Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении относительно коротких ступенчатых деталей на одно- и двух- ударных холодно-высадочных автоматах.
Цель изобретения - расщирение технологических возможностей высадочных автоматов при изготовлении ступенчатых деталей с отнощением высоты к диаметру исходной заготовки, не превышающим единицы.
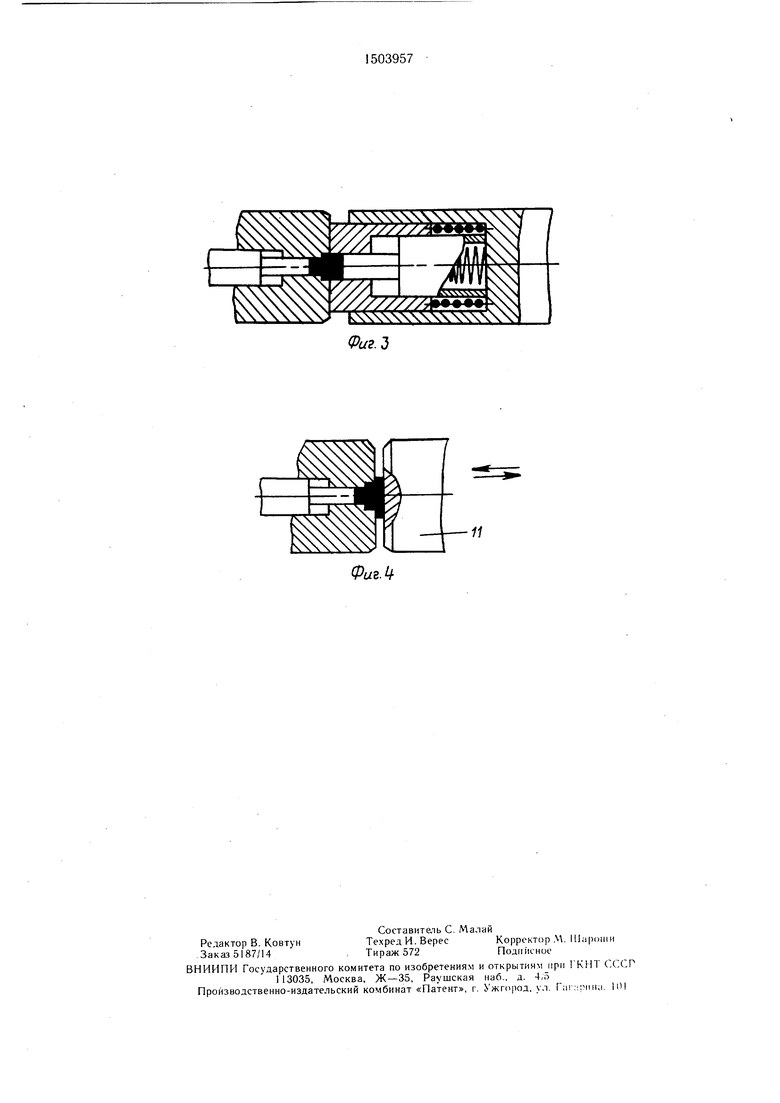
На фиг. 1 изображена схема процесса изготовления ступенчатой детали в момент перемещения заготовки из полости ножа в полость матрицы; на фиг. 2- - начало процесса выдавливания первой ступени; на фиг. 3 - окончание процесса выдавливания первой ступени; на фиг. 4 -«формирование головки детали.
Устройство для реализации способа содержит заготовку 1, матрицу 2, отрезной нож 3, скользящий сердечник 4, подпружиненный пуансон 5, корпус 6 пружины 7 и 8, прижим 9, толкатель 10, пуансон II второго удара.
Изготовление ступенчатой детали происходит- следующим образом.
Отрезной нож 3 переносит отрезанную заготовку 1 на позицию высадки. Корпус пуансона первого удара 6 со встроенными и подпружиненными относительно него скользящим сердечником 4 и подпружиненным пуансоном 5 совершает рабочий ход. Подпружиненный пуансон 5, упираясь в плоскость ножа 3, сжимает пружину 8, а скользящий сердечник 4 переталкивает заготовку 1 из полости ножа 3 в полость матрицы 2 с размерами, соответствующими размерам второй ступени детали, и удерживает ее, сжимая пружину 7. Согласно цикло- грам.ме работы автомата отрезной нож 3, преодолевая усилие прижима 9, отходит в исходное положение, давая возможность no.inpy- жиненному пуансону 5 своей внутренней поверхностью полностью охватить згиютовку 1. При дальнейщем перемещении корпуса 6 скользяншй сердечник 4 упирается в дно корпуса, производя выдав. щвание первой ступени. Далее корпус пуансона первого удара 6
сл
о
00
со сд
во; .в):миается в исходное положение, на по- зиник) 1 ысадки устанавливается пуансон 11 BTO|)(jro удара, производя высадку головки детали. Готовая деталь извлекается из мат- 2 толкателем 10. На позицию высадки подходит отрезной нож 3 с новой заготовкой 1 и цикл получения ступенчатой детали повторяется.
Применение предлагаемого способа высадки стержневых ступенчатых деталей позволит высаживать на одно- и двухударных автоматах коротких заготовок с отношением высоты к диаметру, не превышающим единицы.
Формула изобретения
Способ изготовления стержневых ступенчатых деталей двумя ударами за один пере0
5
ход, при котором первым ударом подпружи- неного пуансона с сердечником оформляют стержневую часть, а вторым - головку детали, отличающийся тем, что, с целью расширения технологических возможностей при высадке изделий на одно- и двухударных холодновысадочных автоматах, в качестве исходной заготовки используют заготовку с отношением высоты к диаметру, не превы- шаюшим единицы, при этом диаметр заготовки равен диаметру второй ступени детали, а заготовку перед первым ударом устанавливают в полость матрицы, соответствующую второй ступени, удерживают и высаживают первую ступень подпружиненным сердечником пуансона первого удара.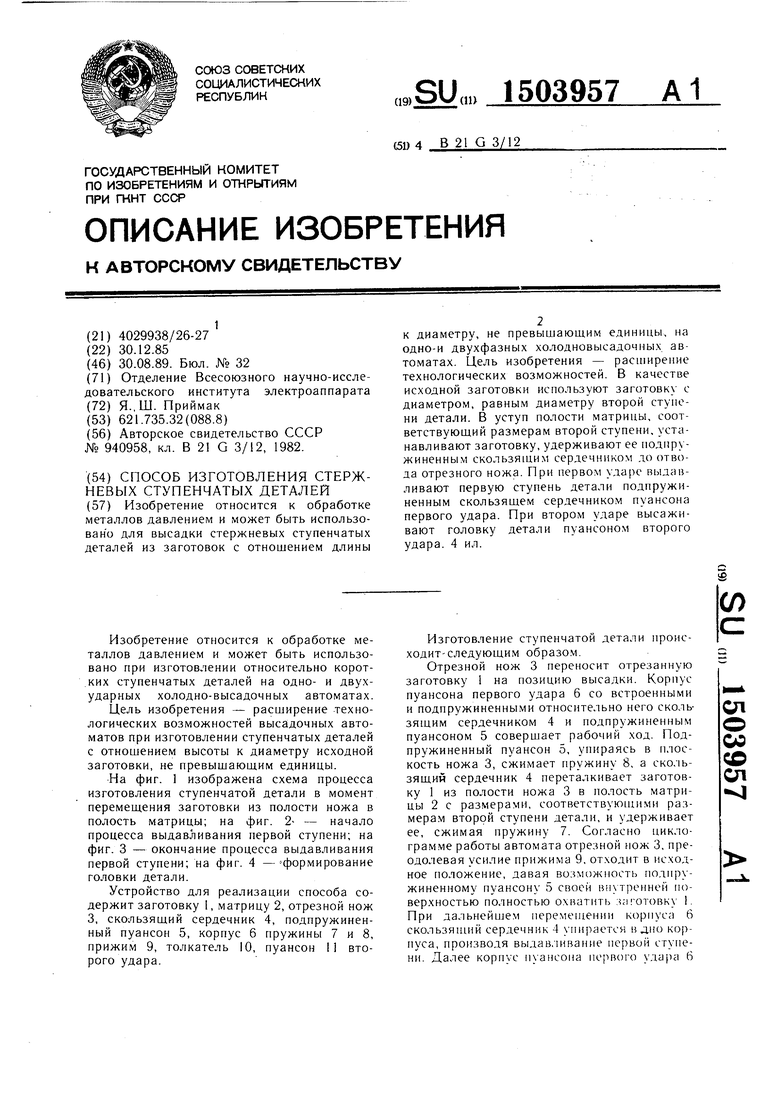

| название | год | авторы | номер документа |
|---|---|---|---|
| Холодновысадочный автомат для изготовления полупустотелых заклепок | 1989 |
|
SU1632599A1 |
| СПОСОБ ВЫСАДКИ ДЕТАЛЕЙ С ПРЯМЫМ ШЛИЦЕМ НА ГОЛОВКЕ | 1992 |
|
RU2039625C1 |
| Двухударный однопозиционный автомат для холодной высадки деталей стержневого типа | 1982 |
|
SU1084102A1 |
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| СПОСОБ ВЫСАДКИ ДЕТАЛЕЙ С ПРЯМЫМ ШЛИЦЕМ НА ГОЛОВКЕ | 1992 |
|
RU2016691C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2000 |
|
RU2175277C1 |
| Гвоздильный автомат | 1981 |
|
SU988432A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА | 2023 |
|
RU2819479C1 |
| Способ высадки деталей с прямым шлицем на головке | 1990 |
|
SU1784391A1 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для высадки стержневых ступенчатых деталей из заготовок с отношением длины к диаметру, не превышающим единицы, на одно-и двухфазных холодновысадочных автоматах. Цель изобретения - расширение технологических возможностей. В качестве исходной заготовки используют заготовку с диаметром, равным диаметру второй ступени детали. В уступ полости матрицы, соответствующий размерам второй ступени, устанавливают заготовку, удерживают ее подпружиненным скользящим сердечником до отвода отрезного ножа. При первом ударе выдавливают первую ступень детали подпружиненным скользящим сердечником пуансона первого удара. При втором ударе высаживают головку детали пуансоном второго удара. 4 ил.
10
Фиг. 1
Фаг.Ъ
11
Фиг. Ц
| Способ изготовления крепежных деталей типа стержня с головкой | 1980 |
|
SU940958A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
