Изобретение относится к прокатному производству, в частности к способам определения параметров намотки полос в рулоны на барабан моталки.
Цель изобретения - повьшение точности и непрерывности контроля плотности намотки.
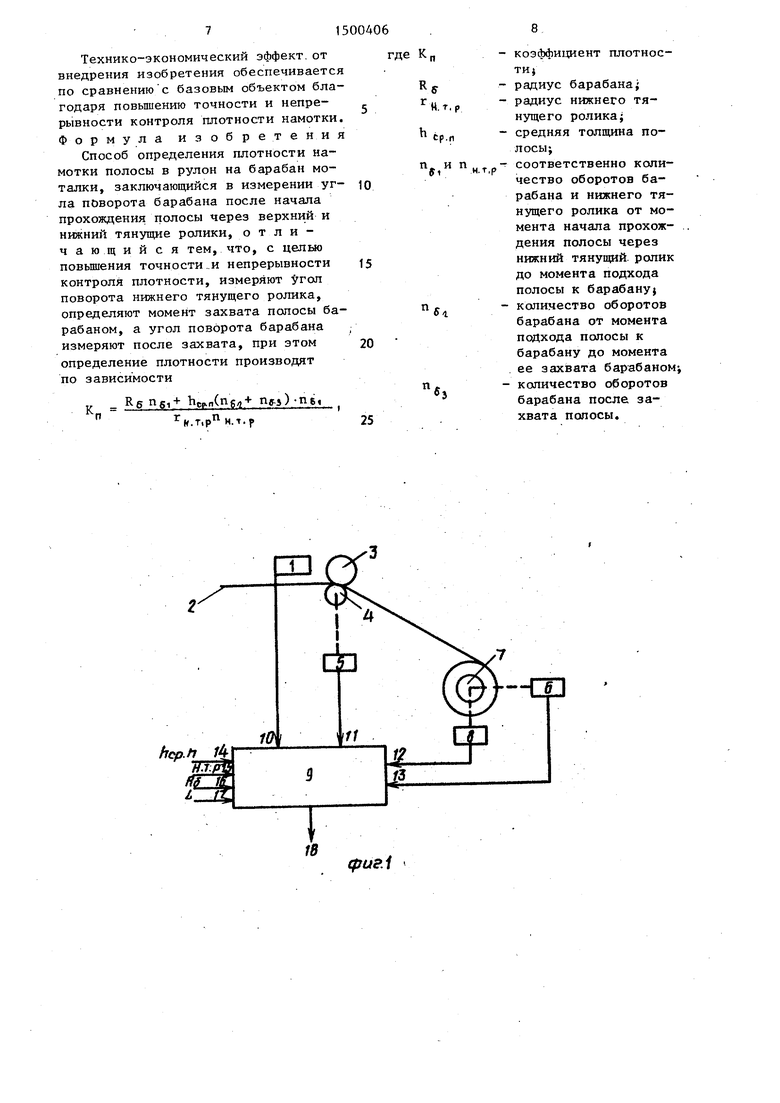
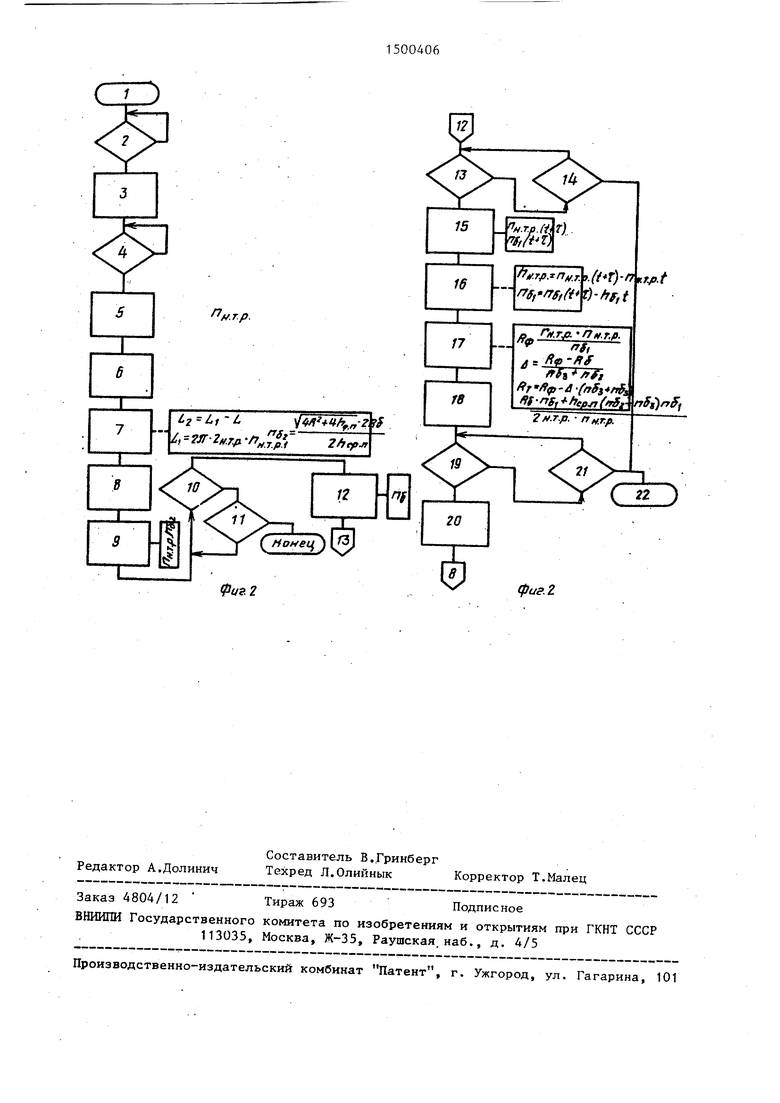
На фиг. 1 представлена блок-схема, используемая для осуществления предлагаемого способа; на фиг. 2 - схема алгоритма функционирования блок-схемы.
Блок-схема содержит дafчик 1 контроля наличия полосы 2 в верхнем 3 и нижнем 4 тянущих роликах, датчик 5 контроля числа оборотов нижнего тянущего ролика 4, датчик 6 контроля нагрузки привода барабана 7 моталки, датчик 8 контроля числа оборотов барабана 7, а также вьмисли- тельный блок 9, входы 10-13 которого соединены соответственно с вь гхо- д ами датчиков 1, 5, 8 и 6.
В вычислительный блок 9 через вводы 14-17 вводят следующие данные:
ел
о о 4;ib
о
05
315
-средней толЕцины полосы 2 - h
-радиус нижнего тянущего ролика А - г„,-,.р -,
-радиус барабана 7 -
-расстояние от точки выхода полосы 2 из нижнего тянущего ролика 4 до точки касания полосой барабана 7 - L.
На выходе 18 вычислительного бло- ка 9 формируется сигнал, характеризующий величину плотности намотки полосы 2 на барабан 7.
В качестве датчиков 1, 5, 6 и 8 можно использовать соответственно датчики УФ-2м, ВДФ-3, датчик статического тока и ПДФ-5.
В качестве вычислительного блока 9 можно использовать серийный микропроцессор типа КТС ЛИУС-2 или вычис- лительные комплексы типа СМ-2М, ВСО-1, ПС-1001.
Посредством упомянутой блок-схемы плотность определяют следующим образом.
При входе полосы 2 в тянущие ролики 3 и 4 датчик 1 формирует сигнал, поступающий на вход 10 блока 9, ко- торьй реализует алгоритм, представленный на фиг. 2. , .
По сигналу датчика 5, поступающего на вход 11 блока 9, включается счетчик СИ1 оборотов нижнего тянущего ролика 4, а при поступлении на вход 13 сигнала от датчика 6 рассчитывается длина участка полосы 2 намотанного на барабан 7 до момента захвата полосы и количество оборотов барабана 7, необходимое для намотки этой длины полосы. С этого
момента, т.е. с момента захвата полосы 1 барабаном 7, начинается подсчет его оборотов счетчиком СИ2.
После поступления сигнала на вход 13 от датчика 6 производятся два опроса показаний счетчика СИ1 и два опроса показаний счетчика СИ2 при поступлении сигнала от датчика 6 в момент захвата полосы 2 барабаном 7.
Далее на выходе 18 в ходе реали- зации алгоритма формируется сигнал, характеризующий плотность намотки первых витков, намотанных до момента захвата полосы 2 барабаном 7.
Расчет последующих текущих значений плотности производится с необходимой частотой до момента выхода
Q
0
5
0
5
н. т,р
ср.п
конца полосы 2 из тянущих роликов 3 и 4.
В связи с тем, что текущий радиус рулона меняется дискретно, целесообразно производить измерение плотности для каждого намотанного витка.
Определение плотности производят по зависимости
V - Р- S п 5,+ hcp.n(nsi+ ) - -j- ,
ц.г,.т.р
где К J, - коэффициент плотности,- Rj - радиус барабана
-радиус нижнего тянущего ролика;
-средняя толщина полосы;
Пр нт количество оборотов барабана и нижнего тянущего ролика от момента начала прохождения полосы через нижний тянущий ролик.до момента подхода полосы к барабану-,
-количество оборотов барабана от момента подхода полосы к. барабану до момента
ее захвата барабаном;
-количество оборотов барабана после захвата полосы.
п
5г
п
б5
5
0
0
5
Ниже дано пояснение к алгоритму, представленному на фиг. 2. i
1.Начало работы, идти к шагу 2.
2.Проанализировать наличие полосы в сечении датчика 1, перейти к шагу 3, в случае отсутствия полосы - к шагу 1.
3.Начать счет количества оборотов нижнего тянущего ролИка счетчиков СИ1 по сигналам, поступающим от датчика 1, количества оборотов нижнего тянущего ролика 4, перейти к шагу 4.
4.Проанализировать захват полосы барабаном по сигналу датчика О, перейти к шагу 5, в случае отсутствия захвата полосы ждать появления сигнала о захвате.
5.Записать в регистр памяти текущее значение счетчика количества оборотов СИ1, перейти к шагу 6.
перейти к шагу
условия перей
6.Включение счетчика количества оборотов барабана СИ2, перейти к шагу 7,
7.Вычисление длины полосы L, намотанйой на барабан до захвата полосы, и необходимог о количества оборотов барабана для .смотки Lj, перейти к шагу 8.
8.Включение счетчика количества оборотов барабана моталки СИ2, перейти к шагу 9.
9.Записать в регистры памяти текущие значе(шя счетчиков СИ1 и СИ2, перейти к шагу 10. ,
10.Проанализировать выполнение
f ЗвД
условия „ ,
12..при невыполнении к шагу 11.
11.Проанализировать наличие полсы в тянущих роликах, перейти к шагу 10. В случае отсутствия полосы перейти к шагу 12.
12.Записать в регистр памяти текущее показание счетчика СИ2, перейти к шагу 13.
13.Проанализировать выполнение условия t С эад , перейти к шагу
14. При невыполнении условия перейт к шагу 13.
14.Проанализировать наличие полосы в тянущих роликах, перейти к шагу 15. В случае отсутствия полосы перейти к шагу 14,
15.Записать в регистры памяти .текущие значения счетчиков СИ1 и СИ2, перейти к шагу 16.
16.Вычисление количества оборотов нижнего тянущего ролика и барабана моталки время t перейти к шагу 17-.
17.Вычисление текущих значений радиуса рулона R , величины среднего зазора между витками и, радиуса рулона с учетом среднего зазора между витками R.J., коэффициента плотности смотанного рулона К, перейти к ща- гу 18.
18. Регистрация полученных значе-
R , К , перейти к шаний Кф, / ГУ 19.
19,Проанализировать вьшолнение условия СИЗ , перейти к шагу 20 При невыполнен1 и условия перейти
к шагу 21.
20.Перезапуск счетчика количества оборотов барабана моталки СИ2, перейти к шагу ,8.
10
15
20
25
00406 6
21.Проанализировать наличие полосы в тянуи их роликах, перейти к шагу 20. В случае отсутствия полосы в
( тянущих роликах перейти к шагу 22.
22.Конец nporpaMN bi.
Ниже показан пример определения плотности по упомянутому способу.
Принимают следующие значения параметров: R g- 0,75 MJ h
tp.n
0,01 м; г„.р 0,4 м; L 5,5 м, Измеряют угол поворота нижнего тяну1чего ролика от момента начала прохождения полосы через нижний тянущий ролик до момента захвата полосы барабаном и соответствующее количество оборотов Н11жнего тянущего ролика п „ т- р, ,
Определяют длину полосы, прошедшую через тянущие ролики до момента захвата полосы
L 25Г- г „.т.р п„.т,р
2 3,14 . 0,4 . 8,317 20,9 м.
Определяют длину полосы, намотанную на барабан от момента подхода полосы к барабану моталки до момента захвата полосы барабаном
L,
L, - L 20,9 -
15,4 M.
Определяют количество рабана njj
35
40
3,2 оборота. Измеряют за время ,„.- О, 1 с
п
нт.р ng-j,
Получают п g
53 н.г.р
п
0,4 обор. ; 13,8 обор. ) 1 обор.
К.
Определяют коэффициент плотности - Rgngi hc(,.n(nsa+ nga). Пб,
н.г.р .т.р
,4 + 0,01 -(3,2 + 1:3,8)-0,4
0,4-1 . 0,92.
Технико-экономический эффект.от внедрения изобретения обеспечивается по сравнению с базовым объектом благодаря повьшению точности и непрерывности контроля плотности намотки. Формула изобретения
Способ определения плотности намотки полосы в рулон на барабан моталки, заключающийся в измерении угла поворота барабана после начала прохождения полосы через верхний и нижний тянущие ролики, отличающийся тем, что, с целые повьшения точности ..и непрерывности контроля плотности, измеряют гол поворота нижнего тянущего ролика, определяют момент захвата полосы барабаном, а угол поворота барабана измеряют после захвата, при этом определение плотности производят по зависимости
К.
- fig Agi (64; ng.3) -nsi
«.T.p M.T.p
0
5
0
R
H.T.P
cp.n
,H.T,P
n
51
n
«3
5
-коэффициент ПЛОТНОСТИ;
-радиус барабана;
-радиус нижнего тянущего ролика;
-средняя толщина полосы;
- соответственно количество оборотов барабана и нижнего тянущего ролика от момента начала прохождения полосы через нижний тянущий, ролик до момента подхода полосы к барабануJ
-количество оборотов барабана от момента подхода полосы к барабану до момента ее захвата барабаном;
-количество оборотов барабана после захвата полосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения махового момента рулона полосы в процессе намотки | 1989 |
|
SU1662723A1 |
| Способ определения плотности рулона в процессе смотки | 1990 |
|
SU1804930A1 |
| Способ регулирования натяжения полосы при смотке | 1991 |
|
SU1830297A1 |
| Непрерывный агрегат для производства узких полос | 1978 |
|
SU948018A1 |
| Устройство для управления установкой направляющих линеек | 1980 |
|
SU876226A1 |
| Устройство для регулирования натяжения полосы при намотке в рулон | 1981 |
|
SU956091A1 |
| Устройство измерения средней толщины проката | 1983 |
|
SU1068192A1 |
| Устройство для подъема съемной тележки моталки | 1981 |
|
SU988403A1 |
| Устройство для точного останова барабана моталки | 1980 |
|
SU902891A1 |
| СПОСОБ НАМОТКИ В РУЛОН ПОЛОСЫ | 1999 |
|
RU2164184C2 |
Изобретение относится к прокатному производству, в частности к способам определения параметров намотки полос в рулоны на барабан моталки. Цель изобретения - повышение точности и непрерывности контроля плотности. Способ осуществляют посредством измерения угла поворота нижнего тянущего ролика, определения момента захвата полосы барабаном. Угол поворота барабана измеряют после захвата им полосы. Плотность определяют по зависимости Kп=[Rб.Nб1+Hср.п(Nб2+Nб3).Nб1]/Rн.т.р+Nн.т.р, где Kп - коэффициент плотности
Rб - радиус барабана
Rн.т.р - радиус нижнего тянущего ролика
Hср.п - средняя толщина полосы
Nб1 и Nн.т.р - количество оборотов барабана и нижнего тянущего ролика от момента начала прохождения полосы через нижний тянущий ролик до момента подхода полосы к барабану
Nб2 - количество оборотов барабана от момента подхода полосы к барабану до момента ее захвата барабаном
Nб3 - количество оборотов барабана после захвата полосы. Так как тянущий радиус рулона меняется дискретно, то измерение плотности производят для каждого намотанного витка. 2 ил.
Нср.п 4
сригЛ
/7
ff.T.p.
L2 Li-L fW
-Глг7 я-/7.Г/Г
2fttfjt
(
(puf.2
9
Окг/ь Пм.г.р.
ftft f-fif /
8 ffl
ffr /V - fif-nSj+hep(frSr
nSi)n5
C«D
(риг. 2
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
