Изобретение относится к области обработки металлов давлением.
Известен инструмент для поперечно-клиновой прокатки изделий типа ступенчатых валов, включающий раскатывающую часть с клиновой рабочей поверхностью и калибрующую часть.
Недостатком известного инструмента является то, что раскатывающий участок его не обеспечивает удаления всего избыточного металла с обрабатываемого участка заготовки (особенно при больщих значениях углов р). В результате раскатанная деталь, попадая на калибруюнц й участок, имеет некоторый избыточный металл, который в условиях плоско-параллельной прокатки на калибрующем участке инструмента не может быть вытеснен за его пределы. В результате поперечное сечение детали получается с отклонением от круглого.
В предлагаемом инструменте точность прокатки достигается за счет того, что рабочая поверхность калибрующей части выполнена выступающей по высоте над рабочей поверхностью раскатывающей части, при этом рабочая поверхность калибрующей части спрофилирована в виде клина с углом заострения меньщим угла заострения клина раскатывающего участка.
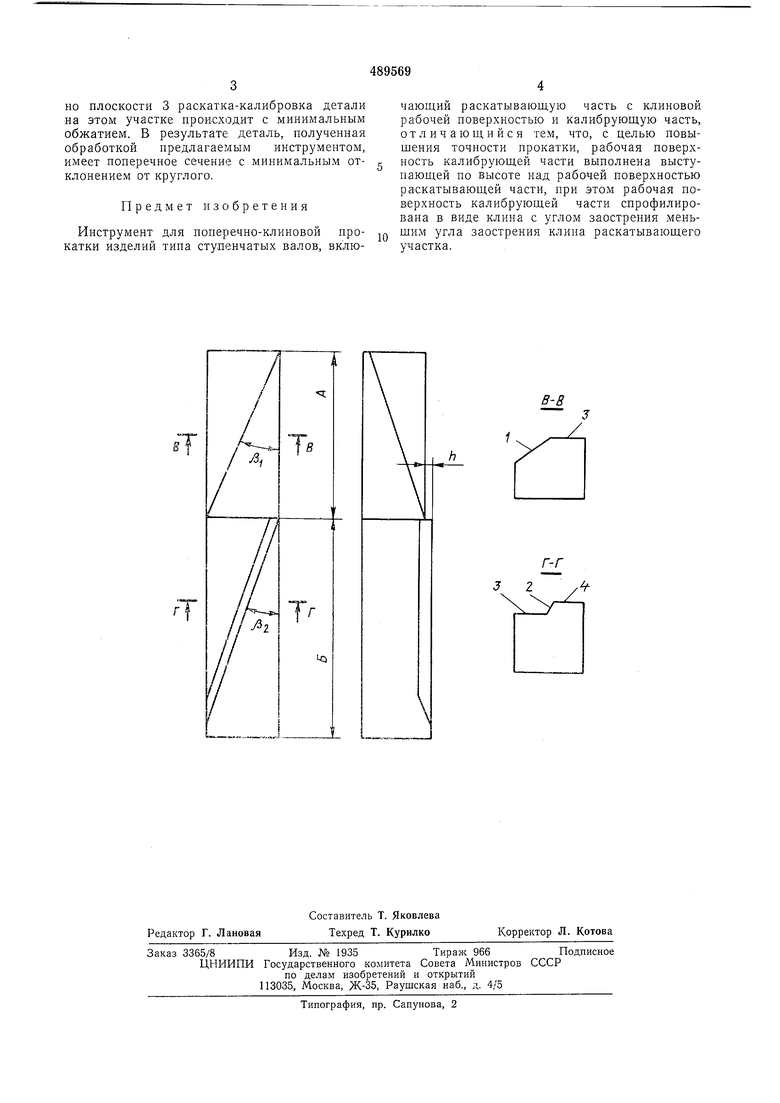
На чертел е показан предлагаемый инструмент в двух проекциях и сечения по В-В и Г-Г.
Предлагаемая конструкция клинового инстру.мента выполняется цельной или составной, как показано на чертеже, и включает з себя клиновый раскатывающий участок А с углом заострения Pi и с наклонной гранью 1 и калибрующий участок Б, выполненный в
виде клина с углом заострения Рг, с наклонной гранью 2 и двумя горизонтальными участками 3 и 4. При этом плоскость 4 выполнена выступающей над плоскостью 3, на величину /г, обеспечивающую раскатку-калибровку с минимальным обжатием (,0-1,1), угол р2 калибрующего участка выполняется равным или меньшим угла pi раскатывающего участка.
При работе пара клиновых инструментов,
двигаясь навстречу друг другу, внедряется с диаметрально противоположных сторон в исходную заготовку, вызывая ее вращение. На раскатывающем участке А происходит обжатие и раскатывание металла боковой наклонной гранью 1, а на калибрующем участке Б происходит раскатка-калибровка, при которой избыточный металл вытесняется наклонной гранью 2 за пределы калибрующей плоскости 4. Благодаря тому, что плоскость выполнена поднятой на величину /г относительно плоскости 3 раскатка-калибровка детали на этом участке происходит с минимальным обжатием. В результате деталь, полученная обработкой предлагаемым инструментом, имеет поперечное сечение с минимальным отклонением от круглого.
Предмет изобретения
Инструмент для поперечно-клиновой прокатки изделий типа ступенчатых валов, включающий раскатывающую часть с клиновой рабочей поверхностью и калибрующую часть, отличающийся тем, что, с целью повыщения точности прокатки, рабочая поверхность калибрующей части выполнена выступающей по высоте над рабочей поверхностью раскатывающей части, при этом рабочая поверхность калибрующей части спрофилирована в виде клина с углом заострения меньщим угла заострения клина раскатывающего участка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки | 1974 |
|
SU489568A1 |
| Инструмент для одновременной поперечноклиновой прокатки двух изделий типа ступенчатых валов | 1976 |
|
SU610594A1 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1479186A1 |
| Инструмент для поперечной прокатки деталейТипА СТупЕНчАТыХ ВАлОВ | 1978 |
|
SU806214A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU969388A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТЫ ИЗ ПРОКАТА | 1992 |
|
RU2021065C1 |
| Способ поперечно-клиновой прокатки | 1988 |
|
SU1590182A1 |
| Инструмент для поперечно-клиновой прокатки полых ступенчатых изделий | 1983 |
|
SU1143505A1 |
| Инструмент для поперечно-клиновой прокатки | 1978 |
|
SU725763A1 |
| Инструмент для поперечно-клиновой прокатки изделий с коническими концевыми частями | 1985 |
|
SU1274830A1 |
В-В
