Изобретение относится к механической обработке полимерных материалов и может быть использовано для чистовой обработки изделий, полученных литьем или прессованием, например, для обработки корпусов моноблоков аккумуляторов, корпусов фотоаппаратов с использованием про- мь1ошленных роботов с контурным управлением.
Целью изобретения является повышение производительности и качества обработки за счет стабилизации усилия прижима фрезы к разновысоким деталям при их обработке.
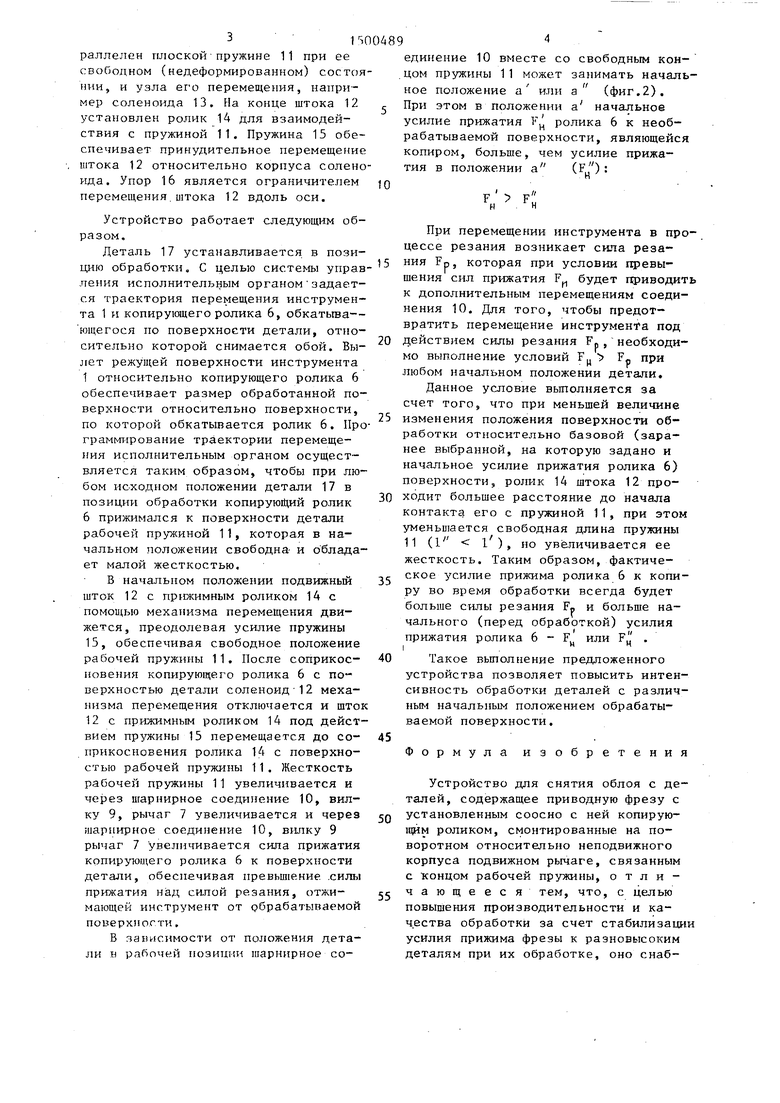
На фиг.1 изображена кинематическая схема устройства для снятия об- лоя; на фиг.2 - механизм изменения жесткости пружины.
Устройство для снятия облоя с деталей устанавливается на руке промышленного робота (не показан).Устройство содержит фрезу 1, приводимую во вращение от привода 2 через шестерню 3 и 4 . Соосно с резой 1 на оси 5 установлен с возможностью вращательного движения копирующий ролик 6. Ось 5, несущая также шестерню 4,смонтирована на поворотном рычаге 7. Ры- чаг 7 поворотно смонтирован на валу 8 привода 2. Свободный конец рычага 7 выполнен в виде витки 9, взаимодействующей через шарнирное соединение 10 с плоской пружиной 11, закрепленной одним концом на корпусе привода 2. На корпусе привода 2 закреплен механи:зм ичменения жесткости пружины н виде шток а 12, который па(У1
О
о 4
00
bo
раллелен плоской-пружине 11 при ее свободном (недеформированном) состоянии, и узла его перемещения, например соленоида 13. На конце штока 12 установлен ролик 14 для взаимодействия с пружиной 11. Пружина 15 обеспечивает принудительное перемещение штока 12 относительно корпуса соленоида. Упор 16 является ограничителем перемещения.штока 12 вдоль оси.
Устройство работает следующим образом.
Деталь 17 устанавливается в позицию обработки. С целью системы управления исполнительным органом задается траектория перемещения инструмента 1 и копирующего ролика 6, обкатьша- ющегося по поверхности детали, относительно которой снимается обой. Вылет режущей поверхности инструмента 1 относительно копирующего ролика 6 обеспечивает размер обработанной поверхности относительно поверхности, по которой обкатывается ролик 6. Программирование траектории перемещения исполнительным органом осуществляется таким образом, чтобы при любом исходном положении детали 17 в позиции обработки копнруюйщй ролик 6 прижимался к поверхности детали рабочей пружиной 11, которая в начальном положении свободна и о блада- ет малой жесткостью.
В начальном положении подвижный шток 12 с прижимным роликом 14 с помощью механизма перемещения движется, преодолевая усилие пружины 15, обеспечивая свободное положение рабочей пружины 11. После соприкосновения копирующего ролика 6 с поверхностью детали соленоид-12 механизма перемещения отключается и щто 12 с прижимным роликом 14 под действием пружины 15 перемещается до соприкосновения ролика 14 с поверхностью рабочей пружины 11. Жесткость рабочей пружины 11 увеличивается и через шарнирное соедрп}ение 10, вилку 9, рычаг 7 увеличивается и через шарнирное соединение 10, вилку 9 рычаг 7 увеличивается сипа прижатия копирующего ролика 6 к поверхности детали, обеспечивая превьш1ение .силы прижатия над си.пой резания, отжимающей инструмент от обрабатываемой поверхности.
В заиисимости от положения детали и рабочей позиции шарнирное со
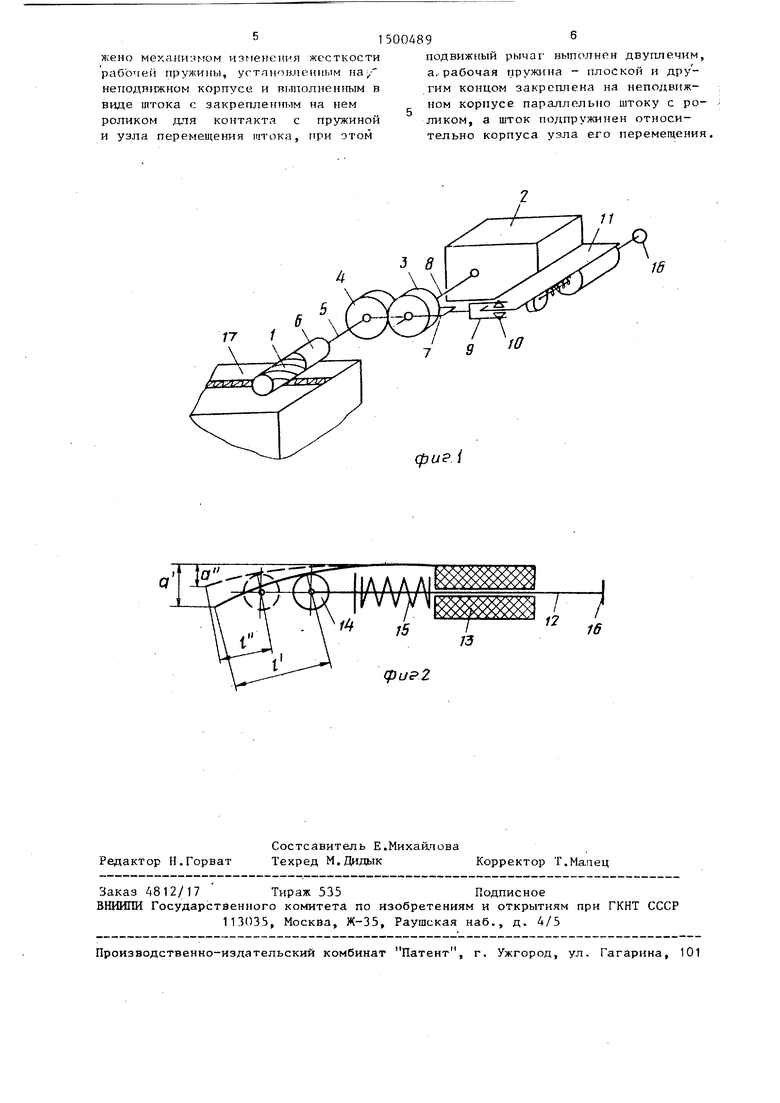
единение 10 вместе со свободным кон- .цом пружины 11 может занимать начальное положение а или а (фиг.2). При этом в положении а начальное усилие прижатия V ролика 6 к необрабатываемой поверхности, являющейся копиром, больше, чем усилие прижатия в положении а
(F;) :
F F
0
5
0
5
0
5
0
5
При перемещении инструмента в процессе резания возникает сила реза- 5 ния FP, которая при условии превышения сил прижатия F будет приводить к дополнительным перемещениям соединения 10. Для того, чтобы предотвратить перемещение инструмент а под действием силы резания
МО
FP , необходи- выполнение условий F F, при
любом начальном положении детали. Данное условие вьтолняется за счет того, что при меньшей величине изменения положения поверхности обработки относительно базовой (заранее выбранной, на которую задано и начальное усилие прижатия ролика 6) поверхности, ролик 14 штока 12 проходит большее расстояние до начала контакта его с пружиной 11, при этом уменьишется свободная длина пружины 11 ( 1 ), но уве.пичивается ее жесткость. Таким образом, фактическое усилие прижима ролика 6 к копиру во время обработки всегда будет больше силы резания Fp и больше начального (перед обработкой) усилия
прижатия ролика 6 - F или F . I.
Такое вьшолнение предложенного
устройства позволяет повысить интенсивность обработки деталей с различным начальным положением обрабатываемой поверхности.
Формула изобретения
Устройство для снятия облоя с деталей, содержащее приводную фрезу с установленным соосно с ней копирующим роликом, смонтированные на поворотном относительно неподвижного корпуса подвижном рычаге, связанным с концом рабочей пружины, отличающееся тем, что, с целью повышения производительности и ка- ч.ества обработки за счет стабилизации усилия прижима фрезы к разновысоким деталям при их обработке, оно снабжено мехаии;п ом из feнeиия жесткости рабочей пружины, устянов.пениым па/ неподвижном корпусе и выполненным в виде штока с закрепленным на нем роликом для контакта с пружиной и узла перемещения штока, при этом
подвижный рычаг выполнен двуапечим, а,рабочая пружина - плоской и другим концом закреплена на неподвижном корпусе параллельно штоку с роликом, а шток подпружинен относительно корпуса узла его перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для суперфинишной обработки деталей | 1980 |
|
SU905015A1 |
| Устройство для суперфинишной обработки деталей | 1986 |
|
SU1404300A1 |
| Устройство для обработки криволинейных пазов | 1985 |
|
SU1311860A1 |
| Устройство для обработки деталей из полимерных материалов | 1981 |
|
SU1008000A1 |
| Модуль зачистки | 1989 |
|
SU1676684A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| Многосторонний фуговально-строгальный станок | 1987 |
|
SU1562136A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПАЗОВ В ДЕРЕВЯННЫХ ДЕТАЛЯХ СРУБА | 1993 |
|
RU2071413C1 |
| ИНСТРУМЕНТАЛЬНАЯ ДЕРЖАВКА ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ ШПОНОЧНОГО ПАЗА | 2014 |
|
RU2569626C1 |
Изобретение относится к механической обработке изделий, полученных литьем или прессованием. Цель - повышение производительности и качества обработки за счет стабилизации усилия прижима фрезы к разновысоким деталям. Для этого устройство снабжено механизмом изменения жесткости рабочей пружины, установленным на неподвижном корпусе и выполненным в виде штока с закрепленным на нем роликом для контакта с пружиной и узла перемещения штока. Подвижный рычаг выполнен двуплечим, а рабочая пружина-плоской. Пружина одним из концов закреплена на неподвижном корпусе параллельно штоку с роликом. Шток подпружинен относительно корпуса узла его перемещения. 2 ил.
/7 1
фиг i
16
фиг 2
| Устройство для механической обработки деталей из полимерных материалов | 1977 |
|
SU633739A1 |
| Солесос | 1922 |
|
SU29A1 |
| Станок для снятия облоя с пластмассовых деталей | 1981 |
|
SU1017505A1 |
| Солесос | 1922 |
|
SU29A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
