з
ел
о
to
05
00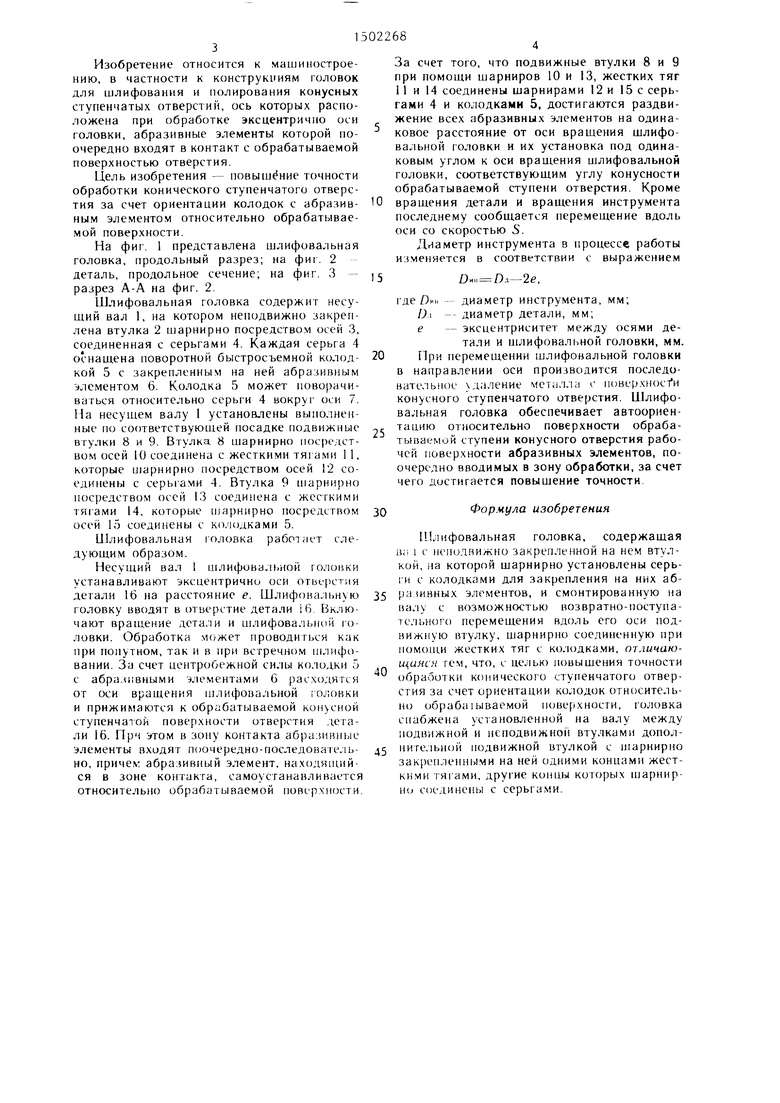
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| Хонинговальная головка | 1979 |
|
SU856768A1 |
| Хонинговальная головка | 1982 |
|
SU1028485A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2003 |
|
RU2245239C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2128571C1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ТОРМОЗНЫХ КОЛОДОК С АВТОМАТИЧЕСКОЙ КОРРЕКЦИЕЙ ИЗНОСА ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2108220C1 |
| Хонинговальная головка | 1986 |
|
SU1421503A1 |
| Хонинговальная головка для обработки конических отверстий | 1983 |
|
SU1085786A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2189897C2 |

Изобретение относится к машиностроению , в частности, к конструкциям головок для шлифования и полирования конусных ступенчатых отверстий. Цель изобретения - повышение точности обработки конусного ступенчатого отверстия за счет ориентации колодок с абразивными элементами относительно обрабатываемой поверхности. Шлифовальная головка содержит несущий вал 1, на котором неподвижно закреплена втулка 2, шарнирно посредством осей 3 соединенная с серьгами 4. Каждая серьга 4 оснащена поворотной быстросъемной колодкой 5 с закрепленным на ней абразивным элементом 6. Колодка 5 может поворачиваться относительно серьги 4 вокруг оси 7. На несущем валу 1 установлены втулки 8 и 9. Втулка 8 соединена жесткими тягами 11, которые шарнирно посредством осей 13 соединены с жесткими тягами 14, которые шарнирно соединены с колодками 5. Несущий вал 1 шлифовальной головки устанавливают эксцентрично относительно оси отверстия детали и вводят головку в отверстие детали. При вращении головки за счет центробежной силы колодки 5 с абразивными элементами 6 расходятся от оси вращения головки и прижимаются к обрабатываемой поверхности детали. При этом в зону контакта абразивные элементы входят поочередно-последовательно и происходит их самоустановка в зоне обработки. За счет подвижных втулок 8 и 9 и шарнирно закрепленных жестких тяг 11 и 14 достигается раздвижение всех абразивных элементов на одинаковое расстояние от оси вращения головки и их установке под одинаковым углом. 3 ил.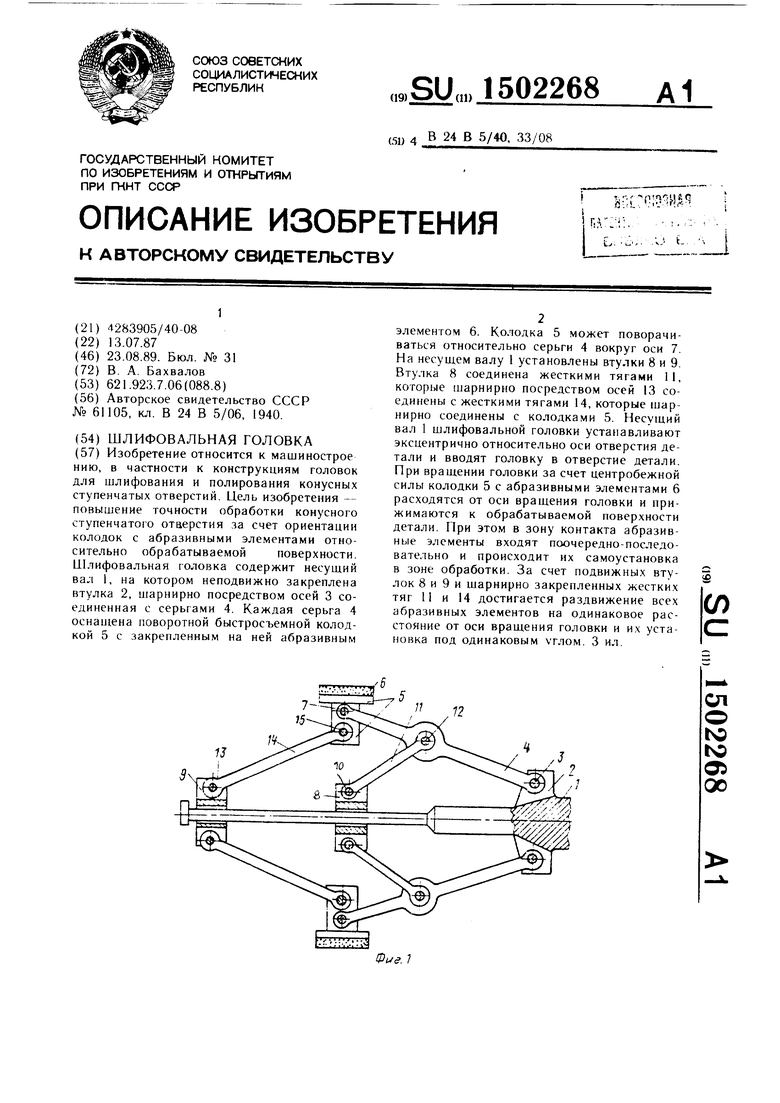
К
Фие. 1
Изобретение относится к машиностроению, в частности к конструкциям головок для шлифования и (юлирования конусных ступенчатых отверстий, ось которых расположена при обработке эксцентрично оси головки, абразивные элементы которой поочередно входят в контакт с обрабатываемой поверхностью отверстия.
Цель изобретения - повышение точности обработки конического стуненчатого отверстия за счет ориентации колодок с абразивным элементом относительно обрабатываемой поверхности.
На фиг. 1 представлена шлифовальная головка, продольный разрез; на фиг. 2 деталь, продольное сечение; на фиг. 3 - разрез А-А на фиг. 2.
Шлифовальная головка содержит несущий вал 1, на котором неподвижно закреплена втулка 2 шарнирно посредство.м осей 3, соединенная с серьгами 4. Каждая серьга 4 оснащена поворотной быстросъемной колодкой 5 с закрепленным на ней абразивным элементом 6. Колодка 5 может пово()ачи- вагься относительно серьги 4 вокруг оси 7. На несущем валу 1 установлены выполненные по соответствующей посадке подвижные втулки 8 и 9. Втулка 8 шарнирно посредством осей 10 соединена с жесткими тягами 11, которые и1арнирно посредством осей 12 соединены с серьгами 4. Втулка 9 ц арнирно посредством осей 13 соединена с жесткими тягами 14, которые парнирно посредством осей 15 соединены с кп/юдками 5.
Шлифовальная 1 оловка рабо1ает следующим образом.
Несущий вал 1 пмифовальной головки устанавливают эксцентрично оси отверстия детали 16 на расстояние е. Шлифовальную головку вводят в отверстие детали 16. Включают вращение детали и шлифовальной головки. Обработка .может проводиться как при попутном, так и в при встречном пыифо- вании. За счет центробежной силы колодки 5 с абразивными элементами 6 рас.ходнтся от оси вращения шлифовальной юловки и прижимаются к обрабатываемой конусной ступенчатой поверхности отверстия детали 16. Прч этом в зону контакта абразивные элементы входят поочередно-последовате.-ш- но, причем абразивный элемент, находящийся в зоне контакта, самоустанавливается относительно обрабатываемой юверхнсх ти.
За счет того, что подвижные втулки 8 и 9 при помощи шарниров 10 и 13, жестких тяг 11 и 14 соединены шарнирами 12 и 15с серьгами 4 и колодками 5, достигаются раздви- жение всех абразивных элементов на одинаковое расстояние от оси вращения щлифо- вальной головки и их установка под одинаковым углом к оси вращения шлифовальной головки, соответствующим углу конусности обрабатываемой ступени отверстия. Кроме
вращения детали и вращения инструмента последнему сообщается перемещение вдоль оси со скоростью S.
Диаметр инструмента в процессе работы изменяется в соответствии с выражением
D D.,
где Ои - диаметр инструмента, мм; DI - диаметр детали, мм; е - эксцентриситет между осями детали и шлифовальной головки, мм. При перемещении шлифовальной головки
в направлении оси производится последовательное удаление металла о noBepxHocfn конусного ступенчатого отверстия. Шлифовальная головка обеспечивает автоориен- тацию опносительно поверхности обрабатываемой ступени конусного отверстия рабочей поверхности абразивных элементов, поочередно вводимых в зону обработки, за счет чего достигается повыщение точности.
30
Формула изобретения
0
Шлифовальная головка, содержащая
liii 1 г неподвижно закрепленной на нем втулкой, па которой щарнирно установлены серьги с колодками для закрепления на них аб5 раишных элементов, и смонтированную на Ba. iy с возможностью возвратно-поступательного перемещения вдоль его оси подвижную втулку, шарнирно соединенную при помощи жестких тяг с колодками, отличающаяся тем, что, с целью повышения точности обработки конического стуненчатого отверстия за счет ориентации колодок относительно обраба1ываемой поверхности, головка снабжена установленной на валу между подвижной и неподвижно втулками допол5 нигелыюй подвижной втулкой с шарннрно закре 1ленными на ней одними концами жест- K)iMH тягами, другие концы которых шарннр- но соединены с серьгами.
/
IB
ин
/6
| Станок для шлифования внутренних поверхностей цилиндров | 1940 |
|
SU61105A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
