Изобретение относится к технологическому оборудованию для производства изделий электронной техники, в частности к устройствам для групповой перегрузки изделий из кассет i одним шагом в кассеты с другим шагом.
Цель изобретения - повьш1ение надежности работы устройства путем захвата работы всех деталей из кассеты с одним шагом между гнездами и перегрузки всех изделий в кассету с другим шагом между гнездами.
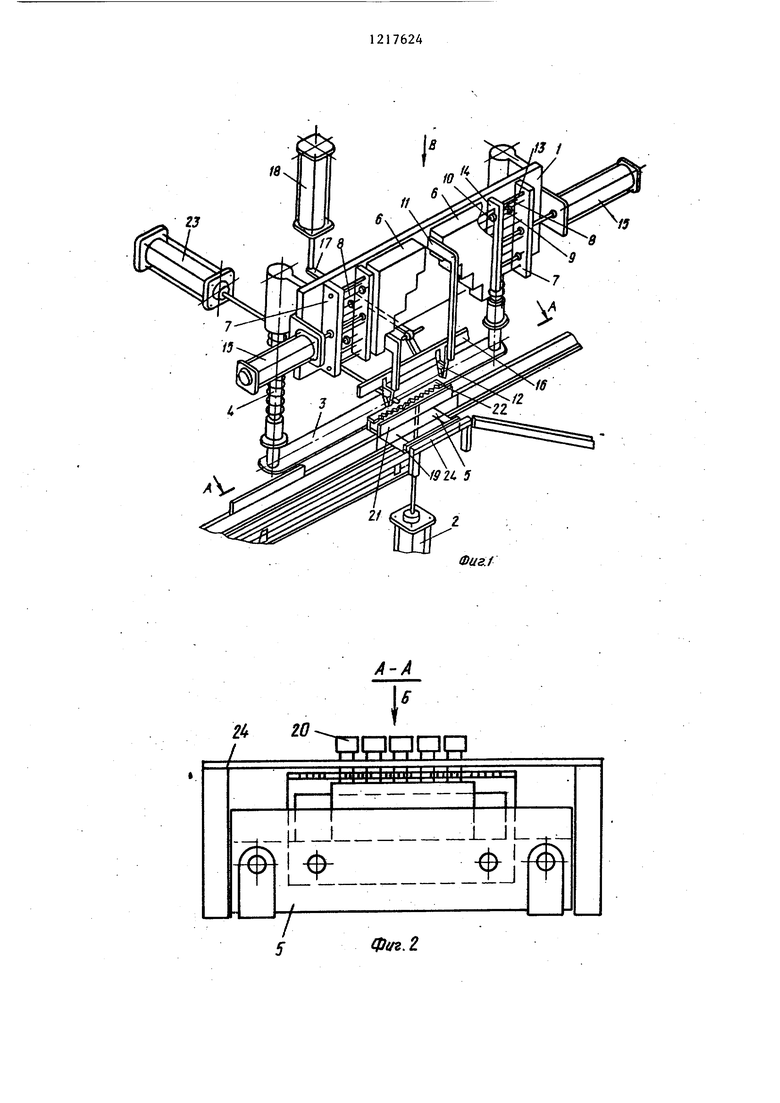
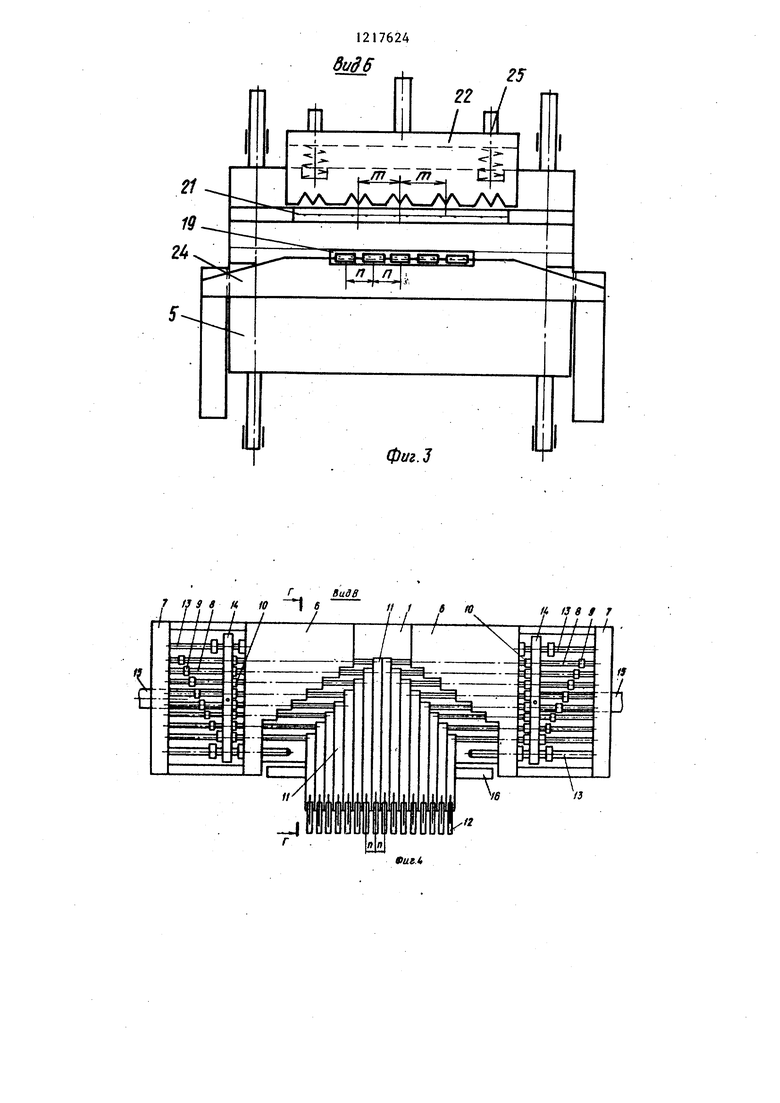
На фиг,1 изображено устройство для перегрузки, общий вид; на фиг.2- разрез А-А на фиг.1; на фиг.З - вид
на фиг. 2; на фиг. 4 - вид В на фиг.1 с захватами, установленными
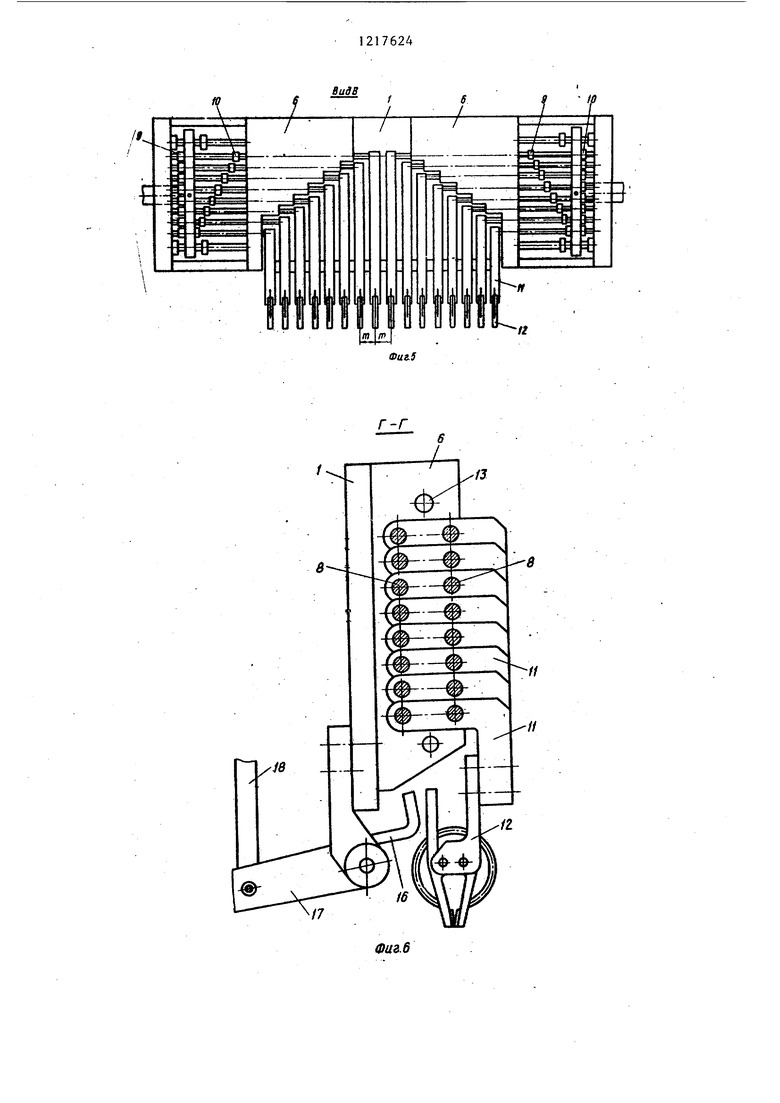
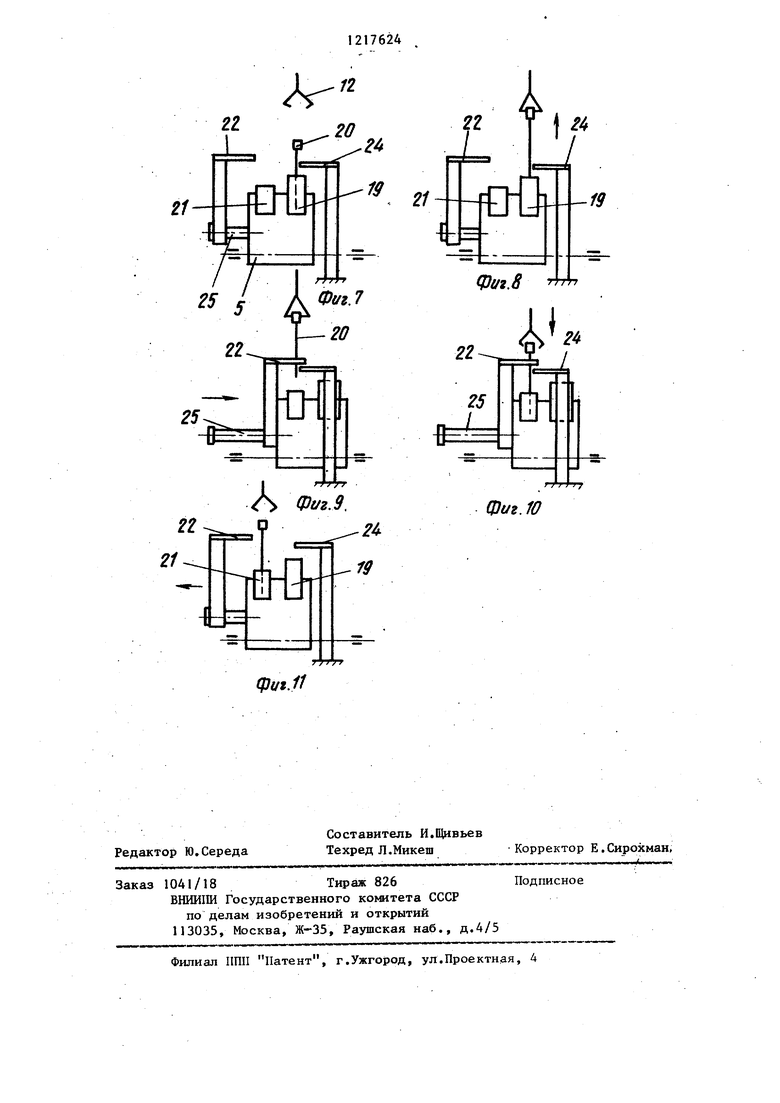
с шагом, равным шагу гнезд разгрузочной кассеты; на фиг.З - то же, с захватами, установленными с шагом, равным шагу гнезд загрузочной кассеты; на фиг. 6 - разрез Г-Г на фиг. 4; на фиг. 7 - И этапы перегрузки изделий из кассеты с одним шагом между гнездами в кассеты с другим шагом между гнездами.
Устройство для перегрузки изделий содержит механизм перегрузки, выполненный в виде каретки 1, с силовым цилиндром 2, шток которого шарнир- но связан с траверсой 3, перемещаемой по направляющим штокам 4, укрепленными на каретке 1, платформу 5 и центрирующий механизм. Каретка 1 имеет оппозитно расположенные опоры 6 и 7 ползунов 8, на которых имеются выполненные регулируемыми упоры 9 и 10 и неподвижно закрепленные рычаги 11 с подпружиненными захватами 12 и центрирующие штоки 13, на которых закреплены накладки 14, шарнирно связанные со штоками силовых 1;илиндров 15. Захваты 12 выполнены с возможностью взаимодействия с планкой 16 двуплечего рычага 17, связанного со штоком силового цилиндра 18.
Подвижная платформа 5 предназначена для размещения разгрузочной касеты 19 с изделиями 20, расположенными с шагом между гнездами, и разгрузочной кассеты 21 для разгрузки изделий с шагом m между гнездами.
Центрирующий механизм выполнен в виде гребенки 22, соединенной со штоком силового цилиндра 23, и неподвижной пластины 24, являющейся
направляющей для платформы 5. Гребенка 22 расположена на направляющих 25, на которых закреплена платформа 5.
Устройство для перегрузки изделий работает следующим образом.
При подаче на платформу 5 разгрузочной кассеты 19 с изделиями 20, имеющими однонаправленные выводы,
последние центрируются с одной стороны пластиной 24. Рычаги 11 с захватами 12 в исходном положении установлены с шагом п что достигается за счет расположения упоров 10
на ползунах 8 в одной плоскости. При подаче давления в цилиндр Г8 шток последнего воздействует на двуплечий рычаг 17 и планка 16 нажимает одновременно на все захват ы 12, раскрйвая последние. Затем от цилиндра 2 через траверсу 3 каретка 1 движется вниз и раскрытые захваты 12 наезжают на изделия 20, планка 16 отходит в первоначальное положение, захва-
ты 12 зажимают изделия 20 и при движении каретки 1 вверх, изделия 20 извлекаются из кассеты 19, причем выводы изделий все .время находятся в соприкосновении с неподвижной пластиной 24. Затем цилиндры 15 одновременно перемещают накладки 14, кото-- , рые через упоры 9, дифференхщально выставленные на ползунах в соответствии с шагом m , перемещают рычаги 11 с изделияьо 20 на разную величину, обеспечивающую шаг расположения изделий m , при этом выводы изделий скользят в горизонтальной плоскости по пластине 24.
После этого цилиндр 23 перемещает по направляющим 25 гребенку 22 .центрирующего механизма, которая,, взаимодействуя с подвижной платформой 5, подводит пустую загрузочную
кассету 21 к месту загрузки изделий, йри этом гребенка 22 перекрьшает пластину 24, центрируя тем самым выводы изделий 20 над приемными гнездами кассеты 21. При движении каретки 1 с изделиями вниз, последние направляются в гнезда загрузочной кассеты 21. Каретка 1 опускается до заданной величины, захваты 12 раскрываются, каретка 1 отходит вверх,
рычаги 11 смыкаются на шаг ti . Гребенка 22 возвращается в исходное положение, перемещая за собой платформу 5.
Фаг:/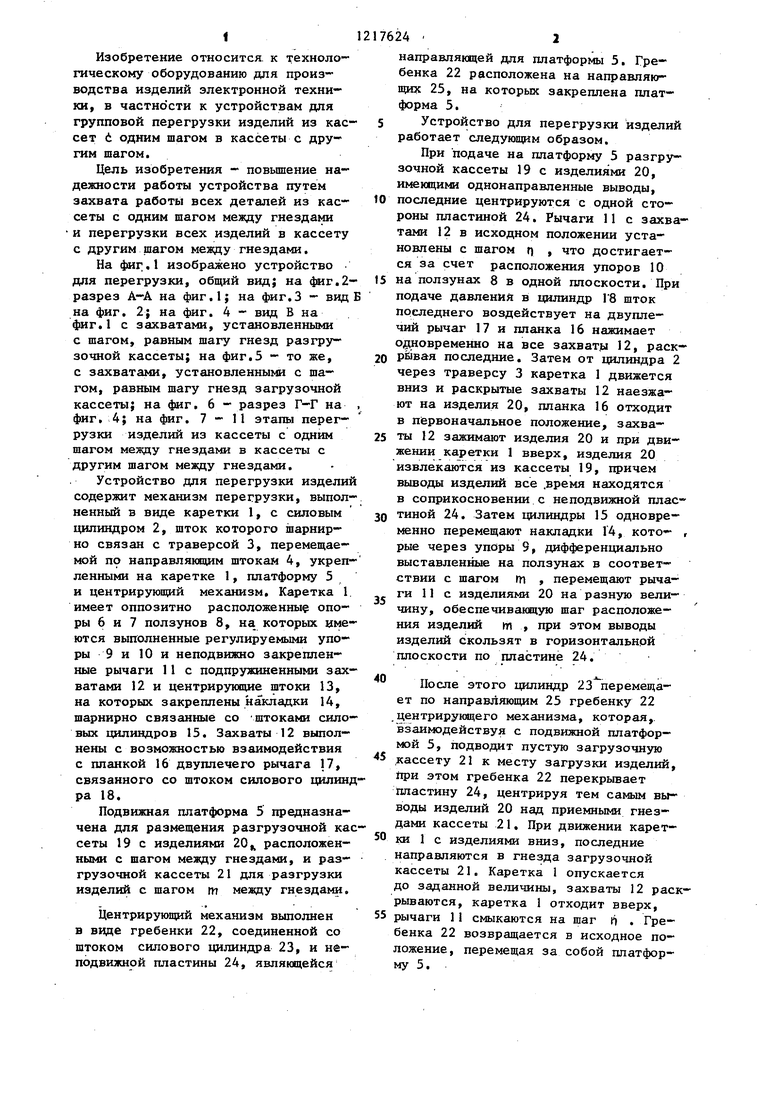
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия Свиноренко для технологической обработки радиоэлементов | 1986 |
|
SU1426755A1 |
| Автомат для сборки радиаторов | 1982 |
|
SU1042944A1 |
| Автомат для сборки | 1987 |
|
SU1428561A2 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Автооператор | 1986 |
|
SU1364430A1 |
| Линия пайки погружением | 1985 |
|
SU1263462A1 |
| Устройство для сборки оксидно-полупроводниковых конденсаторов,механизм для установки изоляторов на выводы секций оксидно-полупроводниковых конденсаторов и механизм для установки шайб припоя в корпуса оксидно-полупроводниковых конденсаторов | 1983 |
|
SU1262586A1 |
| Автомат для сборки | 1985 |
|
SU1391857A1 |
| Устройство для приварки анодов конденсаторов к рейкам и сборки реек в кассеты | 1977 |
|
SU736193A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ | 1992 |
|
RU2034362C1 |
2 го
I
РРЯР
фуг. 2
бидб
rti
25
22
r
ЕЫ
фиг.З
II. 13 9 I г
I L J
13
//
13
//
ф1/г,8
25
fe
L Щ
фиг. Ю
Фиг.И
Редактор Ю.Середа
Составитель И.Щивьев
Техред Л.Микеш Корректор Е.Сирохман,
Заказ 1041/18Тираж 826Подписное
ВНИИ1Ш Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Филиал ППП Патент, г.Ужгород, ул.Проектндя, 4
| Установка для разделения навоза на твердую и жидкую фракции | 1983 |
|
SU1093275A2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
