1
(21)4249784/25-27
(22)27.05.87
(46) 30.08.89. Бюл. № 32
(71)Всесоюзный проектно-технологи- ческий институт по электробытовым машинам и приборам
(72)Ш.Н.Беккерман и Б.К.Сухотерин
(53)621.981.1(088.8)
(56)Авторское свидетельство СССР № 1349842, кл. В 21 D 35/00, 1986.
(54)СПОСОБ ОДНОУГЛОВОЙ ГИБКИ
(57)Изобретение относится к обработке металлов давлением, в частности к гибке листовых деталей. Цель
изобретения - повьшение качества изделия за счет обеспечения попадания отгибаемой полки (П) под уступ пуансона. Ленту предварительно сокращают по длине, формуя канавку с внутренней стороны отгибаемой П. Затем проводят отрезку заготовки, отгибку П и последующую калибровку отогнутой П уступом пуансона и пргисимом. При этом обеспечивается наличие гарантированного зазора между торцом отгибаемой П и уступом .пуансона, что исключает возможность ее заклинивания. 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Способ изготовления гнутых профилей | 1984 |
|
SU1201020A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ П-ОБРАЗНОГО СЕЧЕНИЯ ИЗ ЛИСТА | 1989 |
|
RU1630121C |
| Устройство для гибки длинномерных заготовок из тонколистового материала | 1987 |
|
SU1546194A1 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| Способ штамповки изогнутых деталей с фланцами | 1990 |
|
SU1766558A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ БАЛКИ КОРОБЧАТОГО СЕЧЕНИЯ | 1990 |
|
RU2025162C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ СЕПАРАТОРОВ КРУПНОГАБАРИТНЫХ ПОДШИПНИКОВ | 2002 |
|
RU2226136C2 |
| Штамп для получения из листового материала изделий с отогнутыми участками | 1982 |
|
SU1055563A1 |
| Способ изготовления гнутых @ -образных профилей | 1985 |
|
SU1233983A1 |
Изобретение относится к обработке металлов давлением , в частности, к гибке листовых деталей. Цель изобретения - повышение качества изделия за счет обеспечения попадания отгибаемой полки /П/ под уступ пуансона. Ленту предварительно сокращают по длине, формуя канавку с внутренней стороны отгибаемой П. Затем проводят отрезку заготовки, отгибку П и последующую калибровку отогнутой П, уступом пуансона и прижимом. При этом обеспечивается наличие гарантированного зазора между торцом отгибаемой П и уступом пуансона, что исключает возможность ее заклинивания. 4 ил.
Изобретение относится к обработке, металлов давлением, в частности к гибке листовых деталей.
Цель изобретения - повышение качества изделия за счет обеспечения попадания отгибаемой полки под уступ пуансона.
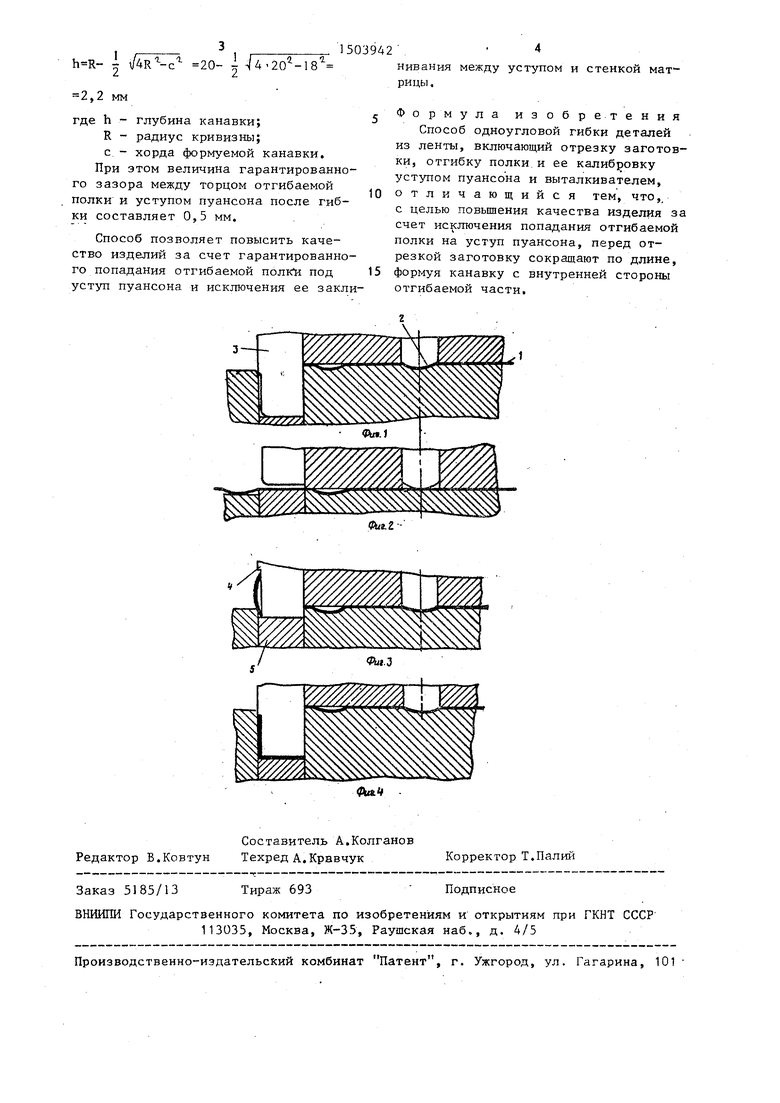
На фиг. 1 представлена формовка канавки; на фиг. 2 - перемещение заготовки на шаг подачи; на фиг. 3 - отрезка заготовки и отгибка полки; на фиг. 4 - калибровка отгибаемой полки.
Способ осуществляется следующим образом.
Ленту 1 подают в штамп и сокращают по длине, формуя канавку 2 с внутренней стороны отгибаемой полки. Затем отформованный участок ленты подают на позицию отрезки, отгибки и калибровки. Ходом пуансона 3 вниз осуществляют отрезку заготовки и одновременно отгибают отформованный
З асток. После гибки отогнутый участок попадает под уступ 4 пуансона 3. При дальнейшем ходе пуансона калибруют отогнутый участок уступом 4 пуансона 3 и выталкивателем 5.
Пример. Пусть необходимо получить изделие из ленты толщиной 2 мм, радиусом гиба 2 мм и размерами полок 25 и 30 мм. При этом развернутая длина отрезанной заготовки составит 51,46 мм.
Учитывая, что максимальная утяжка заготовки силами трения при гибке не превьшает 1,5 мм для толщины ленты 2 мм, перед отгибкой сокращают заготовку по длине на 2 мм, Конец отгибаемой полки оставляют прямым длиной 3 мм, тогда длина участка для формовки равна 20 мм, а хорда формуемой канавки - 18 мм.
Принимая радиус кривизны канавки 20 мм, получаем, что ее глубина равна
сг
Редактор В.Ковтун
Составитель А.Колганов Техред А. Кравчук
Заказ 5185/13
Тираж 693
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фиг.2Корректор Т.Палий
Подписное
