1
Изобретение относится к сварке, конкретнее к способам снижения сварочных деформаций и напряжений преимущественно при выполнении круговых сварных соединений в листовых и оболочковых конструкциях.
Р1звестен способ предотвращения сварочных деформаций преимущественно при выполнении сварпых соединений в стержневых конструкциях, при котором изделие собирают в жестком приспособлении и часть изделия подвергают глубокому охлаждению перед сваркой и в процессе сварки, уменьщающему длину стержня на величину, равную поперечной усадке стержня от сварки.
Предложенный способ отличается тем, что, с целью обеспечеиия постоянства в процессе сварки уменьщенного при охлаждении диаметра кругового щва, изделие подвергают охлаждению совместно с жестким приспособлениед.
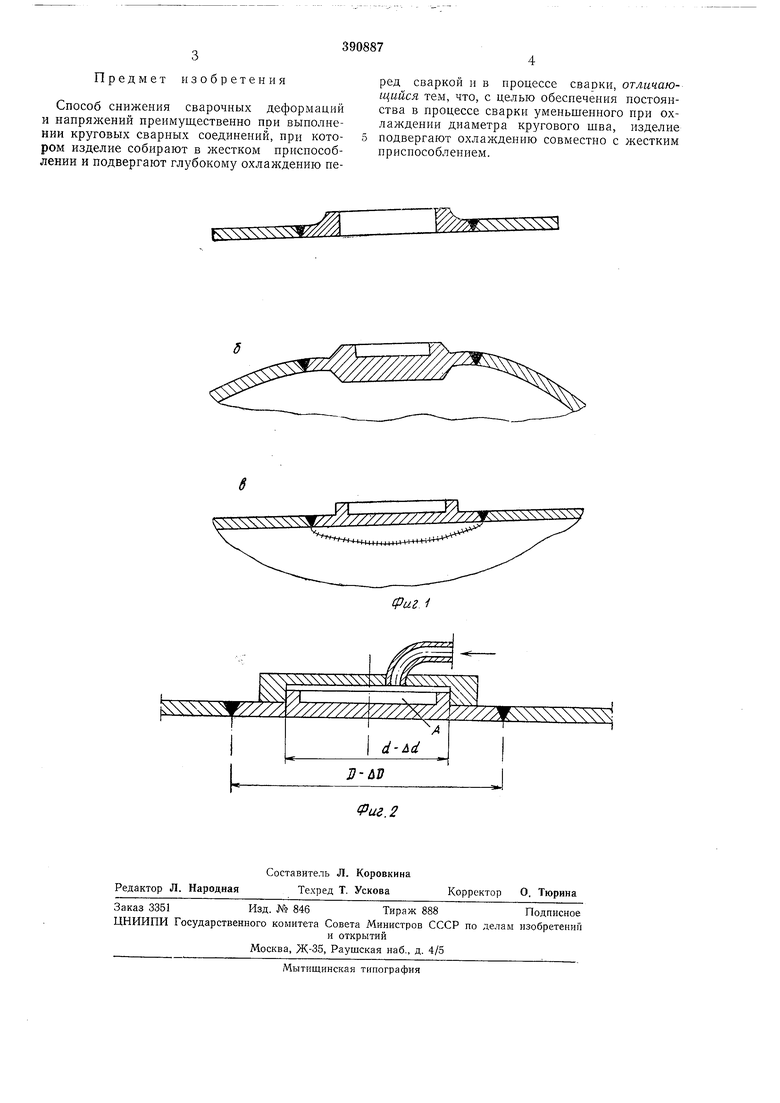
На фиг. 1 приведены круговые сварные соединения в пластинках (а), сферических ( и цилиндрических (в) оболочках, которые рекомендуется выполнять с использованием предлагаемого способа; на фиг. 2-фиксация охлаждаемого при сварке фланца.
Ввариваемый элемент жесткости (фланец, штуцер, горловина и т. п.) охлаждается до
2
сварки в течение некоторого времени, в результате происходит уменьшение его размеров, в том числе диаметра D кругового шва и диаметра d фиксируемого кольца.
О.хлаждеилеможно производить в ванне с жидким азотом. Охлажденный элемент фиксируют с помощью жесткого приспособления, которое одновременно выполняет роль о.хлаждающей камеры для жидкого азота и обеспечивает охлаждение изделия в процессе сварки и остывания сварного шва.
Фиксируюи1ее приспособление обеспечивает постоянство уменьшенного диаметра D -
AD кругового шва при сварке и компенсирует возможное повышение температуры ввариваемого элемента. После полного остывания зоны шва охлаждение прекращают и снимают фиксирующее приспособление. Повышение
температуры вварепного элемента до комнатной приводит к увеличению его размеров, в том числе диаметра D, что обеспечивает компсисацпю сварочиых поперечных укорочений щва II устраняет растягивающие нанряження
и переме1дения оболочки пли пластины.
Охлаждаемая полость А в ввариваемом элементе имеет место либо по конструктивным соображениям, либо создается искусственно. Фиксирующее кольцо на элементе вы
иолияют специально.
Предмет изобретения
Способ снижения сварочных деформаций и напряжений преимущественно при выполнении круговых сварных соединений, при котором изделие собирают в жестком приспособлении и подвергают глубокому охлаладению перед сваркой и в процессе сварки, отличающийся тем, что, с целью обеспечения постоянства в процессе сварки уменьшенного при охлаждении диаметра кругового шва, изделие подвергают охлаждению совместно с жестким приспособлением.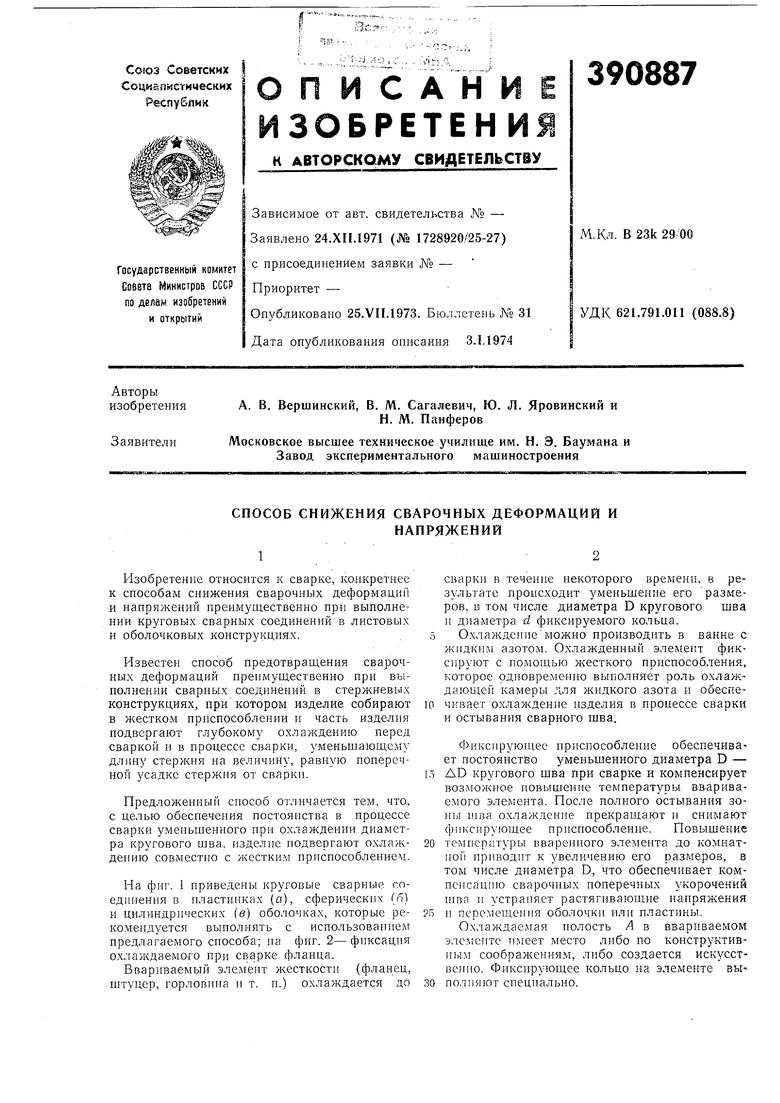
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ устранения сварочных деформаций | 1973 |
|
SU469560A1 |
| УСТАНОВКА ДЛЯ СВАРКИ | 1973 |
|
SU407681A1 |
| Способ вварки кругового элемента в тонкостенную оболочку | 1980 |
|
SU1026994A1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ | 1972 |
|
SU323239A1 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2005 |
|
RU2293634C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ | 2020 |
|
RU2754328C1 |
| СПОСОБ СВАРКИ ГОРЛОВИНЫ С ТОНКОСТЕННОЙ ОБОЛОЧКОЙ | 2018 |
|
RU2684010C1 |
| Способ сварки круговых соединений в листовых конструкциях | 1985 |
|
SU1274886A1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| ВСЕСОЮЗНАЯ IтшШ'^штт!^БИБЛИОТЕ!-^А | 1972 |
|
SU338816A1 |
kvXXXV
У///////Л////)//.
А
