(Л
00 О5
тельности. Пресс содержит состоящую из четырех листовых рам станину 1, на которой крепятся верхняя поперечина 2 и нижнего расположения цилиндры 3, связанные с подвижным столом 4. Между верхней поперечиной и подвижным столом образуется рабочая зона 5 для размещения пакетов шпона 6, подлежащих подпрессов- ке. На стойках пары внутренних рам 1 по обе стороны от рабочей зоны 5 пресса предусмотрены четыре вертикальных направляющих 7 корытного сечения, по которым с помощью роликов 8 могут перемещаться сварные каретки 9 подъема, выполненные в виде охватывающих внутренние рамы пресса П-образных кронштейнов, состоящих из вертикальных планок с роликами и соответствующих раскосов. Каретки 9
подъема самостоятельного привода не имеют, а перемещаются вместе с подвижным столом 4, на котором предусмотрены пластинки 10, взаимодействующие с этими каретками. Крайнее верхнее положение кареток определяется крайним верхним положением стола, а их крайнее нижнее положение - пружинными упорами 11. Боковые горизонтальные части 12 П-образных кронштейнов кареток 9 подъема представляют собой направляющие корытного сечения для роликов 13 кареток 14 горизонтального перемещения, на которых крепятся четыре захвата 15 (по два на каждой каретке). Каретки перемещаются в рабочую зону пресса, а из нее - с помощью пары пневмоцилиндров, связанных с П-об- разными кронштейнами. 3 ил.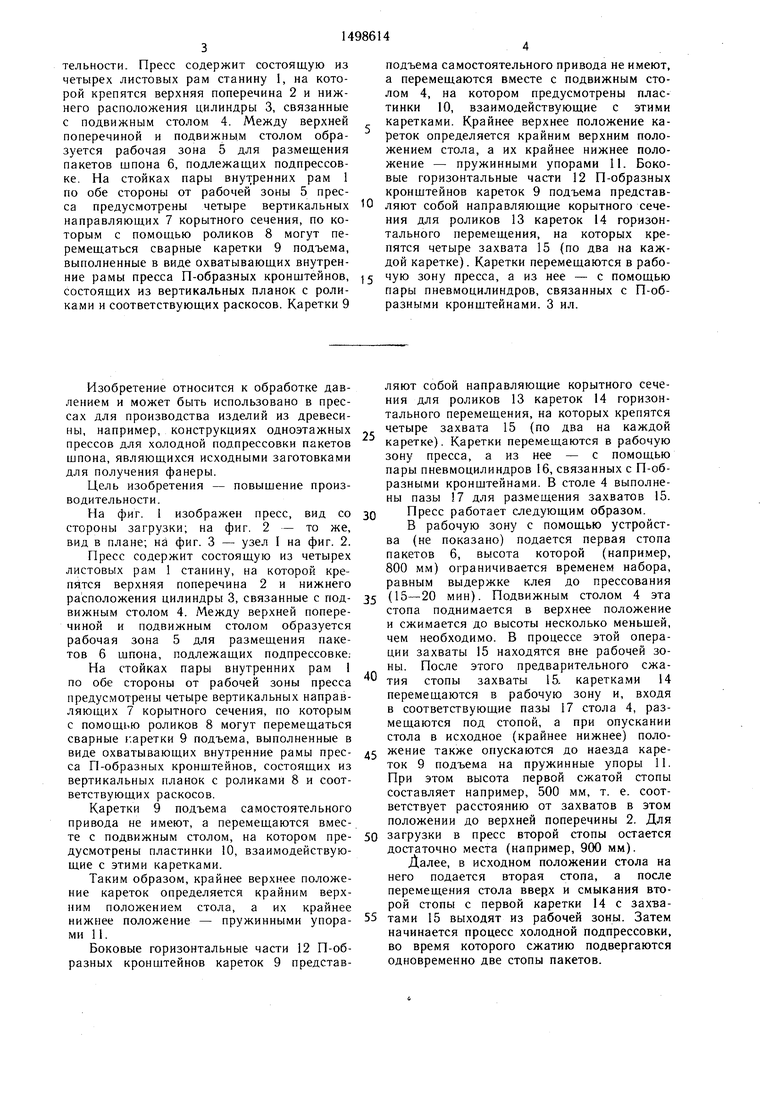
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка Кривовязюка для вырубки заготовок из плоского материала | 1981 |
|
SU958083A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ПРЕССОВ | 1966 |
|
SU224470A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1981 |
|
SU967622A1 |
| Линия изготовления древесного слоистого материала | 1987 |
|
SU1498613A1 |
| УСТАНОВКА ДЛЯ ФАНЕРОВАНИЯ ЩИТОВЫХ ЭЛЕМЕНТОВ МЕБЕЛИ | 1966 |
|
SU181804A1 |
| Устройство для загрузки в многоэтажный пресс пакетов листового материала | 1973 |
|
SU496196A1 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| УСТРОЙСТВО для ПОДАЧИ ЗАГОТОВОК В РАБОЧУЮ ЗОНУ ПРЕССА И УДАЛЕНИЯ ИЗ НЕБ ОТШТАМПОВАННЫХДЕТАЛЕЙ | 1972 |
|
SU421545A1 |
| Линия сборки пакета листового материала | 1990 |
|
SU1818225A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU946733A1 |
Изобретение относится к обработке давлением и может быть использовано в прессах для производства изделий из древесины, например конструкциях одноэтажных прессов для холодной подпрессовки пакетов шпона, являющихся исходными заготовками для получения фанеры. Цель изобретения - повышение производительности. Пресс содержит состоящую из четырех листовых рам станину 1, на которой крепятся верхняя поперечина 2 и нижнего расположения цилиндры 3, связанные с подвижным столом 4. Между верхней поперечиной и подвижным столом образуется рабочая зона 5 для размещения пакетов шпона 6, подлежащих подпрессовке. На стойках пары внутренних рам 1 по обе стороны от рабочей зоны 5 пресса предусмотрены четыре вертикальных направляющих 7 корытного сечения, по которым с помощью роликов 8 могут перемещаться сварные каретки 9 подъема, выполненные в виде охватывающих внутренние рамы пресса П-образных кронштейнов, состоящих из вертикальных планок с роликами и соответствующих раскосов. Каретки 9 подъема самостоятельного привода не имеют, а перемещаются вместе с подвижным столом 4, на котором предусмотрены пластинки 10, взаимодействующие с этими каретками. Крайнее верхнее положение кареток определяется крайним верхним положением стола, а их крайнее нижнее положение - пружинными упорами 11. Боковые горизонтальные части 12 П-образных кронштейнов кареток 9 подъема представляют собой направляющие корытного сечения для роликов 13 кареток 14 горизонтального перемещения, на которых крепятся четыре захвата 15 (по два на каждой каретке). Каретки перемещаются в рабочую зону пресса, а из нее с помощью пары пневмоцилиндров, связанных с П-образными кронштейнами. 3 ил.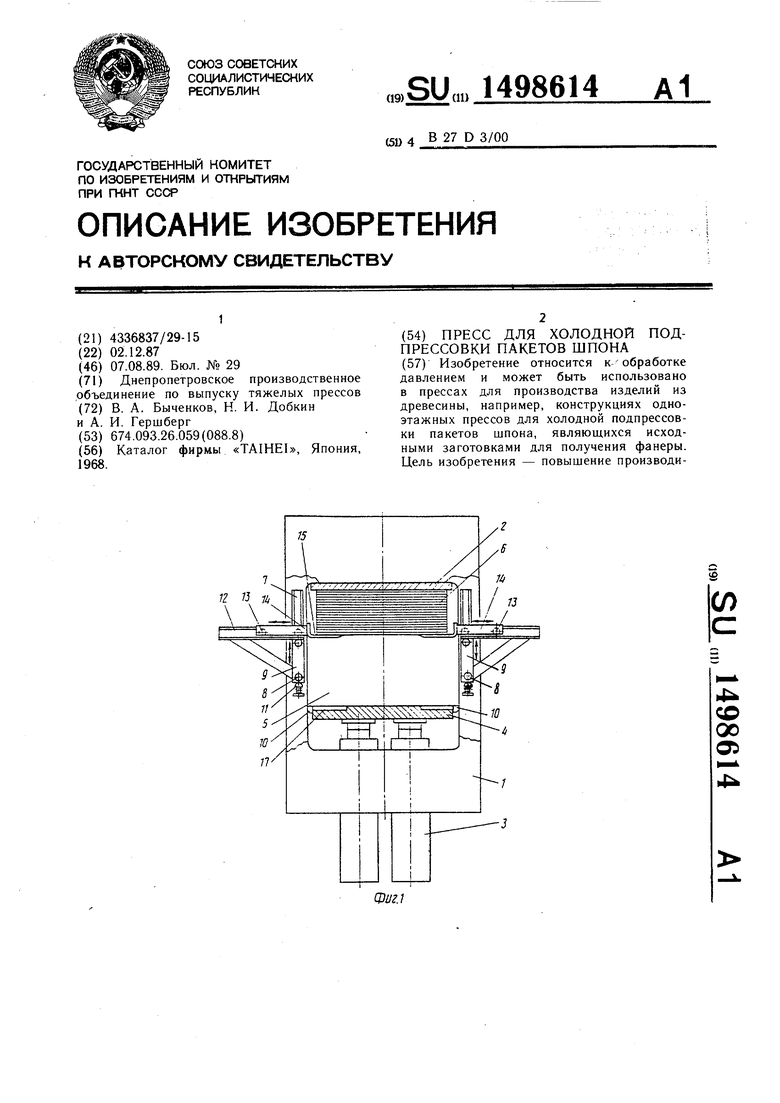
Изобретение относится к обработке давлением и может быть использовано в прессах для производства изделий из древесины, например, конструкциях одноэтажных прессов для холодной подпрессовки пакетов шпона, являющихся исходными заготовками для получения фанеры.
Цель изобретения - повыщение производительности.
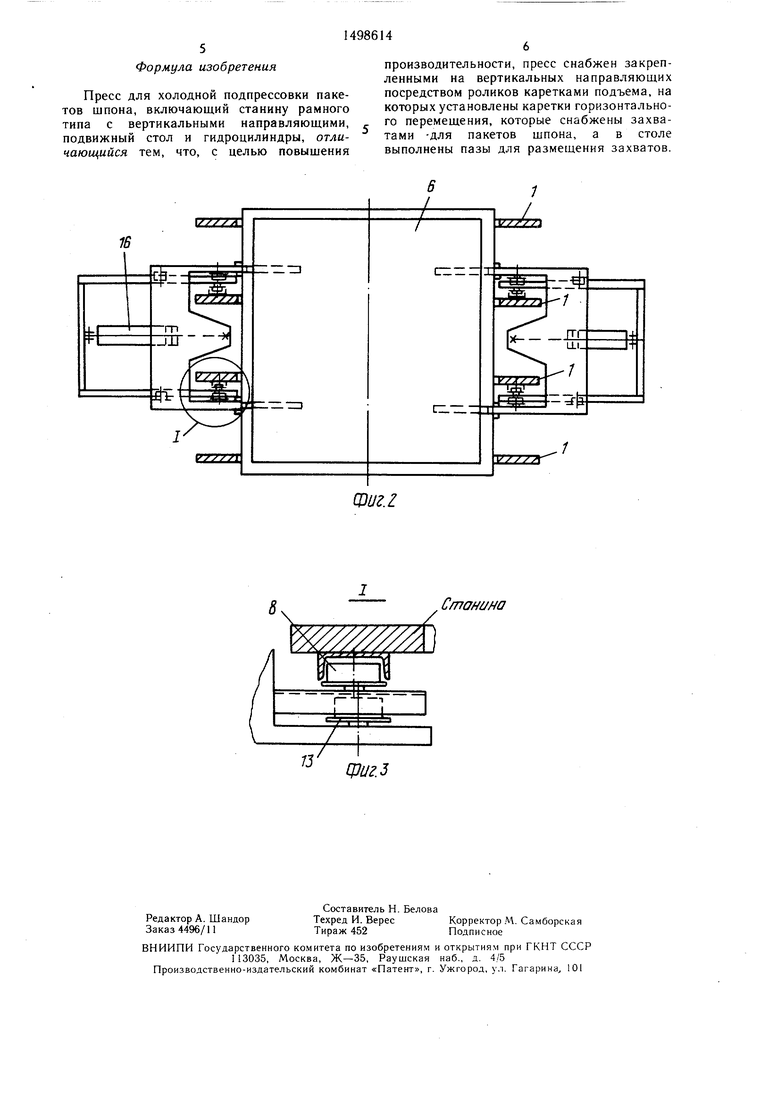
На фиг. 1 изображен пресс, вид со стороны загрузки; на фиг. 2 - то же, вид в плане; на фиг. 3 - узел I на фиг. 2.
Пресс содержит состоящую из четырех листовых рам 1 станину, на которой крепятся верхняя поперечина 2 и нижнего расположения цилиндры 3, связанные с подвижным столом 4. Между верхней поперечиной и подвижным столом образуется рабочая зона 5 для размещения пакетов б шпона, подлежащих подпрессовке:
На стойках пары внутренних рам 1 по обе стороны от рабочей зоны пресса предусмотрены четыре вертикальных направляющих 7 корытного сечения, по которым с помощью роликов 8 могут перемещаться сварные каретки 9 подъема, выполненные в виде охватывающих внутренние рамы пресса П-образных кронштейнов, состоящих из вертикальных планок с роликами 8 и соответствующих раскосов.
Каретки 9 подъема самостоятельного привода не имеют, а перемещаются вместе с подвижным столом, на котором предусмотрены пластинки 10, взаимодействующие с этими каретками.
Таким образом, крайнее верхнее положение кареток определяется крайним верхним положением стола, а их крайнее нижнее положение - пружинными упорами 11.
Боковые горизонтальные части 12 П-образных кронштейнов кареток 9 представляют собой направляющие корытного сечения для роликов 13 кареток 14 горизонтального перемещения, на которых крепятся четыре захвата 15 (по два на каждой каретке). Каретки перемещаются в рабочую зону пресса, а из нее - с помощью пары пкевмоцилиндров 16, связанных с П-об- разными кронштейнами. В столе 4 выполнены пазы 17 для размещения захватов 15.
0 Пресс работает следующим образом.
В рабочую зону с помощью устройства (не показано) подается первая стопа пакетов 6, высота которой (например, 800 мм) ограничивается временем набора, равным выдержке клея до прессования
5 (15-20 мин). Подвижным столом 4 эта стопа поднимается в верхнее положение и сжимается до высоты несколько меньшей, чем необходимо. В процессе этой операции захваты 15 находятся вне рабочей зоны. После этого предварительного сжа тия стопы захваты 15. каретками 14 перемещаются в рабочую зону и, входя в соответствующие пазы 17 стола 4, размещаются под стопой, а при опускании стола в исходное (крайнее нижнее) поло5 жение также опускаются до наезда кареток 9 подъема на пружинные упоры 11. При этом высота первой сжатой стопы составляет например, 500 мм, т. е. соответствует расстоянию от захватов в этом положении до верхней поперечины 2. Для
0 загрузки в пресс второй стопы остается достаточно места (например, 900 мм).
Далее, в исходном положении стола на него подается вторая стопа, а после перемещения стола вверх и смыкания второй стопы с первой каретки 14 с захва5 тами 15 выходят из рабочей зоны. Затем начинается процесс холодной подпрессовки, во время которого сжатию подвергаются одновременно две стопы пакетов.
Формула изобретения
Пресс для холодной подпрессовки пакетов шпона, включающий станину рамного типа с вертикальными направляющими, подвижный стол и гидроцилиндры, отличающийся тем, что, с целью повыщения
16
8
производительности, пресс снабжен закрепленными на вертикальных направляющих посредством роликов каретками подъема, на которых установлены каретки горизонтального перемещения, которые снабжены захватами -для пакетов щпона, а в столе выполнены пазы для размещения захватов.
Фиг.г
Станина
ЦЗиг.
| Каталог фирмы «TAIHEI, Япония, 1968. |
