Изобретение относится к обработке ме- тал;1ов давлением и .может быть использовано при накатывании зубчатых профилей на цилиндрических заготовках.
Целью изобретения является расщирение технологических возможностей за счет увеличения диапазона размеров обрабатываемых заготовок.
На фиг. 1 изображена схема накатывания профилей по предлагаемому способу; на фиг. 2 - часть одного из возможных устройств для реализации способа, аксонометрия.
Заготовку 1 цилиндрической формы перемещают между неподвижным накатным инструментом - закрепленной неподвижно плоской плащкой 2 и возможным накатным инструментом - роликом 3, установленным с возможностью вращения в подвижной обойме 4. В процессе накатывания вращающемуся ролику вместе с обоймой сообщается поступательное движение со скоростью, равной линейной скорости движения заготовки. Синхронно с роликом перемещается толкатель 5. Равенство скорости ролика, заготовки и толкателя соблюдается при любом диаметре заготовок, что позволяет обрабатывать детали, находящиеся в широком диапазоне размеров.
Пример. Накатывание требуемого профиля на отдельном участке длинной заготовки осуществляется следующим образом. Заготовка устанавливается между непод вижной плащкой и подвижным роликом. после чего подвижному ролик сообщаете;: вращение за счет его взаимодействия с -;,: готовкой и линейное перемещение со скоростью, равной линейной скорости псре- мещенкя заготовки. эт(1м на отдельном участке заготовки формируется требуемый профи, 1ь, а толкатель, перемещаясь синхронно с роликом, обеспечивает постяш х-ю
СЛ О О1
сз
и;
CD
поддержку и необходимое положение заготовки в горизонтальной плоскости.
Предлагаемый способ позволяет расширить диапазон размеров обрабатываемых заготовок и обеспечивает накатывание профилей с помощью накатного инструмента простой конструкции.
Формула изобретения
вращающимся роликом и неподвижной плашкой и формируют на ней требуемый профиль с постоянной поддержкой в процессе формирования, отличающийся тем, что, с целью расширения технологических возможностей за счет увеличения диапазона размеров обрабатываемых заготовок, вращающемуся ролику сообщают дополнительно поступательное перемещение в направлении накатывания, причем линейную ско- Способ накатывания зубчатых профилей, рость ролика выбирают равной линейной при котором заготовку перемещают междускорости перемещения заготовки.
вращающимся роликом и неподвижной плашкой и формируют на ней требуемый профиль с постоянной поддержкой в процессе формирования, отличающийся тем, что, с целью расширения технологических возможностей за счет увеличения диапазона размеров обрабатываемых заготовок, вращающемуся ролику сообщают дополнительно поступательное перемещение в направ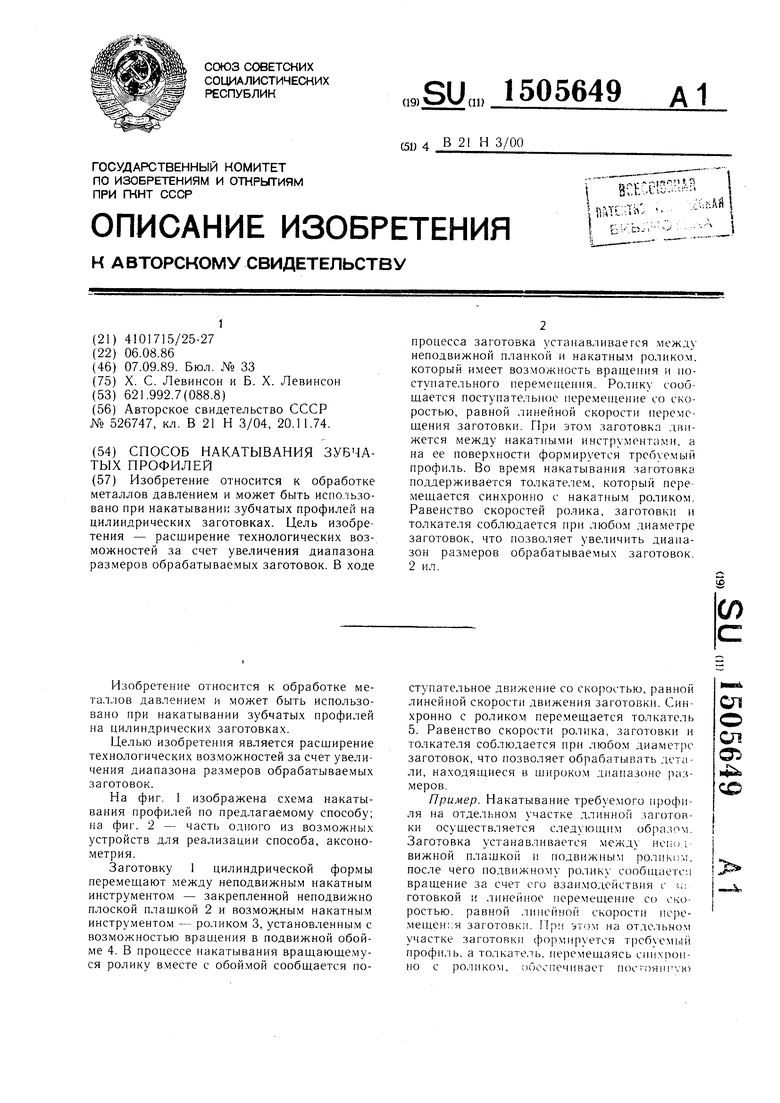

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок-автомат для накатывания резьбы | 1976 |
|
SU738733A1 |
| Способ накатывания резьбовых профилей двумя роликами | 1989 |
|
SU1726100A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| Резьбонакатной инструмент | 1980 |
|
SU919796A1 |
| Резьбонакатная регулируемая плашка | 1982 |
|
SU1094658A1 |
| Инструмент для накатывания зубчатых профилей | 1988 |
|
SU1516208A1 |
| УСТРОЙСТВО ДЛЯ НАКАТКИ РЕЗЬБЫ НА ЗАГОТОВКАХ | 1937 |
|
SU52492A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |
| Линия для изготовления крепежных деталей | 1987 |
|
SU1503958A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при накатывании зубчатых профилей на цилиндрических заготовках. Цель изобретения - расширение технологических возможностей за счет увеличения диапазона размеров обрабатываемых заготовок. В ходе процесса заготовка устанавливается между неподвижной планкой и накатным роликом, который имеет возможность вращения и поступательного перемещения. Ролику сообщается поступательное перемещение со скоростью, равной линейной скорости перемещения заготовок. При этом заготовка движется между накатными инструментами, а на ее поверхности формируется требуемый профиль. Во время накатывания заготовка поддерживается толкателем, который перемещается синхронно с накатным роликом. Равенство скоростей ролика, заготовки и толкателя соблюдается при любом диаметре заготовок, что позволяет увеличить диапазон размеров обрабатываемых заготовок. 2 ил.
777
| Газовый резак с внешним смешанием газов | 1974 |
|
SU526747A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
