4 ю to
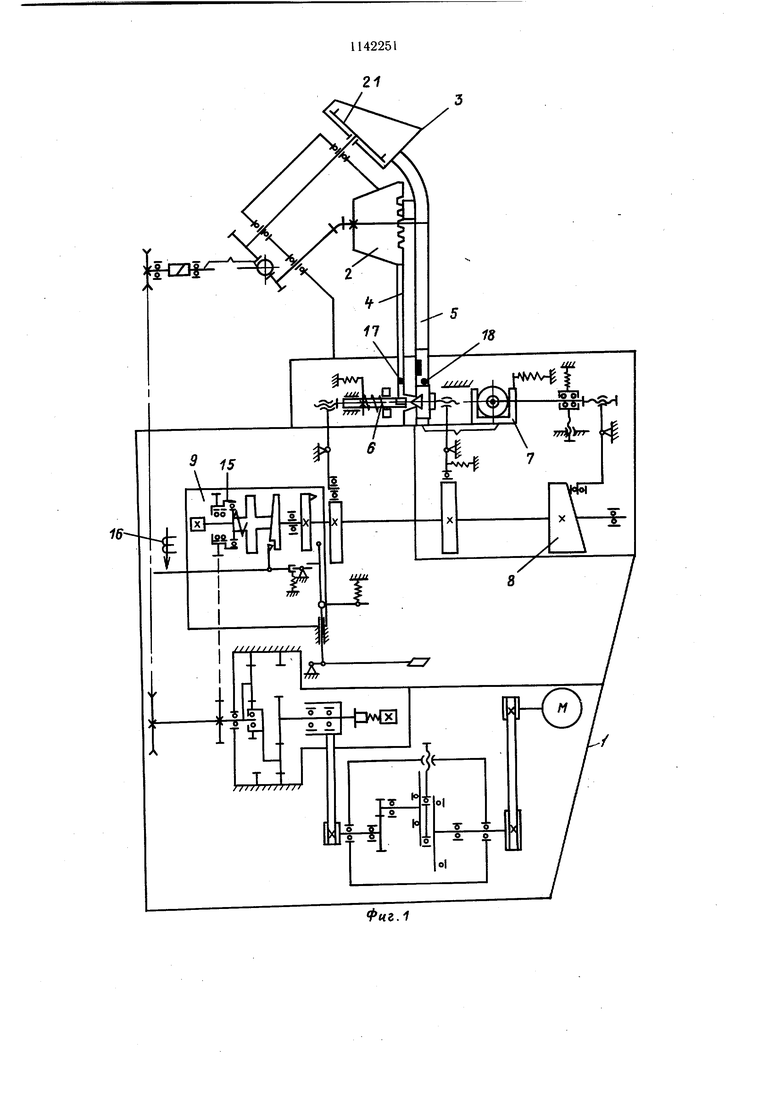
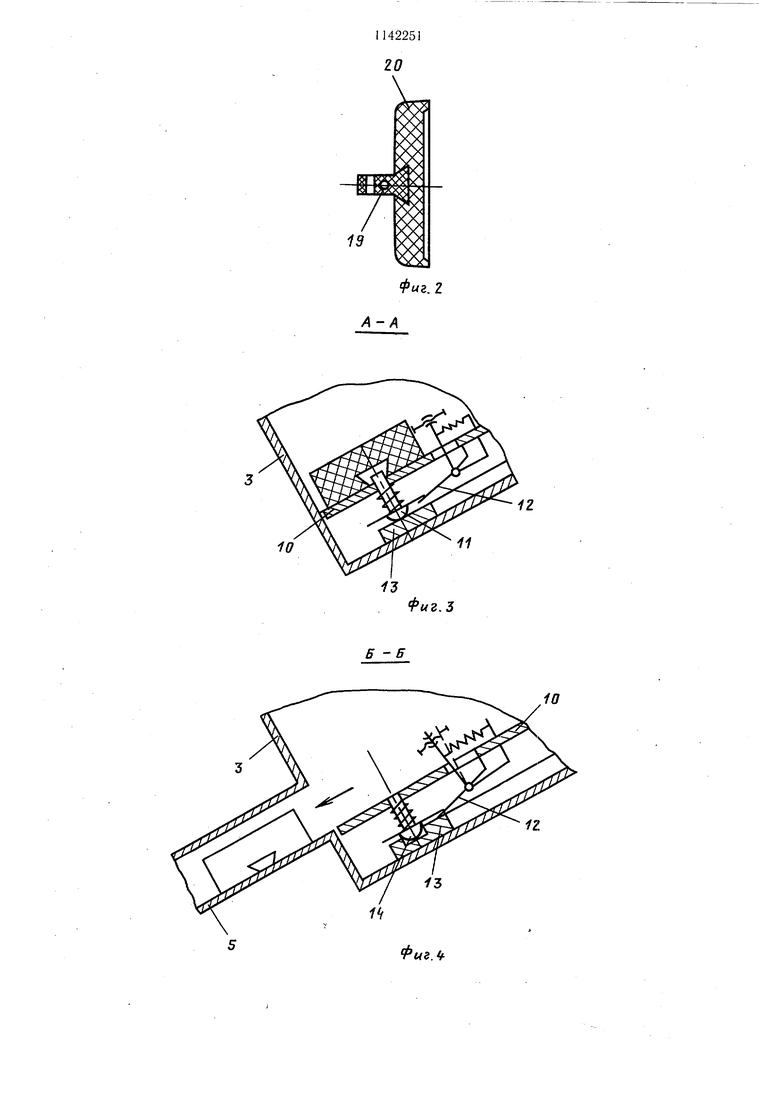
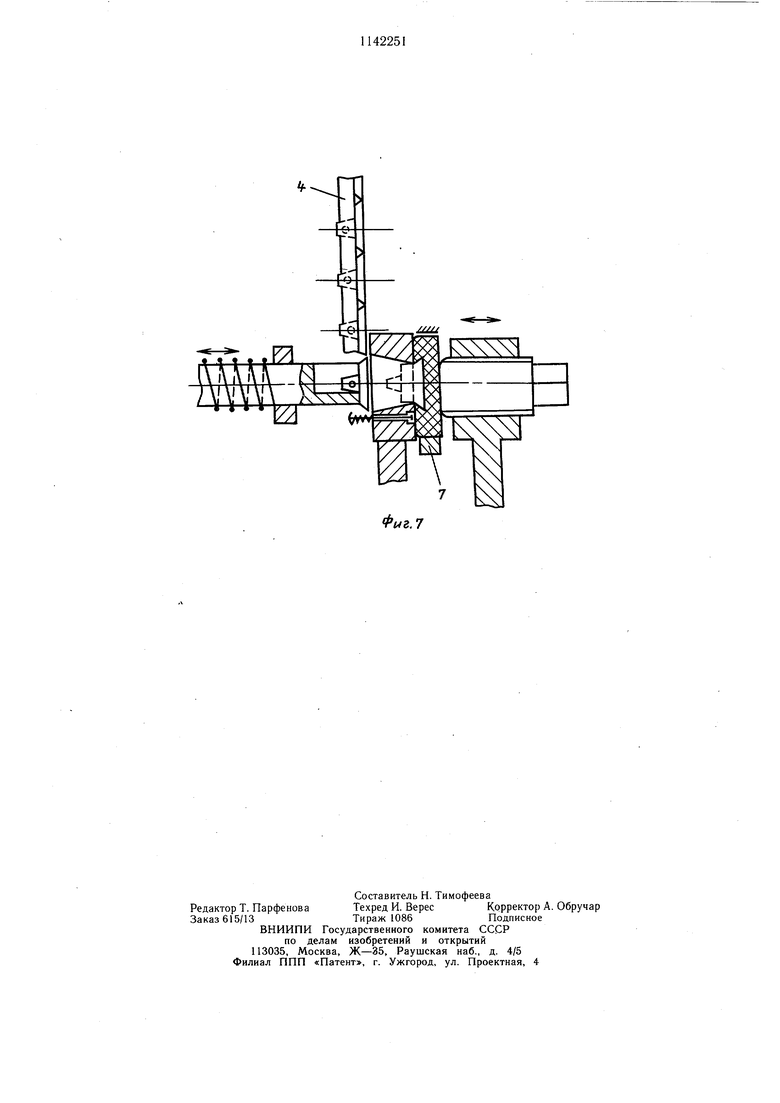
СП Изобретение относится к механосборочным работам, в частности к оборудованию для сборки ушковых пуговиц. Известен полуавтомат для сборки запрессовкой ушковых пуговиц, содержащий смонтированные на станине бункер и лоток для подачи ушек пуговиц, механизм прижима и запрессовки ушек в корпус пуговиц с ложементом для корпуса пуговиц и систему управления с обгонной муфтой, связанной посредством кулачка с механизмом запрессовки 1. Однако производительность известного .полуавтомата низкая из-за ручного управления механизмом запрессовки и ручной подачи в зону обработки корпуса пуговиц. Цель изобретения - повышение производительности. Поставленная цель достигается тем, что в автомате для сборки запрессовкой ушковых пуговиц, содержашем смонтированные на станине бункер и лоток для подачи ушек пуговиц, бункер и лоток для подачи корпуса пуговиц, механизм прижима и запрессовки ушек в корпус пуговиц с ложементом для корпуса пуговиц и систему управления с обгонной муфтой, связанной посредством кулачка с механизмом запрессовки, бункер для корпусов пуговиц снабжен механизмом принудительной подачи корпусов пуговиц в лоток, выполненным в виде установленных внутри бункера приводного диска с размешенными по его периметру подпружиненными штырями-захватами и подпружиненными двуплечими рычагами, установленными с возможностью взаимодействия с упомянутыми штырями-захватами, и подвижного диска с пазом напротив входа в лоток, а ложемент для корпуса пуговиц выполнен в виде приводной вилки. Система управления автоматом снабжена блоком управления механизмом запрессовки, выполненным в виде связанного с обгонной муфтой электромагнита и соединенных электрически с ним и между собой датчиков контроля установки собираемых деталей в зоне сборки. На фиг. 1 изображен автомат, кинемати ческая схема; на фиг. 2 - ушковая пуговица; на фиг. 3 - сечение А-А на фиг. 6; на фиг. 4 - сечение Б-Б на фиг.6; на фиг. 5 часть бункера для ушек и часть лотка для ушек; на фиг. 6 - бункер и лоток для корпуса пуговиц, приводная вилка для подачи корпуса пуговиц в зону сборки; на фиг. 7 механизм запрессовки. Автомат содержит станину 1, да которой размещены бункер 2 для ушек пуговиц, бункер 3 для корпуса пуговиц, лоток 4 для ушек пуговиц, лоток 5 для корпуса пуговиц, механизм запрессовки 6 с ложементом для корпуса пуговиц, выполненным в виде приводной вилки 7, связанной посредством кулачка 8 с обгонной муфтой 9 системы управления. Бункер 3 для корпуса пуговиц снабжен механизмом принудительной подачи в виде установленных внутри него приводного диска 10 с размешенными по его периметру подпружиненными штырями-захватами 11 и подпружиненными двуплечими рычагами 12, установленными с возможностью взаимодействия с штырямитзахватами 11, и неподвижного диска 13 с пазом 14 напротив входа в лоток 5. Система управления: автоматом снабжена блоком управления механизмом запрессовки 6, выполненным в виде связанного с обгонной муфтой 15 электромагнита 16 и соединенных электрически с ним и между собой датчиков контроля 17 и 18 наличия и соосной установки корпуса пуговиц и ушек пуговиц в зоне сборки. Автомат работает следующим образом. В бункер 2 загружают ушки пуговиц, а в бункер 3 - корпуса пуговиц. Включают автомат. Приводной диск 10, поворачиваясь, захватывает корпуса пуговиц на штыризахваты 11. При расположении штыря-захвата 11 напротив входа в лоток 5 корпуса пуговиц входят в паз 14, затем под действием двуплечего рычага 12 перемешаются в лоток 5, а затем на вилку 7. Вилка 7 под действием кулачка 8 перемешается в зону сборки, где механизм 6 запрессовки осушествляет сборку пуговиц. Соосное расположение собираемых деталей, ушка 19 и корпуса 20 пуговиц, контролируется датчиками контроля 17 и 18. В случае отсуствия какой-либо из собираемых деталей датчик контроля 18 или 17 передает электрический сигнал на электромагнит 16, который отключает обгонную муфту 15. Предл-агаемый автомат, по сравнению с базовым объектом, взятым за прототип, обеспечивает повышение производительности за счет снабжения автомата механизмом принудительной подачи корпуса пуговиц и автоматизации системы управления.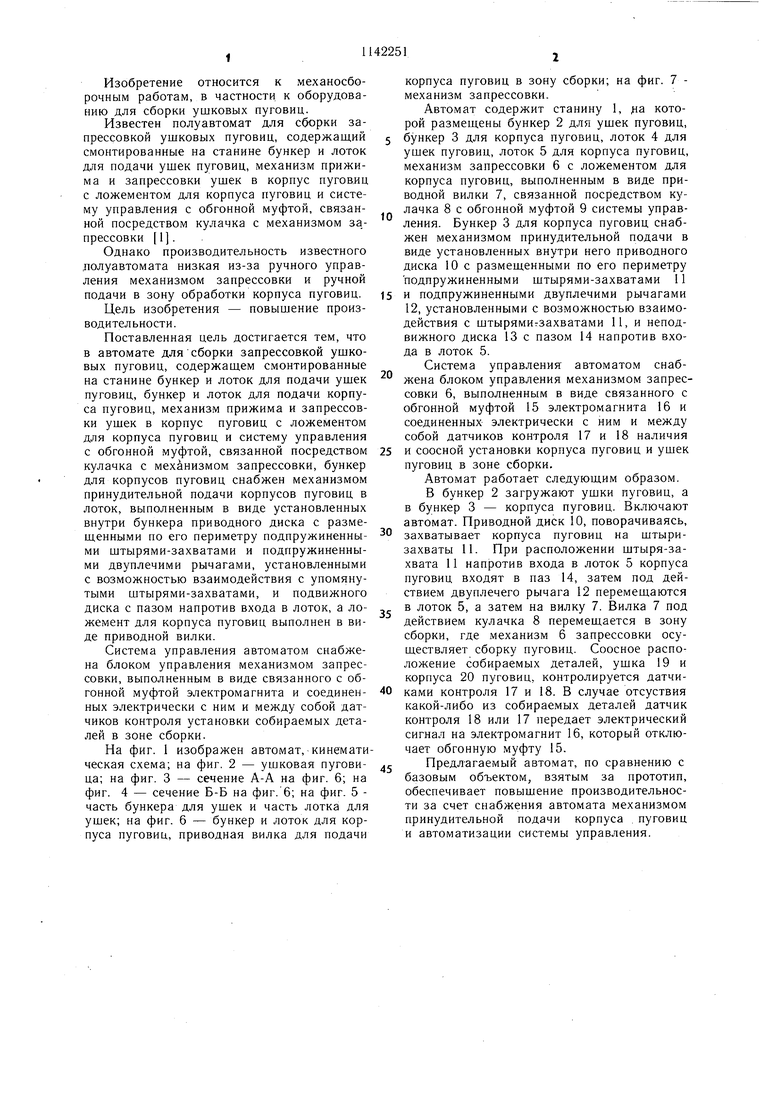
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки запрессовкой ушковых пуговиц | 1987 |
|
SU1500461A1 |
| Автомат для обработки пуговиц | 1983 |
|
SU1123869A1 |
| Автомат для запрессовки | 1981 |
|
SU994195A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автомат для сборки деталей запрессовкой | 1981 |
|
SU1092031A1 |
| Линия для нанесения электрохимических покрытий на мелкие детали | 1989 |
|
SU1730214A1 |
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
| Сборочный автомат | 1988 |
|
SU1549714A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОДШИПНИКОВКАЧЕНИЯ | 1971 |
|
SU420430A1 |
| АВТОМАТ ДЛЯ СБОРКИ ПЛАСТИН МАСЛОФИЛЬТРА | 1972 |
|
SU340507A1 |
1. АВТОМАТ ДЛЯ СБОРКИ ЗАПРЕССОВКОЙ УШКОВЫХ ПУГОВИЦ, содержащий смонтированные на станине бункер и лоток для подачи ушек пуговиц, бункер и лоток для подачи корпуса пуговиц, механизм прижима и запрессовки ушек в корпус пуговиц с ложементом для корпуса пуговиц и систему управления с обгонной муфтой, связанной посредством кулачка с механизмом запрессовки, отличающийся тем, что, с целью повышения производительности, бункер для корпусов пуговиц снабжен механизмом принудительной подачи корпусов пуговиц в лоток, выполненным в виде установленных внутри бункера приводного диска с размещенными по его периметру подпружиненными штырями-захватами и подпружиненными двуплечими рычагами, установленными с возможностью взаимодействия с упомянутыми штырями-захватами, и подвижного диска с пазом напротив входа, в лоток, а ложемент для корпуса пуговиц выполнен в виде приводной вилки. 2. Автомат по п, 1 , отличающийся тем, что система управления автоматом снабжена блоком управления механизмом запрессовки, выполненным в виде связанного с обгонной муфтой электромагнита и соедисл ненных электрически с ним и между собой датчиков контроля установки собираемых деталей в зоне сборки.
Фчг.1
10
Фиг.З
Б -Б Фиг. 5 W NAAAAA
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Производство фурнитуры | |||
| Экспрессинформация | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
