Изобретение откосится к процессам и устройствам для переработки композиционных материалов с использованием вакуум-фильтраций гидромассы, подпрессовочного давления и тепловой обработки и может найти применение, в частности в способах и установках для изготовления теплозвукоизоляционных плит из волокнистых материалов.
К известным средствам переработки композиционных материалов указанного назначения предъявляются повышенные требования по обеспечению ими высокого качества изготовленных изделий с достижением в них заданных свойств материалов, удобства обслуживания и безопасности работы, компактности при минимальной материалоемкости и безотходности производства.
Известен способ изготовления теплозвукоизоляционных плит из волокнистых материалов, включающий подачу дозированной гомогенной гидромассы в формовочную емкость и ее вакуум-фильтрацию с последующей подпрессовкой до заданных размеров (патент RU 2093363, МПК6 В 30 В 11/00, 1997).
Известен способ изготовления волокнистых теплоизоляционных изделий путем формования слоя на сетчатой поверхности, обезвоживания вакуум-фильтрацией, протяжки в калибрующем канале с верхней сетчатой поверхностью, с использованием в суспензии глинистого связующего (патент RU 2111115, МПК С 04 В 28/00, 1998).
Известен способ изготовления панелей из теплозвукоизоляционных материалов из суспензированного волокнистого сырья и связующего с использованием процесса сжатия (патент RU 2129486, МПК В 29 С 33/00, 1992).
Известна установка для изготовления теплозвукоизоляционных плит из волокнистых материалов, содержащая формовочную емкость для заполнения ее дозированным объемом гомогенной гидромассы, образованную смонтированными на станине боковыми ограничительными плоскими стенками и перфорированным поддоном, верхнюю плиту, выполненную с возможностью перемещения и подпрессовки гидромассы в емкости посредством штока гидроцилиндра, и штуцер для подсоединения вакуумируемой полости к системе откачки (патент RU 2093363, МПК В 30 В 11/00, 1997).
Известно аналогичное устройство для пакетирования волокнистых материалов с пресс-камерой, прессующей плитой и поддоном (авторское свидетельство SU 439409, МПК4 В 30 В 11/08, 1974).
Известно также устройство для прессования в кипы волокнистого материала, имеющее вертикальную камеру загрузки, перемещавшуюся плиту с заслонкой и камеру прессования (авторское свидетельство SU 180087, МПК3 В 30 B, 1966).
К недостаткам известных способов и установок для изготовления теплозвукоизоляционных плит из волокнистых материалов следует отнести отсутствие возможности обеспечения равномерного распределения волокнистых материалов в гидромассе, непосредственно заполняемой полость формовочной емкости, особенно при изготовлении теплозвукоизоляционных плит больших размеров, что не позволяют достичь в них высокого качества, показатели теплофизических свойств с более высокими значениями. Заполнение формирующей полости емкости под давлением динамическими потоками гидромассы не позволяет достичь высокого качества теплозвукоизоляционных плит (Патент 2093363 - ближайший аналог, прототип для способа и установки).
Основной задачей изобретения является создание способа и установки для изготовления теплозвукоизоляционных плит из волокнистых материалов, в которых были бы устранены вышеперечисленные недостатки, стало бы возможным получать высококачественные теплозвукоизоляционные плиты с повышенными показателями свойств.
Техническим результатом от использования изобретения является упрощение изготовления теплофизических свойств по площади и толщине плит и безотходности изготовления.
Основная задача решена, технический результат достигнут за счет создания и реализации новой концепции заполнения гидромассой формовочной полости и совершенствования режимов.
Для этого в способе изготовления теплозвукоизоляционных плит из волокнистых материалов, включающем подачу дозированной гомогенной массы в формовочную емкость и ее вакуум-фильтрацию с подпрессовкой до заданных размеров, гомогенную гидромассу выдерживают, по меньшей мере, в двух заливочных ваннах, расположенных с противоположных сторон формовочной емкости и подают в нее встречными плоскими потоками гидромассу с равномерным подтормаживанием каждого из них снизу пороговыми перегородками, выполненными высотой, равной 0,1-0,25 высоты формовочной емкости, после заполнения формовочной емкости выдерживают гидромассу до успокоения в течение 2-4 минут, опускают одновременно стенки и осуществляют вакуум-фильтрацию с разрежением 0,02-0,1 МПа, а затем осуществляют подпрессовку до заданных размеров. Вакуум-фильтрацию гидромассы в формовочной емкости осуществляют через перфорированный поддон или через перфорированный поддон и подпрессовочную плиту с сетчатым вакуум-фильтром одновременно. После подпрессовки гидромассы до заданных размеров или вакуум-фильтрации через перфорированный поддон и подпрессовки до заданных размеров, или вакуум-фильтрации одновременно через перфорированный поддон и подпрессовочную плиту с сетчатым вакуум-фильтром осуществляют повторение операций для получения многослойной плиты. Поверхностные слои отформованных плит после подпрессовки до заданных размеров или вакуум-фильтрации через перфорированный поддон и подпрессовки до заданных размеров, или вакуум-фильтрации через перфорированный поддон и подпресовочную плиту с сетчатым вакуум-фильтром и подпрессовки до заданных размеров пропитывают неорганическим связующим типа глинистого.
В установке для изготовления теплозвукоизоляционных плит из волокнистых материалов, содержащей формовочную емкость для заполнения ее дозированным объемом гомогенной гидромассы, образованную смонтированными на станине боковыми ограничительными плоскими стенками и перфорированным поддоном, верхнюю плиту, выполненную с возможностью перемещения и подпрессовки гидромассы в емкости посредством штока гидроцилиндра, и штуцер для подсоединения вакуумирования полости к системе откачки, формовочная емкость снабжена, по меньшей мере, двумя заливочными ваннами, установленными основаниями на уровне поддона и размещенными по противоположно расположенным боковым ограничительным плоским стенкам, отделяющим полость каждой из них от полости формовочной емкости, расположенными на их основаниях у краев поддона, и разделительными перегородками, установленными под углом 30-45o к основаниям, с образованием в заливочных ваннах нижних приемных и верхних заливочных полостей, щелевыми каналами у верхней свободной кромки каждой разделительной перегородки между ними, расположенными на высоте 0,3-0,75 высоты формовочной емкости, причем боковые ограничительные плоские стенки выполнены с возможностью перемещения по закрепленным на станине вертикальным направляющим при подъеме вверх с открытием полости формовочной емкости для подачи в нее через неподвижные пороговые перегородки и равномерного распределения по объему встречных плоских потоков успокоенных гидромасс и при опускании вниз на пороговые перегородки с перекрытием потоков гидромассы. Верхняя плита может быть выполнена с сетчатым вакуум-фильтром. Поддон может быть выполнен с возможностью равномерного опускания и подъема соответственно при заливке гидромассы и ее опрессовке совместно с верхней плитой. Заливочные ванны и формовочная емкость могут быть снабжены метками уровня гидромасс, нанесенными на их внутренние боковые поверхности.
Отличительными особенностями способа изготовления теплозвукоизоляционных плит из волокнистых материалов являются следующие признаки:
- выдержка гомогенной гидромассы, по меньшей мере, в двух заливочных ваннах, расположенных с противоположных сторон формовочной емкости, в течение 2-4 минут,
- одновременный подъем стенок формовочной емкости и подача в нее встречными плоскими потоками гидромассы,
- равномерное подтормаживание плоских потоков гидромассы снизу пороговыми перегородками высотой, равной 0,1-0,25 высоты формовочной емкости,
- выдержка гидромассы в формовочной емкости в течение 2-4 минут,
- одновременное опускание стенок,
- осуществление вакуум-фильтрации гидромассы с разрежением 0,02-0,1 МПа перед подпрессовкой,
- осуществление затем подпрессовки до заданных размеров,
- осуществление вакуум-фильтрации гидромассы в формовочной емкости через перфорированный поддон,
- одновременная вакуум-фильтрация гидромассы в формовочной емкости через перфорированный поддон и подпрессовочную плиту с сетчатым вакуум-фильтром,
- осуществление повторных операций для получения многослойной плиты после подпрессовки до заданных размеров или с вакуум-фильтрацией через перфорированный поддон и подпрессовки до заданных размеров, или с вакуум-фильтрацией одновременно через перфорированный поддон и перфорированную плиту с сетчатым вакуум-фильтром и подпрессовкой до заданных размеров,
- пропитка неорганическим связующим типа глинистого поверхностных слоев.
Отличительными особенностями установки для изготовления теплозвукоизоляционных плит из волокнистых материалов являются:
- снабжение формовочной емкости, по меньшей мере, двумя заливочными ваннами,
- установка заливочных ванн на уровне поддона формовочной емкости,
- размещение заливочных ванн по противоположным боковым ограничительным стенкам,
- отделение полости каждой ванны от полости формовочной емкости ее боковыми ограничительными плоскими стенками,
- выполнение заливочных ванн с неподвижными вертикальными пороговыми перегородками,
- высота пороговых перегородок, равная 0,1-0,25 высоты формовочной емкости,
- выполнение заливочных ванн с разделительными перегородками, установленными под углом 30-45o к их основаниям с наклоном к пороговым перегородкам,
- образование разделительными перегородками нижних приемных и верхних заливочных полостей,
- образование разделительной перегородкой соответственно в каждой заливочной ванне щелевых каналов, распложенных со стороны свободной кромки разделительной перегородки,
- выполнение щелевых каналов на высоте 0,3-0,75 высоты формовочной емкости,
- выполнение боковых ограничительных плоских стенок формовочной емкости с возможностью перемещения по закрепленным на станине вертикальным направляющим при подъеме вверх с открытием полости формовочной емкости для подачи в нее через неподвижные пороговые перегородки и равномерного распределения по объему встречных плоских потоков успокоенных гомогенных гидромасс и при опускании вниз на пороговые перегородки с перекрытием потоков гидромассы,
- выполнение верхней плиты с сетчатым вакуум-фильтром,
- выполнение поддона с возможностью равномерного опускания и подъема соответственно при заливке гидромассы и ее опрессовке совместно с верхней плитой,
- снабжение заливочных ванн и формовочной емкости метками уровня гидромасс, нанесенными на их внутренние боковые поверхности.
Указанные отличительные признаки способа и установки являются существенными, так как каждый из них в отдельности и совместно направлен на решение поставленной задачи и достижение нового технического результата. Выдержка гидромасс с противоположных сторон формовочной емкости в течение 2-4 минут и подача ее одновременно встречными плоскими потоками в формирующую емкость с подтормаживанием потоков позволяет их равномерное перемешивание. Последующая выдержка гидромассы в течение 2-4 минут в формовочной емкости перед вакуум-фильтрацией обеспечивает фиксацию приданных положений сгомонизированных волокнистых материалов. Эта новая концепция способа обеспечивается конструктивными особенностями установки посредством снабжения ее формовочной емкости, по меньшей мере, двумя заливочными ваннами, их противоположным расположением относительно ее, наличием пороговых перегородок, разделительных перегородок с образованием приемных и заливочных полостей, наличием щелевых каналов в заливочных ваннах, выполнения боковых ограничительных плоских стенок с возможностью подъема-опускания по направляющим на станине. Способ и установка позволяют формировать многослойные плиты. Контроль за уровнями гидромасс может быть осуществлен по меткам на боковых стенках ванн и емкости.
Отличительные существенные признаки способа и установки являются новыми, т. к. их использование в известном уровне техники, аналогах и прототипе не обнаружено, что позволяет характеризовать технические решения в совокупности существенных признаков соответствием критерию "новизна".
Единая совокупность новых существенных признаков с общими известными существенными признаками позволяет решить поставленную задачу создания нового способа и установки для изготовления теплозвукоизоляционных плит из волокнистых материалов и достичь новый технический результат, что характеризует предложенное техническое решение существенными отличиями от известного уровня техники, аналогов и прототипа. Новое техническое решение по способу и установке является результатом разработки и творческого вклада без использования стандартных решений или каких-либо рекомендаций в данной области техники, является оригинальным, неочевидным, создано на основе новой концепции получения высококачественных теплозвукоизоляционных плит из волокнистых материалов, характеризуются соответствием критерию "изобретательский уровень".
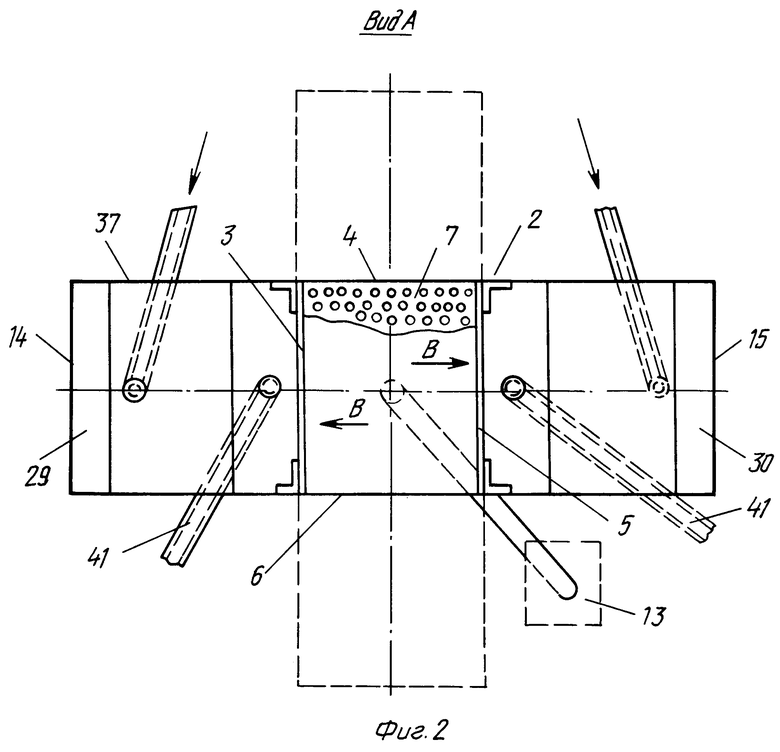
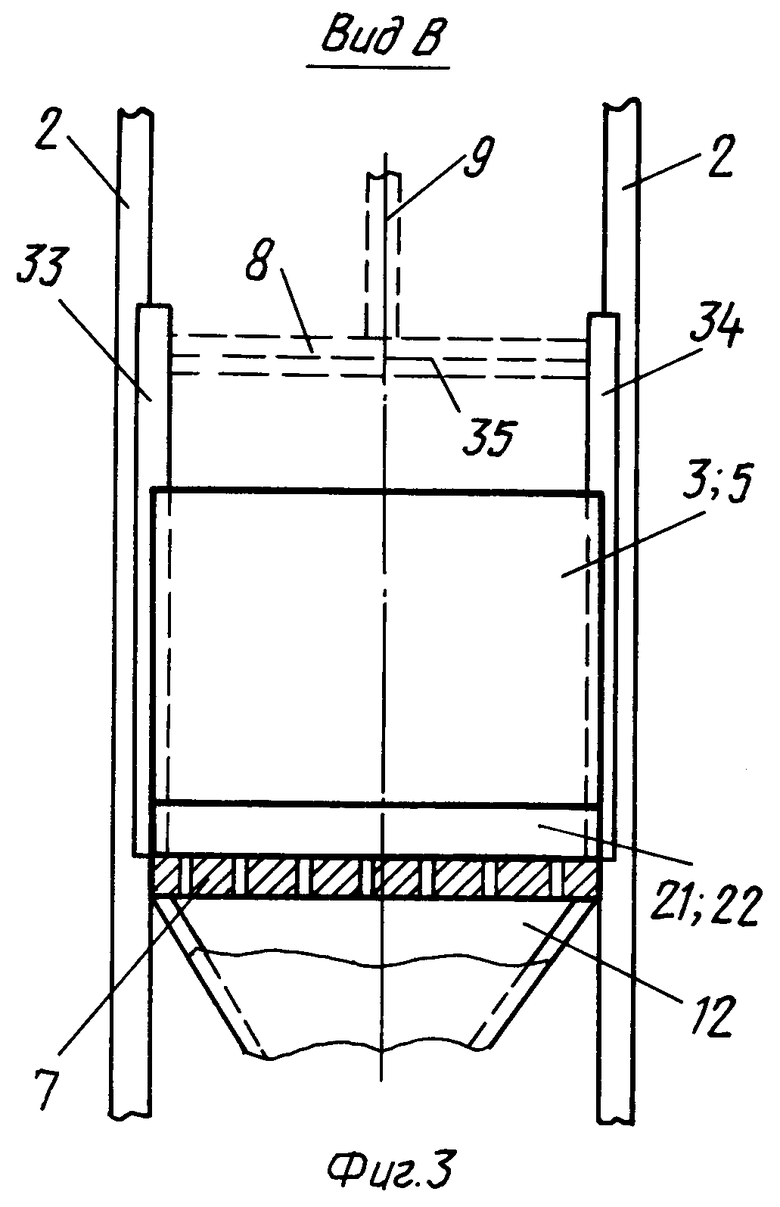
Сущность изобретения поясняется чертежами с кратким их описанием. На фиг.1 представлена установка для изготовления теплозвукоизоляционных плит из волокнистых материалов, на фиг.2 - вид на формовочную емкость установки сверху, на фиг. 3 - вид на боковую ограничительную плоскую стенду формовочной емкости.
Более подробное описание сущности изобретения с указанием позиций на чертежах состоит в следующем.
Установка (фиг. 1) для изготовления теплозвукоизоляционных плит из волокнистых материалов содержит формовочную емкость 1 (фиг.2) для заполнения ее дозированным объемом гидромассы, образованную смонтированными на станине 2 боковыми ограничительными плоскими стенками 3-6 и перфорированным поддоном 7, верхнюю плиту 8, выполненную с возможностью перемещения и подпрессовки гидромассы в емкости 1 посредством штока 9 гидроцилиндра 10, и штуцер 11 для подсоединения вакуумируемой полости 12 к системе откачки 13. Формовочная емкость 1 снабжена, по меньшей мере, двумя заливочными ваннами 14, 15, установленными основаниями 16, 17 на уровне поддона 7, и размещенными по противоположно расположенным боковым ограничительным плоским стенкам 3, 5, отделяющими полости 18, 19 каждой из них от полости 20 формовочной емкости 1, выполненными с неподвижными вертикальными пороговыми перегородками 21, 22, высотой, равной 0,1-0,25 высоты формовочной емкости 1, расположенными на их основаниях 16, 17 у краев поддона 7, и разделительными перегородками 23, 24, установленными под углом 30-45o к основаниям 16, 17 с направлением их наклона к пороговым перегородкам 21, 22, с образованием в ваннах 14, 15 нижних приемных и верхних заливочных полостей соответственно 25, 26 и 27, 28, щелевыми каналами 29, 30 у верхней свободной кромки 31, 32 каждой разделительной перегородки 23, 24 между ними, расположенными на высоте 0,3-0,75 высоты формовочной емкости 1. Указанные боковые ограничительные плоские стенки 3, 5 выполнены с возможностью одновременного перемещения по закрепленным на станине 2 вертикальным направляющим 33, 34 при подъеме вверх с открытием полости 20 формовочной емкости 1 для подачи в нее через неподвижные пороговые перегородки 21, 22 и равномерного распределения по объему встречных плоских потоков гидромассы, выдерживаемой для успокоения в ваннах 14, 15 и при опускании вниз на пороговые перегородки 21, 22 с перекрытием потоков гидромассы. Верхняя плита 8 может быть выполнена с сетчатым вакуум-фильтром 35. Поддон 7 может быть выполнен с возможностью равномерного опускания при заливке гидромассы в формовочную емкость 1 и равномерного подъема при опрессовке гидромассы в формовочной емкости 1 одновременно с перемещаемой верхней плитой 8 до заданных размеров слоя или плиты. Заливочные ванны 14, 15 и формовочная емкость 1 могут быть снабжены метками 36 уровня гидромасс, нанесенными на их внутренние боковые поверхности 37.
Работа установки с осуществлением способа изготовления теплозвукоизоляционных плит из волокнистых материалов заключается в следующем.
Гидромасса волокнистых материалов, заранее подготовленная в гидроразбивателе (условно не показано), подается в мешалку 38 (фиг.1), в которой перемешивается при вращении вала мешалки со скоростью 200-250 об/мин в течение 4-5 минут и подается из нее по каналам 39, 40 дозированными объемами в заливочные ванны 14, 15 с наполнением их через нижние приемные полости 25, 27, щелевые каналы 29, 30 в верхние заливочные полости 26, 28, до выбранных меток 36, определяющих уровень гидромасс. Гидромасса в заливочных ваннах 14, 15 выдерживается до успокоения в течение 2-4 минут. В нижних приемных полостях 25, 27 могут накапливаться укрупненные фракции волокнистых материалов и случайно попавшие металлические компоненты (стружка, проволока и другие фракции), которые в последующем могут быть удалены при обслуживании установки. При достижении дозированных объемов гидромасс боковые ограничительные плоские стенки 3, 5 одновременно перемещаются вверх по направляющим 33, 34 и гидромасса встречными плоскими потоками из заливочных ванн 14, 15 подается в полость 20 формовочной емкости 1. Равномерной подаче гидромасс способствуют разделительные перегородки 23, 24, выполненные с наклоном к основаниям 16, 17 в сторону пороговых перегородок 21, 22, которые подтормаживают потоки снизу. После заполнения полости 20 формовочной емкости 1 гидромасса выдерживается до окончательного успокоения в течение 2-4 минут, боковые ограничительные плоские стенки 3, 5 одновременно опускают на пороговые перегородки 21, 22 и отсекают гидромассу со стороны заливочных ванн 14, 15, осуществляют вакуум-фильтрацию с разрежением 0,02-0,1 МПа в полости 12 посредством системы откачки 13. Избыточная гидромасса, накопившаяся в верхних заливочных полостях 26, 28, направляется через патрубки 41 на повторную переработку. После выдержки и вакуум-фильтрации осуществляют подпрессовку гидромассы до необходимых размеров верхней плитой 8 с поручением отформованных плит. Аналогичным образом может быть получена многослойная плита наращиванием слоев до необходимой толщины нанесением последующих слоев. Заливка гидромассы может быть осуществлена с одновременным опусканием поддона 7. Вакуум-фильтрация гидромассы может быть осуществлена как через перфорированный поддон 7, так и через него и сетчатый вакуум-фильтр 35 верхней плиты 8. Отформованная плита подается вверх поддоном 7, например, подъемником 42 и извлекается из формовочной емкости 1. Поддон 7 возвращается в исходное положение и установка подготавливается к следующей заливке гидромассы и формованию плит в перечисленной последовательности с повторением режимов. На полученные плиты как в самой установке, так и вне ее может быть нанесено неорганическое связующее типа глинистого для пропитки их поверхностных слоев. Связующее вместе с гидрофобизатором (при необходимости) может быть введено в гидромассу при заливке слоев или плит в целом.
На установке могут быть изготовлены плиты с плотностью 100-250 кг/м3, с размерами, например, 1000х1000 мм из супертонкого и тонкого базальтового волокна диаметром 5-8 мкм при содержании тонкого волокна но более 60% от суммарной массы волокна или из супертонкого базальтового волокна и минерального волокна диаметром 3-8 мкм при содержании минерального волокна не более 60% от суммарной массы волокна.
Натурная установка, изготовленная с использованием нового технического решения, позволяет производить высококачественные плиты с требуемыми теплофизическими свойствами на основе новой концепции их формования с заливкой встречными плоскими потоками гидромасс, подтормаживаемыми снизу пороговыми перегородками с учетом выбранных экспериментальным путем режимов.
Таким образом, новое техническое решение соответствует и критерию "промышленная применимость", т.е. уровню изобретения.
Следует отметить, что могут быть различные варианты выполнения установки для изготовления теплозвукоизоляционных плит из волокнистых материалов в отношении формы, размеров и расположения отдельных элементов и узлов, форма выполнения изобретения представляет собой только возможные, предпочтительные варианты его осуществления, могут быть различные комбинации, если все это не выходит за пределы объема технического решения, изложенного в пунктах формулы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления волокнистых изделий | 1987 |
|
SU1428585A2 |
| Установка для изготовления волокнистых изделий | 1987 |
|
SU1428584A1 |
| Способ изготовления теплоизоляционных изделий | 1986 |
|
SU1477545A1 |
| Поточная линия для изготовления волокнистых теплоизоляционных плит | 1984 |
|
SU1333581A2 |
| Установка для изготовления волокнистых изделий | 1986 |
|
SU1359128A1 |
| Линия для изготовления жестких минераловатных плит из гидромассы | 1977 |
|
SU773034A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ | 2002 |
|
RU2209724C1 |
| Установка для изготовления волокнистых изделий | 1987 |
|
SU1435438A1 |
| Автомат для литья в вакуумно-пленочные формы | 1985 |
|
SU1247151A1 |
| Установка для изготовления волокнистыхиздЕлий | 1979 |
|
SU852843A1 |
Изобретение относится к процессам и устройствам для переработки композиционных материалов с использованием вакуум-фильтрации гидромассы, подпрессовочного давления и тепловой обработки. Способ изготовления теплозвукоизоляционных плит из волокнистых материалов включает подачу дозированной гомогенной гидромассы в формовочную емкость и ее вакуум-фильтрацию с подпрессовкой до заданных размеров. Гомогенную гидромассу выдерживают, по меньшей мере, в двух заливочных ваннах, расположенных с противоположных сторон формовочной емкости, в течение 2-4 мин, одновременно поднимают стенки формовочной емкости и подают в нее встречными плоскими потоками гидромассу с равномерным подтормаживанием каждого из них снизу пороговыми перегородками, выполненными высотой, равной 0,1-0,25 высоты формовочной емкости. После заполнения формовочной емкости выдерживают гидромассу до успокоения в течение 2-4 мин, опускают одновременно стенки и осуществляют вакуум-фильтрацию с разрежением 0,02-0,1 МПа, а затем осуществляют подпрессовку до заданных размеров. Описана установка для осуществления способа. Технический результат: упрощение технологии, обеспечение равномерности распределения теплофизических свойств по площади и толщине плит и безотходности изготовления. 2 с. и 7 з. п. ф-лы, 3 ил.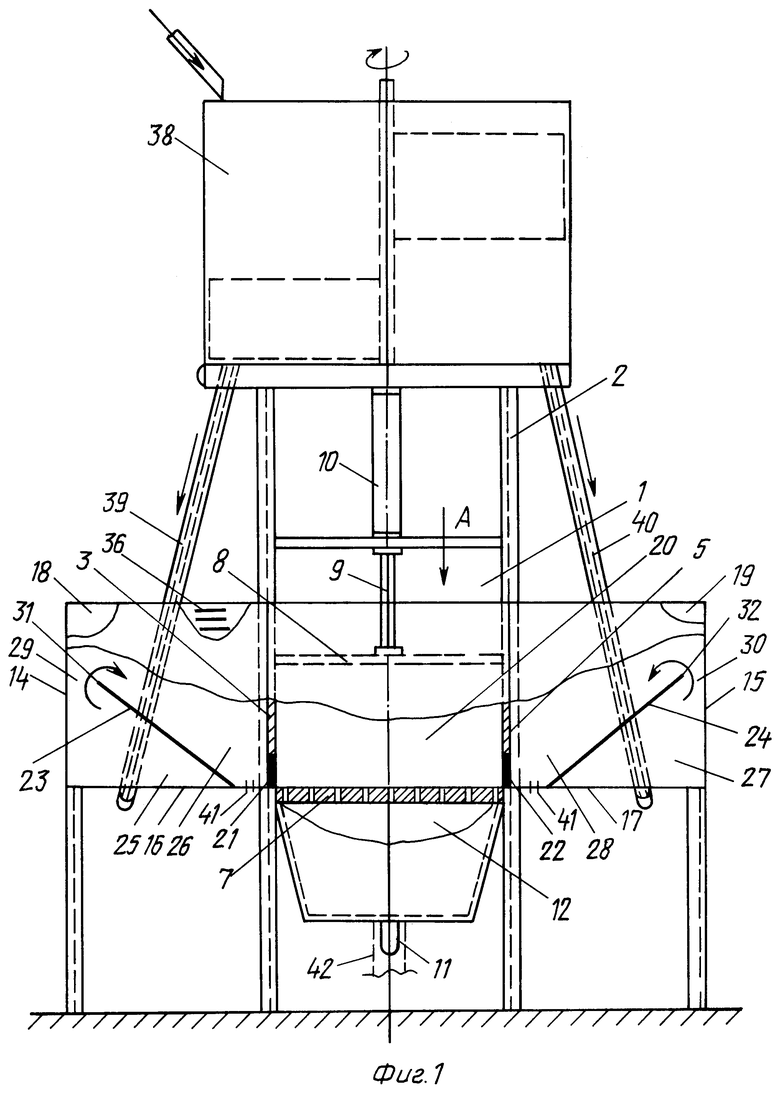
| УНИВЕРСАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ НАСОС | 1996 |
|
RU2093363C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ВОЛОКНИСТЫХ ТЕПЛОИЗОЛЯЦИОННЫХ ПЛИТ | 1996 |
|
RU2129067C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ВОЛОКНИСТЫХ ТЕПЛОИЗОЛЯЦИОННЫХ ПЛИТ | 1996 |
|
RU2129067C1 |
| Установка для формования теплоизоляционных изделий из волокнистого материала | 1987 |
|
SU1555133A1 |
| Установка для производства теплоизоляционных плит из гидромассы | 1986 |
|
SU1377184A1 |
| US 4943222 A, 24.07.1990. | |||

