Изобретение относится к обработке металлов давлением, в частности к технологическим смазкам, и может быть использовано в качестве смазки наружной поверхности заготовок при прошивке и прессовании никель- вольфрамо-кобальтовых сплавов в температурном интериале 1080-1150°С.
Целью изобретения является повышение качества обработанной .поверхности, снижение усилий прессования за счет повьшения способности смазки растворять окалину на поверхности никель-вольфрамо-кобальтовых сплавов.
Триполифосфат натрия вводится в состав смазки для повышения хими- ческой активности расплава, т.е. для растворения окалин на поверхности никель-вольфрамо-кобальтовых сплавов и, соответственно, улучшения технико- экономических показателей процесса прессования.
Для приготовления используют триполифосфат натрия и стеклянную фритту следующего состава, мас.%: окись алюминия 0,5-7,5; окись кальция З-Ю; окись натрия 22-32; трехокись бора 1,5-4,5-, окись калчк 4-7, трехокись железа 1-6, окись кобальта 0,1-0,3; окись кремния остальное до 100.
СП
о
СП
со
Од 4
3150
Приготовление предлагаемой смазк производят путем предварительного измельчения стеклянной фритты до размера частиц менее 0,4 мм t последующим смешением в смесителе с триполифосфа том натрия.
Предлагаемую и известную смазки перед прессованием наносят на наружную поверхность заготовок обкаткой их на наклонном столе по слою порошка смазки или напылением на вращающуюся вокруг продольной оси заготовку, после чего заготовку помещают во втулку контейнера трубопрофильного пресса и выпрессовьшают в трубу.
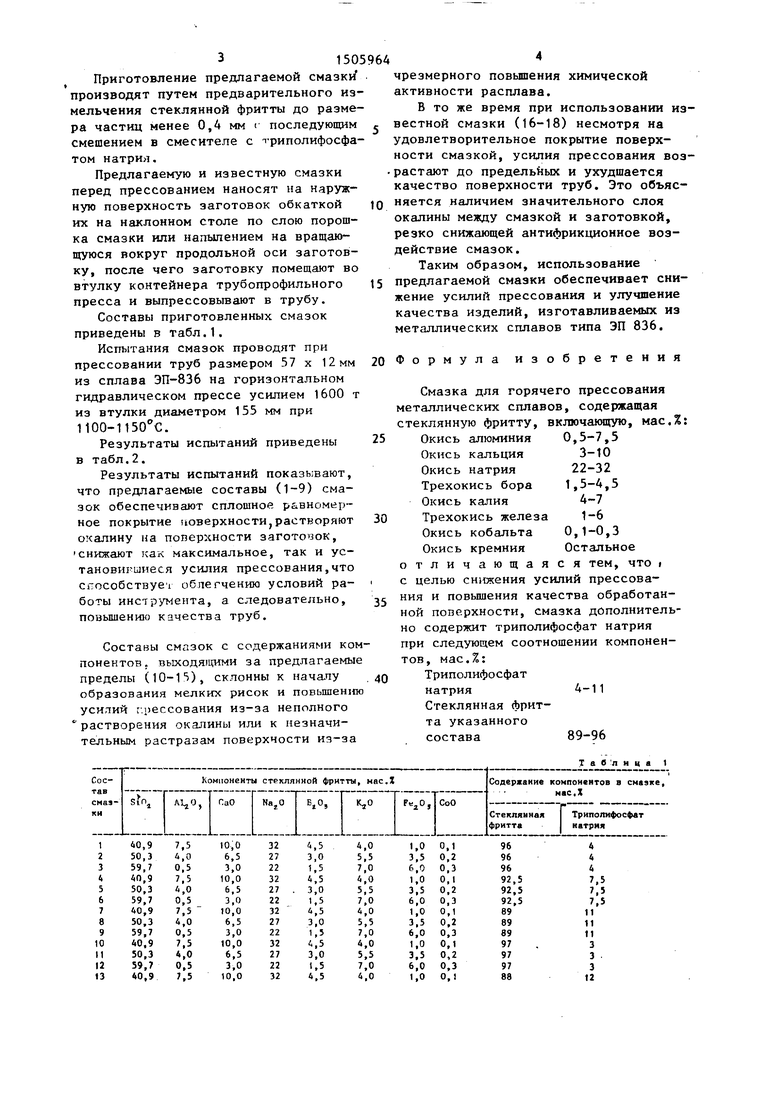
Составы приготовленных смазок приведены в табл.1.
Испытания смазок проводят при прессовании труб размером 57 к 12мм из сплава ЭП-836 на горизонтальном гидравлическом прессе усилием 1600 т из втулки диаметром 155 мм при 1100-1150 С.
Результаты испытаний приведены в табл.2.
Результаты испытаний показывают, что предлагаемые составы (1-9) смазок обеспечивают сплошное равномерное покрытие поверхности,растворяют окалину на поверхности заготовок, снижают как максимальное, так и ус- тановигшнеся усилия прессования,что способствуеч облегчению условий работы инструмента, а следовательно, повышению качества труб.
Составы смазок с содержаниями компонентов, вьгходя С(ими за предлагаемые пределы (IO-1 i), склонны к началу образования мелких рисок и повьшению усилий г.рессования из-за неполного растворения окалины или к незначительным растравам поверхности из-за
0
5
чрезмерного повышения химической активности расплава.
В то же время при использовании известной смазки (16-18) несмотря на удовлетворительное покрытие поверхности смазкой, усилия прессования возрастают до предельных и ухудшается качество поверхности труб. Это объясняется наличием значительного слоя окалины между смазкой и заготовкой, резко снижающей антифрикционное воздействие смазок.
Таким образом, использование предлагаемой смазки обеспечивает снижение усилий прессования и улучшение качества изделий, изготавливаемых из металлических сплавов типа ЭП 836.
0 Формула изобретения
Смазка для горячего прессования металлических сплавов, содержащая стеклянную фритту, включающую, мас.%:
5
0
0,5-7,5
3-10
22-32
1,5-4,5
4-7
1-6
0,1-0,3 Остальное : я тем, что i
3
0
Окись алюминия
Окись кальция
Окись натрия
Трехокись бора
Окись калия
Трехокись железа
Окись кобальта
Окись кремния отличающая с целью снижения усилий прессования и повышения качества обработанной поверхности, смазка дополнительно содержит триполифосфат натрия при следующем соотношении компонентов, мас.%:
Триполифосфат
натрия4-11
Стеклянная фритта указанного
состава 89-96
а в :л н
1505964
6
Продолжение табд.2

| название | год | авторы | номер документа |
|---|---|---|---|
| Стеклосмазка для горячей деформации металлов | 1978 |
|
SU681909A1 |
| Стеклосмазка для горячей деформации металлов | 1978 |
|
SU681910A1 |
| Стеклосмазка для прошивки стальных заготовок | 1977 |
|
SU710246A1 |
| Смазка для горячего гидропрессования металлов | 1983 |
|
SU1113403A1 |
| Смазка для горячего прессования металлов | 1983 |
|
SU1121287A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2298581C2 |
| Смазка для горячей обработки металлов давлением | 1989 |
|
SU1804942A1 |
| Смазку для горячей обработки металлов | 1974 |
|
SU499291A1 |
| Стеклосмазка для иглы при горячем прессовании полых изделий | 1977 |
|
SU654676A1 |
| Технологическая смазка для горячей обработки металлов давлением | 1988 |
|
SU1616979A1 |
Изобретение относится к смазочным составам , в частности, к смазке для горячего прессования металлических сплавов, которая может быть использована в качестве смазки наружной поверхности заготовок при прошивке и прессовании никель - вольфрамокобальтовых сплавов в температурном интервале 1080-1150°С. Цель - снижение усилий прессования и повышение качества обработанной поверхности. Смазка содержит стеклянную фритту, которая включает, мас.%: окись алюминия 0,5-7,5, окись кальция 3-10, окись натрия 22-32, трехокись бора 1,5-4,5, окись калия 4-7, трехокись железа 1-6, окись кобальта 0,1-0,3, окись кремния остальное. Смазка дополнительно содержит триполифосфат натрия при следующем соотношении компонентов, мас.%: триполифосфат натрия 4-11, стеклянная фритта указанного выше состава 89-96. 2 табл.
Редактор Н.Гуньке
Составитель Е.Пономарева
Техред М.Моргентал Корректор М.Самборская
Заказ 5391/26
Тираж 4А6
ВНИШШ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производствеяно-нздательский комбинат Патент, г.Ужгород, ул. Гагарина,101
Подписное
| Авторское свидетельство СССР № 1150944, кл | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| , Авторское свидетельство СССР № 681909, кл | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Стеклосмазка для горячей деформации металлов | 1978 |
|
SU681910A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
