2
ел
о
N3
СЛ N5
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении изделий типа ступенчатых валов.
Цель изобретения -- повышение качества изделий путем повышения точности диаметральных размеров за счет снижения уровня растягивающих иапряжоний на оси заготовки.
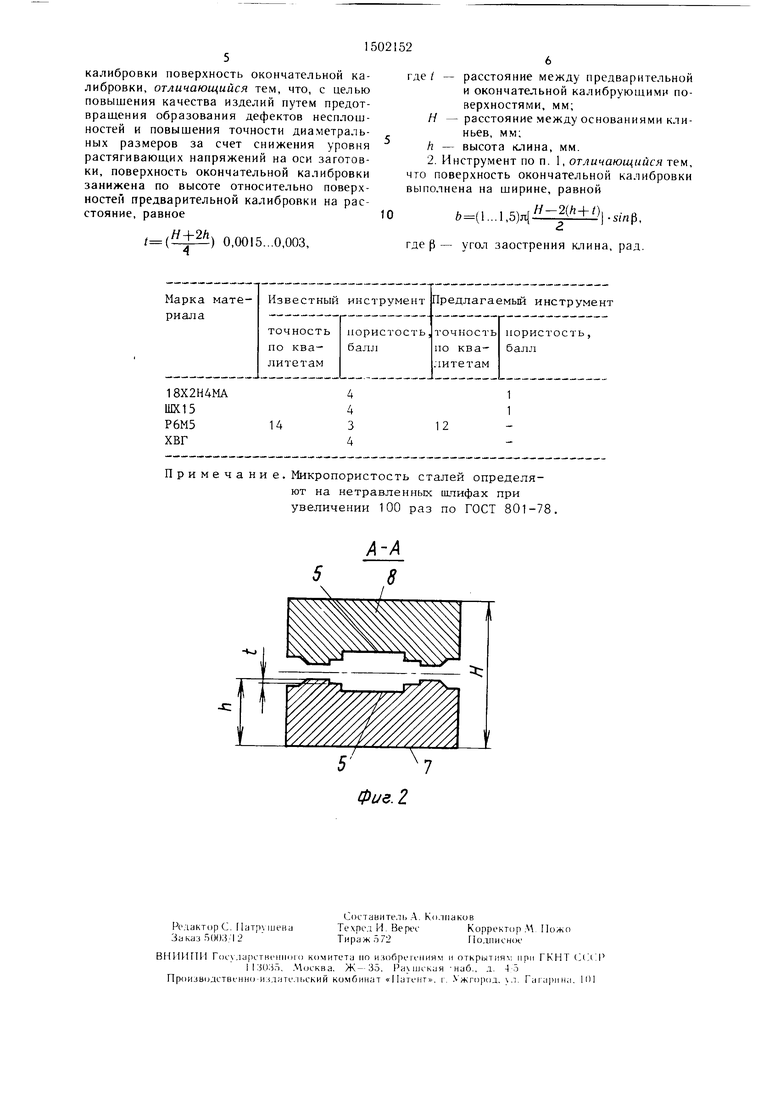
На фиг. 1 приведена нижняя половина инструмента, вид сверху; на фиг. 2 - сечение А-А на фиг. 1.
Инструмент для поперечно-клиновой прокатки заготовок из труднодеформируемых материалов содержит раскатывающую часть 1 с боковой наклонной поверхностью и расположенные параллельно основанию 2 поверхность 3 предварительной калибровки и заниженную по высоте относительно поверхности 3 предварительной калибровки поверхность 4 окончательной калибровки.
Поверхность 4 окончательной калибровки занижена по высоте ()тносите;1ьно поверхности 3 предварительной калибровки на расстояние, выражаемое соотношением
,Я -2/,
/( ) 0,0015...0,003,
руется в пенапряженном состоянии, что исключает образование рыхлот на оси и способствует повышению точности размеров формы изделия вследствие дополнительной обкатки заготовки.
Пример выполнения инструмента для прокатки заготовки на деталь из стали Р6М5.
Исходные данные: угол заострения клина S°; температура прокатки 1000°С; диаметр прокатанного стержня 20 мм; максимально упругие напряжения 20 кг/мм ; расстояние между основаниями клиньев 90 мм; высота клина 35 мм.
Тогда упругая деформация стержня
,0,0028, а расстояние занижеоп9 45
НИИ . . 0,,014 мм. Ширина
плоскости окончательной калибровки с уче- том величины занижения будет
(Ь(1...1,5),5-3,14Х
25 |90 -2(35-fO,014)
0,,5 мм
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU969388A1 |
| СПОСОБ РЕГУЛИРОВКИ ЗАЗОРА КАЛИБРА НА ТОЛЩИНУ ПРОФИЛИРУЕМОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2292250C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ СПЛАВОВ | 2005 |
|
RU2301718C2 |
| Инструмент для поперечно-клиновой прокатки (варианты) | 2016 |
|
RU2630127C1 |
| Инструмент для поперечно-клиновой прокатки | 1980 |
|
SU902953A1 |
| Инструмент для поперечно-клиновой прокатки | 1978 |
|
SU725763A1 |
| Способ изготовления лап культиваторов | 1990 |
|
SU1734912A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2119842C1 |
| Инструмент для поперечнойпРОКАТКи | 1978 |
|
SU804139A1 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1479186A1 |
Изобретение относится к обработке металлов давлением. Цель изобретения - повышение качества изделий. Нагретая заготовка устанавливается на основание 2 плит. Процесс прокатки заготовки начинается с перемещения плит. Основную работу по формообразованию заготовки производят наклонные поверхности раскатывающих частей 1. После этого заготовка калибруется поверхностями предварительной калибровки и поверхностями окончательной калибровки 4. Поверхности окончательной калибровки 4 занижены по высоте относительно поверхности предварительной калибровки на расстояние, равное T=[(H-2H)/4]0,015-0,003, где H - расстояние между основаниями клиньев, мм
H - высота клина, мм. При этом поверхность окончательной калибровки 4 выполнена шириной, выбираемой из соотношения B=(1-1,5)φ.[H-2(H+T)]/2.SINβ, где β-угол заострения клина, рад.
T-расстояние между предварительной и окончательной калибрующими поверхностями, мм. Конструкция инструмента позволяет повысить качество изделий путем повышения точности диаметральных размеров за счет дополнительной обкатки заготовки и снижения уровня растягивающих напряжений на оси заготовки. 1 з.п. ф-лы, 2 ил.
где Н - расстояние между оспованиями кл.и- ньев, мм;
h - высота клина, мм.
При этом поверхность 4 окончательной калибровки выполнена шириной, выби)ае- мой из соотношения
L11 CN I W -2(,. .,
Ь(1...1,5)л|;-:- 1 -s/np,
где fi - угол заострения клина, рад.;
/ - расстояние между предварительной и окончательной калибрующими по верхностями, мм.
В основании
м е жду п ре два р и тел ь но
калибрующими поверхностями 3 выполнен участок 5 высвобождении. Боковые наклонные поверхности раскат1)1ваюшей части 1, поверхности 3 предварительной калибровки и поверхности 4 окончательной калибровки выполнены в виде клина 6. При этом клин 6 и основание 2 выполнены на плите 7. Аналогично выполнена и плита 8.
Формообразование и калибровка изделий инструментом осуществляются следующим образом.
Нагретую заготовку 9 размеп1ают между плит 7 и 8. Перемещая плиты 7 и 8 относительно друг друга, к,липья 6, внедряясь в заготовку 9, вызывая ее врапгение, формируют ее до окончательных размеров. Основную работу по формообразованию производят наклонные поверхности раскатывающих частей 1. Затем заготовка 9 калиб руется повер.чностями 3 предварительной калибровки и поверхностями 4 окончательной калибровки. При этом на поверхностях 4 окончательной калнб К111ки изделие ки.:иб
Предлагаемый инструмент для поперечно- клиновой прокатки заготовок из труднодеформируемых материалов повышает качество прокатываемых изделий, что подтверждено резу,:1ьтатом опытной проверки.
0
Прокатывают партии заготовок количеством по ,50 шт. из сталей 18Х2Н4МА, 11.1X15, , ХВГ, нагретые до тем 1ера- 5 1 л ры прокатки, диаметром 20 мм на диаметр 15 мм на извес1ном и предлагаемом инструментах.
Результаты обмеров сведеты в таблицу.
Как видно из таблицы, точность прокатанных поверхностей повысилась на 2 ква- -титета от 14 до 12, а микропористость уменьши,лась на 3 балла для сталей 18Х2Н4МА и совсем исчезла в сталях Р6М5 и ХВГ.
Изобретение позволяет повысить ка5 чество изделий путем повышения точности
диаметральных размеров за счет снижения
уровня растягивающих напряжений на оси
заготовки.
Формула изобретения
0
калибровки поверхность окончательной калибровки, отличающийся тем, что, с целью повышения качества изделий путем предотвращения образования дефектов несплош- ностей и повышения точности диаметральных размеров за счет снижения уровня растягивающих напряжений на оси заготовки, поверхность окончательной калибровки занижена по высоте относительно поверхностен предварительной калибровки на расстояние, равное
/(+2) 0,0015...О,
003,
При меч а ни е. Микропористость сталей определяют на нетравленных шлифах при увеличении 100 раз по ГОСТ 801-78.
-40
где/ - расстояние между предварительной и окончательной калибрующими поверхностями, мм;
Н - расстояние между основаниями клиньев, мм;
h - высота клина, мм. 2. Инструмент по п. 1, отличающийся тем, что поверхность окончательной калибровки выполнена на ширине, равной
b(l...,5) + -sinf., гдер- угол заострения клина, рад.
| Инструмент для поперечно-клиновой прокатки | 1974 |
|
SU489569A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
