются за счет переключения на короткое время направления потока жидкости на обратное переключателем 3. За один цикл обработки дета-, лей перемешивание включается несколько раз в зависимости от типа деталей. По окончании процесса покрытия корзина с обрабатываемыми деталями извлекается из ванны и поступает на дальнейшую обработку.
Таким образом, предложенное уст-, ройство за счет применения на като- ;до сети канавок под острым углом с : отверстиями в местах пересечения ка-г навок позволит заменить кратковременный контакт обрабатываемьк деталей в момент соударения с катодом на непрерывный плотный электрический контакт за счет плотного прижатия обрабатываемых.деталей к катоду, сохраняя при этом способность пропускать через слой деталей и катод электролит, с периодическим переключением потока электролита в обратном направлении для перемешивания деталей. За счет этого увеличивается скорость покрытия, сокращается время на технологическую обработку деталей и повьппается качество покрытия.
Формула изоб. ретенил
Устройство для нанесения гальванических покрытий на мелкие детали, содержащее ванну для электролита, размещенную в ней корзину с катодом и систему трубопроводов, отличающееся тем, что, с целью интенсификации процесса и повышения качества обработки путем осуществления непрерывного плотного электрического контакта изделий с катодом при откачивании электролита, катод выполнен в виде плоского элемента
514972916
с канавкаьт под острым углом, разме- внутрь корзины и с отверстиями в ценными на поверхности, обращенной местах пересечения канавок.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ БЛАГОРОДНЫХ МЕТАЛЛОВ ИЗ СОДЕРЖАЩИХ ИХ ПОКРЫТИЙ И ОСНОВНОГО МЕТАЛЛА ИЗ ЭЛЕКТРОННЫХ ДЕТАЛЕЙ, СОДЕРЖАЩИХ ПРОМЕЖУТОЧНЫЙ СЛОЙ С НИКЕЛЕВЫМ ПОКРЫТИЕМ | 2020 |
|
RU2781953C1 |
| Установка для гальванических покрытий порошков магнитных материалов | 1981 |
|
SU1039986A1 |
| Устройство для гальванического покрытия деталей сложной конфигурации | 1981 |
|
SU1076501A1 |
| ЛИНИЯ НАНЕСЕНИЯ ГАЛЬВАНОХИМИЧЕСКИХ ПОКРЫТИЙ НА МЕЛКИЕ ДЕТАЛИ | 2013 |
|
RU2552806C2 |
| Устройство для гальванической обработки мелких деталей | 1978 |
|
SU737509A1 |
| Анод для гальванического нанесения покрытий | 1990 |
|
SU1705421A1 |
| Устройство для нанесения гальванических покрытий | 1990 |
|
SU1798391A1 |
| Линия гальванической обработки внутренней поверхности труб | 1987 |
|
SU1447935A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
Изобретение относится к гальваническим покрытиям мелких деталей насыпью и может использоваться в гальванических цехах, главным образом, для хромирования. Цель изобретения - интенсификация процесса и повышение качества обработки путем осуществления непрерывного плотного электрического контакта изделий с катодом при откачивании электролита. В процессе обработки через систему трубопроводов откачивают электролит из корзины через слой обрабатываемых деталей и катод, обеспечивающий плотный электрический контакт деталей с поверхностью катода за счет разности давлений жидкости перед деталями на катоде и за катодом. На катоде выполнены канавки, пересекающиеся под острым углом, и отверстия в местах пересечения канавок, которые обеспечивают контакт деталей с катодом. 5 ил.
Фиг, 2
16
Фиг.з
Вид В
УШ Г ЭЕЗЙВ ТСЖж 1г .
Фиг.
Редактор И. Сегляник
Составитель И, Саакова
Техред А, Кравчук Корректор Н« Король
Заказ 4413/33
Тираж 605
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-издательский комбинат Патент, г.Ужгород, ул. Гагарина,101
Г-г
13
И
г VV
/V
/
0аг.5
Подписное
| Устройство для гальванической обработки мелких деталей | 1978 |
|
SU737509A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для нанесения гальванических покрытий на мелкие детали | 1981 |
|
SU981462A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
