Фи2.1
Изобретение относится к изготовлению реззшовых технических изделий и может быть использовано при стыковка резинотканевых лент методом холодной вулканизации.
Цель изобретения - повышение прочности соединения.
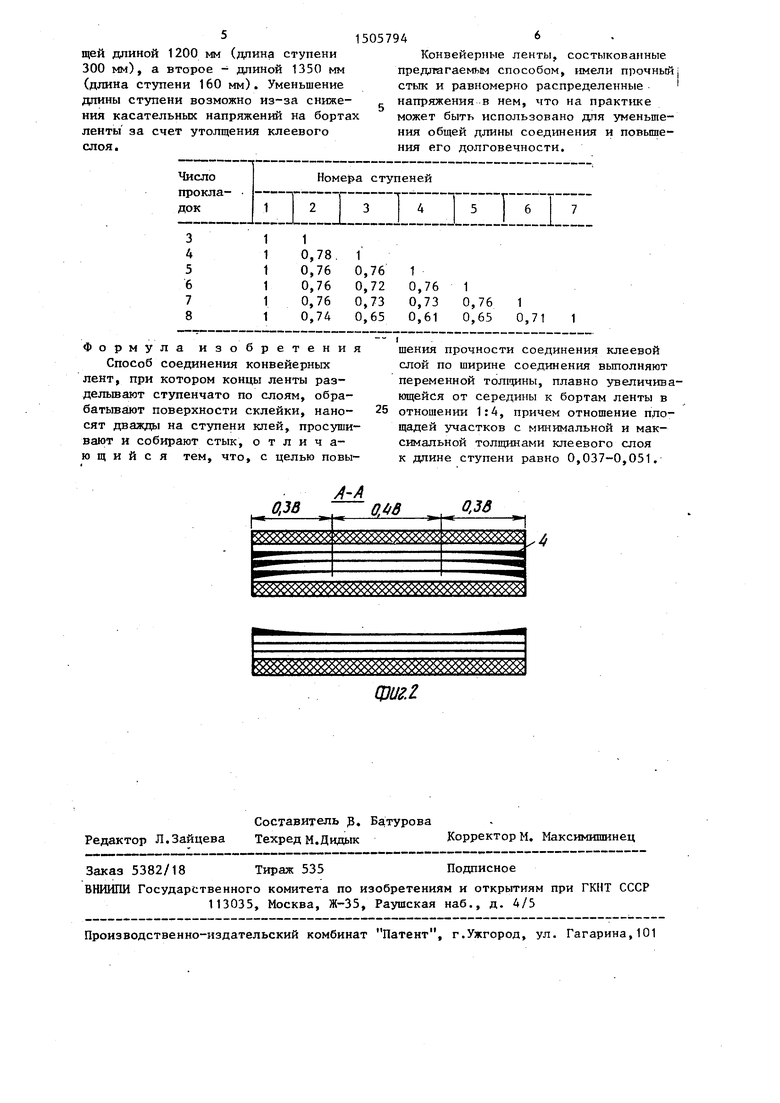
На фиг. 1 изображен стык конвейерной ленты, продольный разрез; на фиг. 2 - то же, поперечный разрез.
Предотагаемый способ может быть осуществлен следующим образом.
Соединяемые концы 1 и 2 конвейерной ленты ступенчато раздельтают, обрабатьгаают (шерохуют, обезжиривают, сзшат) и осуществляют промазку клеем по всем ступеням 3. Затем наносят клей до образования клеевого слоя 4, имеющего переменную толщину по ширине соединения. Толщину слоя плавно увеличивают от середины к бортам ленты в отношении 1:4. Плавное увеличение толщины клеевого слоя 4 к бортам ленты осзтцествляют от среднего з астка конвейерной ленты, равного 0,4 ее ширины, к приборто- вым участкам, равным 0,3 ее ширины. Отношение размеров участков с мини мальной и максимальной тол11щнами клеевого слоя к дпине ступени равно 0,037-0,051. Длины ступеней определяют из условия прочности стыкового соединения (прочность стыкового соединения по склейке должна быть равна 0,8:1,0 прочности конвейерной ленты). Длины крайних ступеней равны
, «ин
, /иакс
17 150 мм, 17 э 00 мм. Дли- ны средних ступеней выбирают по соотношениям в зависимости от длин крайних ступеней. Эти соотношения ступеней приведены в таблице.
При отношении размеров участков к длине ступени менее 0,037 нарушается монолитность клеевого слоя и, следовательно, з еНьшается прочность Соединения, При отношении более О,,051 ухудшается режим обработки соединения, что также приводит к
снижению прочности соединения. 1
Для снижения, величины касательных напряжений на краях ленты (стьг- ка.) до уровня напряжений средней части ступеней необходимо утолщение клеевого слоя на бортах ленты, а для избежания скачкообразного изменения- величины касательных напряжений по ширине ступеней и стыкового соедине10
15
20
25
1503794
ния необходимо осуществить плавное
увеличение толщины клеевого слоя на всех ступенях от их середины до краев стыка.
Для снижения касательных напряжений на краях стыка на 15-36% необходимо увеличение толщины клеевого слоя в 2-4 раза по сравнению с толщиной по середине стыка. Этого эффекта можно достичь при нанесении клея полосами вдоль ступеней от середины к краям стыка. Такая последователь- . ность нанесения клея позволяет более плавно набрать геобходимую толщину клеевого слоя на краях стыка и более равномерно распределить касательные напряжения по ширине соединения.
В соответствии с проведенными экспериментами расход клея на один квадратный метр стыкуемой поверхности составляет в среднем 2,3 кг. Из общей клеевой массы четыре из пяти долевых частей, присутствуюш 1х в качестве растворителя, улетучиваются, а остается в твердом состоянии одна пятая часть, или 0,46 кг.
.Пример. Соединяли конвейерные ленты типа 2РТ-1000-6БКНЛ-150- , 4,5-2-0 (ГОСТ 20-85) методом холодной вулканизации с применением клея 51К-38.
Соединяемые концы разделывали Ступенчато, шероховали, обезжиривали и сушили, затем наносили клей в следздощей последовательности.
Сначала полосы клея шириной 20- 30 мм (длина ступени 200 мм) наносили кистью на края стыка соединяемых концов лент с последующим перемещением к середине. Сушку каждой из полор продолжали 15 мин при 23 С. После чего наносились последующие клеевые слои от краев ленты с уменьшением толщины к середине ленты. Последний слой наносили путем одновременной промазки по всей площади стыка. Сушку последних кле-, евых промазок осуществляли в течение 5-7 мин при . Нанесение клеевого слоя второго конца стыка осуществляли в обратной последовательности с теми же режимами сушки. Затем соединяемые концы лент накладывали один на другой и вся площадь стыка простукивалась резиновым молотком для полного прижатия концов лент.
Предлагаемым способом изготовлено два соединения; одно соединение об30
35
40
45
50
55
щей длиной 1200 мм (длина ступени 300 мм), а второе - длиной 1350 мм (длина ступени 160 мм). Уменьшение длины ступени возможно из-за снижения касательных напряжений на бортах ленты за счет утолщения клеевого слоя.
15057946
Конвейерные ленты, состыкованные предлагаемым способом, имели прочный стык и равномерно распределенные . напряжения в нем, что на практике может быть использовано для уменьшения общей длины соединения и повышения его долговечности.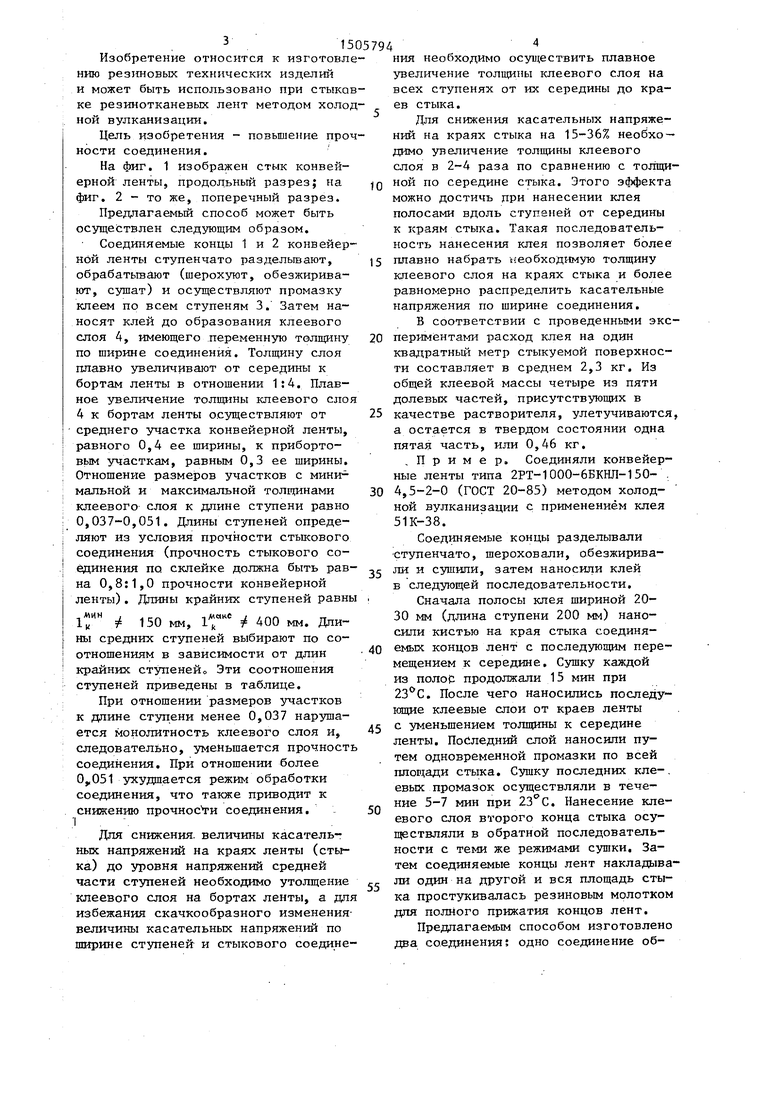
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стыковки конвейерных лент | 1991 |
|
SU1803357A1 |
| Стыковое соединение конвейерных лент | 1990 |
|
SU1810369A1 |
| Стыковое соединение конвейерной ленты | 1991 |
|
SU1831462A3 |
| Способ соединения концов конвейерной ленты | 1991 |
|
SU1826980A3 |
| Способ соединения конвейерных лент | 1985 |
|
SU1270018A1 |
| Способ стыковки многослойных конвейерных лент | 1985 |
|
SU1328618A1 |
| Способ соединения конвейерных лент | 1988 |
|
SU1502402A1 |
| Способ стыковки многослойных лент | 1985 |
|
SU1344625A1 |
| Способ соединения конвейерных лент | 1983 |
|
SU1106678A1 |
| Соединение концов резинотросовой ленты конвейера | 1990 |
|
SU1803639A1 |
Изобретение касается изготовления резиновых технических изделий и может быть использовано при стыковке резинотканевых лент методом холодной вулканизации. Цель изобретения - повышение прочности соединения. Для этого клеевой слой 4 по ширине соединения выполняют переменной толщины. Его толщину плавно увеличивают от середины к бортам ленты в отношении 1:4. Оношение площадей участков с минимальной и максимальной толщинами клеевого слоя 4 к длине ступеней 3 соединяемых концов 1 и 2 конвейерной ленты выбрано равным 0,037 ... 0,051. 2 ил.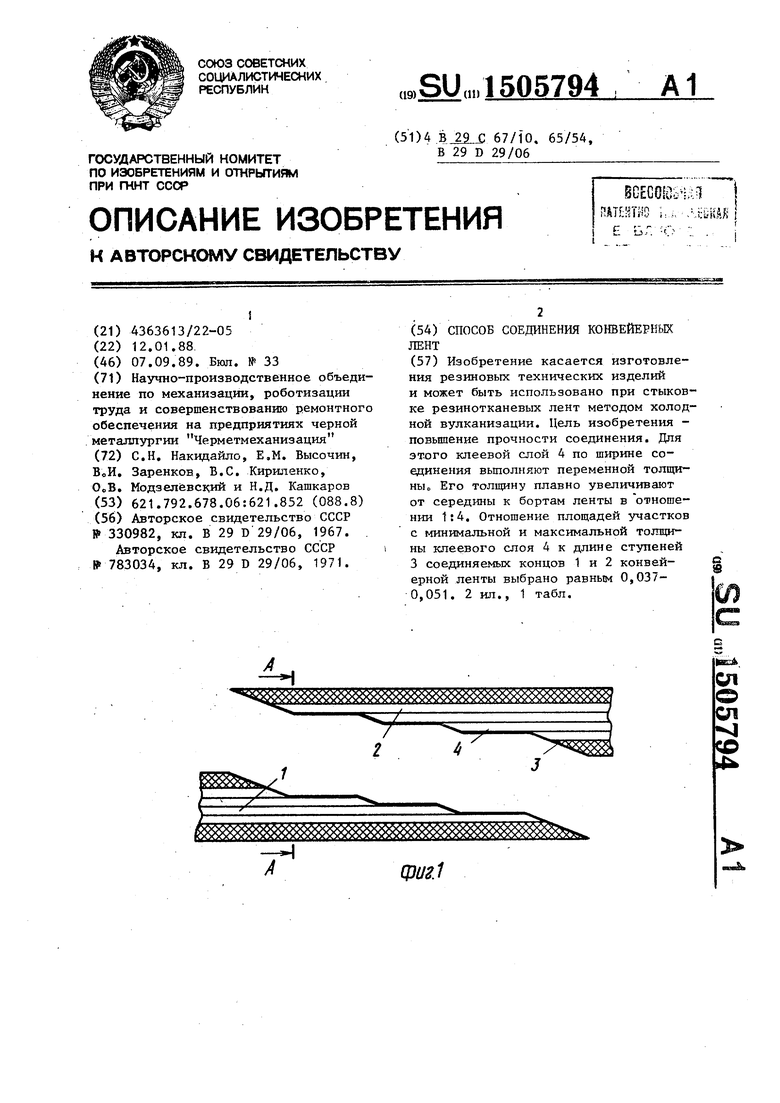
Формула изобретения
Способ соединения конвейерных лент, при котором концы ленты раз- дельшают ступенчато по слоям, обра- батьтамт поверхности склейки, наносят дважды на ступени клей, просушивают и собирают стык, отличающийся тем, что, с целью повы0,3В
/J-A
56665566650 ХЯЯЯ$«Я$ У9;66«$ 9%6566665
Я 065 ЯЯЯЯ 0 %55555555 Я$б5
шения прочности соединения клеевой слой по ширине соединения вьшолняют переменной толгцины, плавно увеличивающейся от середины к бортам ленты в отношении 1:4, причем отношение площадей участков с минимальной и максимальной толщинами клеевого слоя к длине ступени равно 0,037-0,051,
О.Зд
фиг.
| СПОСОБ СОЕДИНЕНИЯ ПРОРЕЗИНЕННЫХ ТРАНСПОРТЕРНЫХЛЕНТ | 0 |
|
SU330982A1 |
| Солесос | 1922 |
|
SU29A1 |
| Способ стыковки многослойных лент | 1978 |
|
SU783034A1 |
| Солесос | 1922 |
|
SU29A1 |
