Изобретение относится к способу изготовления теплоизоляционного модуля и может быть применено в электротермии, металлургии, строительной промышленно с ти.
Цель изобретения - повьанение несущей способности модуля при навеске нагревательных элементов.
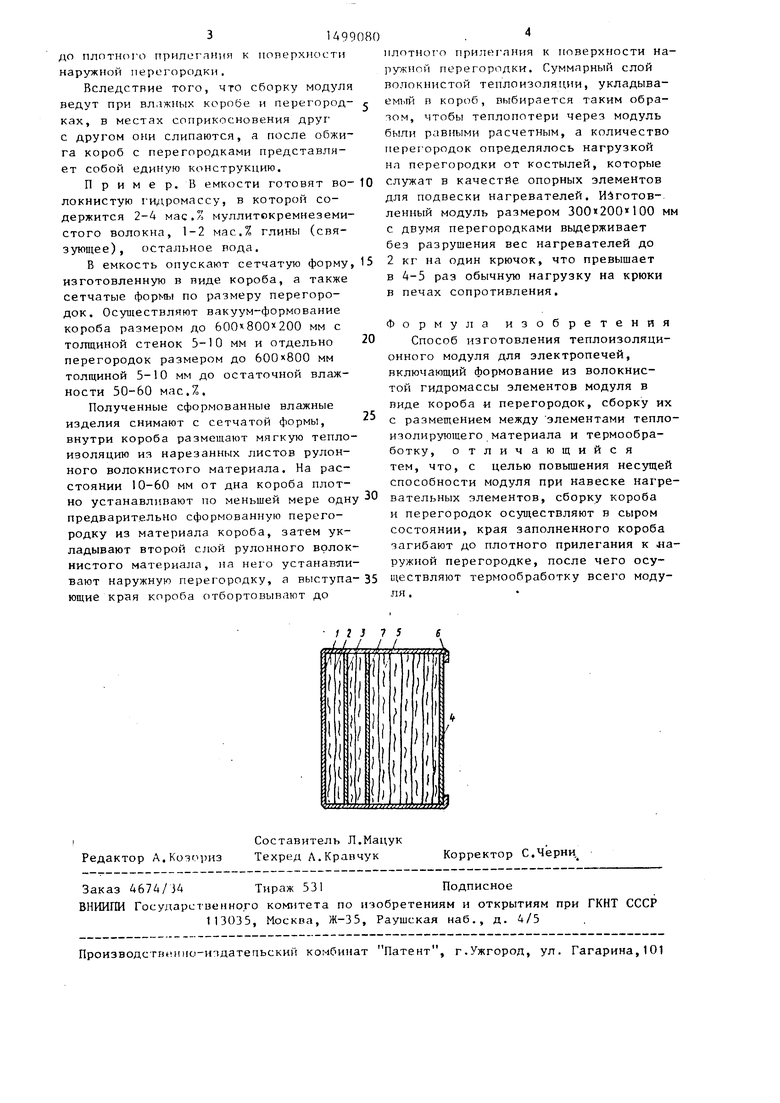
На чертеже показано устройство для реализации предлагаемого способа.
Наружный слой теплоизоляционного модуля выполнен в виде короба 1, на дне которого размещена мягкая волокнистая теплоизоляция 2, установлены две перегородки: промежуточная 3 и наружная 4, между ними уложен слой мягкой волокнистой теплоизоляции 5. Перегородки должны иметь такие размеры, чтобы они плотно входи
ли по периметру внутрь короба, края 6 которого должны выступать за наружную перегородку, чтобы их можно было отбортовать внутрь до плотного прилегания к поверхности наружной перегородки.
Число перегородок, устанавливаемых в коробе, может быть и более двух где модуль снабжен дополнительной перегородкой 7.
Способ изготовления теплоизоляционного модуля включает приготовление волокнистой гидромассы, формование из нее фасонных изделий в виде короба и перегородок до остято жой влажности до 50-60 мас.% их укладку в короб с прослойкой между ними мягкой волок-- нистой теплоизоляцией. Края у заполненного таким образом короба загибают
4
СО
СО о оо
31А99
до плотного прилегания к поверхности наружной перогородкн.
Вследствие того, что сборку модуля ведут при влажных коробе и перегород- как, в местах соприкосновения друг с другом они слипаются, а после обжига короб с перегородками представляет собой единую конструкцию.
П р и м е р. В емкости готовят во- локнистую гидромассу, в которой содержится 2-4 мас.% муллитекремнеземи- стого волокна, 1-2 мас.% глины (связующее), остальное рода.
В емкость опускают сетчатую форму, изготовленную в виде короба, а также сетчатые формы по размеру перегородок. Осуществляют вакуум-формование короба размером до мм с толщиной стенок 5-10 мм и отдельно перегородок размером до 600x800 мм толщиной 5-10 мм до остаточной влажности 50-60 мас.%.
Полученные сформованные влажные изделия снимают с сетчатой формы, внутри короба размещают мягкую теплоизоляцию из нарезанных листов рулонного волокнистого материала. На расстоянии 10-60 мм от дна короба плотно устанавливают по меньшей мере одну предварительно сформованную перегородку из материала короба, затем укладывают второй слой рулонного волокнистого материала, па него устанавливают наружную перегородку, а выступа- ющие края короба отбортовывают до
0
5
5
0
5
30
плотного прилем ания к поверхности наружной перегородки. Суммарный слой волокнистой теплоизоляции, укладыва- ем1.1Й в короб, выбирается таким обра- :iOM, чтобы теплопотери через модуль были равными расчетным, а количество перег ородок определялось нагрузкой на перегородки от костылей, которые служат в качестйе опорных элементов для подвески нагревателей. Ийготов-, ленный модуль размером 300«200 100 мм с двумя перегородками выдерживает без разрушения вес нагревателей до 2 кг на один крючок, что превышает в 4-5 раз обычную нагрузку на крюки в печах сопротивления.
Формула изобретения Способ изготовления теплоизоляционного модуля для электропечей, включающий формование из волокнистой Гидромассы элементов модуля в виде короба и перегородок, сборку их с размещением между элементами тепло- изолирутащего материала и термообработку, о тлич ающийся тем, что, с целью повышения несущей способности модуля при навеске нагревательных элементов, сборку короба и перегородок осуществляют в сыром состоянии, края заполненного короба загибают до плотного прилегания к «а- ружной перегородке, после чего осу- и1ествляют термообработку всего модуля .
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления волокнистых теплоизоляционных плит | 1984 |
|
SU1333581A2 |
| Установка для изготовления волокнистых изделий | 1987 |
|
SU1428585A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2013411C1 |
| Установка для изготовления волокнистых изделий | 1986 |
|
SU1359128A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2018495C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОЗВУКОИЗОЛЯЦИОННЫХ ПЛИТ ИЗ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 2001 |
|
RU2206447C1 |
| Устройство для формования теплоизоляционных волокнистых изделий | 1986 |
|
SU1404355A1 |
| Способ изготовления теплоизоляционных изделий | 1986 |
|
SU1397288A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ | 2002 |
|
RU2209724C1 |
| Установка для формования волокнистых скорлуп | 1978 |
|
SU743981A1 |
Изобретение относится к способам изготовления теплоизоляционного модуля и может быть применено в электротермии, металлургии, строительной промышленности. Цель изобретения - повышение несущей способности модуля при навеске нагревательных элементов. Теплоизоляционный модуль изготавливают путем формования короба и перегородок при влажности 50-60% мас. Затем перегородки устанавливают в короб и заполняют пространство между ними волокнистой теплоизоляцией. Края короба загибают до плотного прилегания к поверхности наружной перегородки, после чего проводят сушку и термообработку. После обжига короб с перегородками представляет собой единую конструкцию. 2 ил.
| Устройство для остеосинтеза | 1988 |
|
SU1544407A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
