3150
Способ осуществляют следующим обратом,,
Подготовка к поверке Устанавливают размах записи графопостроителя В-20П мм по оси Y при токе 5 мА, по оси X - 0,05 с/ммо
Поверка весов. Включает конвейер и нагружают загрузочным устройством материалом всю ленту, кроме мерного участка между метками М и М . Фиксируют показания весов 9 на ненагруженном мерном участке. Начало и конец мерного участка отмечается на диаграмме графопостроителя 4 отмет- камио Затем загр -ткают ленту конвейера материалом, включая и мерный участок, и вновь фиксируют показания весов 9 на мерном участке г. После прохождения мерного участка через весы 5 конвейер останавливают. С помощью отсекателя снимают материал с трех зон ленты мерного участка Длина каждой зоны съема 21, т.е равна удвоенной длине весового участка лен- ты. Снятый материал взвешивают на образцовых весах и определяют среднюю погонную нагрузку:
- (q ,+ q)/2o
На диг1грамме графопостроителя 4 относительно временных мерок отмечают участки, на которых регистрируются показания весов при перемещении ленты на длину одного весового уча- стка 1 с усреднением двух сменяющих друг друга проб q и q По записи на диаграмме определяют среднее значение текущей производительности а; с у гетом записи сигнала при не- нагруженном мерном участке.
Скорость ленты определяют как частное от деления длины 1 мерного участка на время J его перемещения по весам:
V - 1„/ .
Погрешность весов 9 в каждой зоне снятия проб определяют по формуле
Л
0. Q Г
100%,
производительность конвейера в зоне отбора материала, вычисленная по записи 55 графопостроителя, т/ч; производительность конвейера, полученная по результатам отбора и взвешивания материала, т/ч.
Р
Q «чкс --д.
а - среднее значение амплитуды записи в зоне отбора пробы, мм;
А - наибольшее значение выбранной амплитуды записи,мМо
Qj 3,6 ,
где q - усредненная нагрузка в зоне отбора пробы кг/м;
V - скорость ленты конвейера в зоне отбора пробы, м/с. Процесс поверки выполняется в трех точках диапазона изменения погонной нагрузки в пределах 20 - 100% от номинального значения
Рассмотрим пример при следующих параметрах конвейера; погонная нагрузка q | 5000 Н/м, погонный вес ленты q я -Н/м, угол наклона конвейера /i 18°, коэффиициент сопротивления движению W 0,04, длина весового участка 1 1 м, разность уровней установки весового и стационарных роликов h 0,0005 м,расстояние места установки весов от натяжного барабана L 200 м.
Натяжение ленты в месте установки весов по предлагаемому способу при нагружении по всей длине конвейера (кроме мерного участка 1 vv мм):
С L(q г q - 1л.Я rlCcos/bw + + sin ) 386280 Но
Методическая погрешность поверки на 100% номинальной нагрузки по предлагаемому способу
200(,)Ь. 0,35%.
Пример. По весам проходит,начиная с метки М, участок ленты длиной 1, и на графопостроителе регистрируется текущая производительность а соответственно за время t 1/v. Две погонные нагрузки (линейные плотности), сменяющие при этом друг друга над весовым роликом q 300 кг и q. 350 кг, усредняются, Тов. фактическое воздействие на весы будет
qo (q, - q,)/2 325
кг.
При снятии и взвешивании на цовых весах пробы материала по стному способу только с одного ка длиной,, т.во q, 300 кг, решность поверки составит
fcr
ion -Е
.3j - 3 q
Применение предлагаемого способа полностью исключает эту составляющую погрешности. Формула изобретения
Способ поверки конвейерных весов t5 по авт.св. № 1281916, отличающийся тем, что, с целью повышения точности поверки за счет исключения влияния натяжения леиты коипейе- ра и нерлвиомерных погонных нагрузок, в нем дополнительно фиксируют текущую производительность весов на одном и том же участке ленты, ненагруженном и нагруженном материалом, при нагруженной в обоих случаях ленте по всей остальной длине конвейера, причем фактическую погонную нагрузку, зафиксированную весами в одной зоне съема проб материала, соответствующей длине весового участка,определяют путем усреднения проб, снятых с двух последовательно расположенных и сменяющих друг друга участков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поверки конвейерных весов | 1985 |
|
SU1281916A1 |
| Способ поверки конвейерных весов | 1989 |
|
SU1663445A1 |
| Конвейерные весы | 1987 |
|
SU1569574A1 |
| Способ поверки конвейерных весов | 1977 |
|
SU655906A1 |
| КОНВЕЙЕРНЫЕ ВЕСЫ | 2001 |
|
RU2193759C1 |
| Способ определения производительности ленточного конвейера и устройство для его осуществления | 1982 |
|
SU1167439A1 |
| СПОСОБ ГРАДУИРОВКИ И ПОВЕРКИ КОНВЕЙЕРНЫХ ВЕСОВ | 2005 |
|
RU2289798C1 |
| Устройство калибровки конвейерных весов | 2023 |
|
RU2814786C1 |
| Способ градуировки и поверки конвейерных весов | 1990 |
|
SU1824523A2 |
| Конвейерные весы конвейеров прямого и реверсивного хода | 2016 |
|
RU2625042C1 |
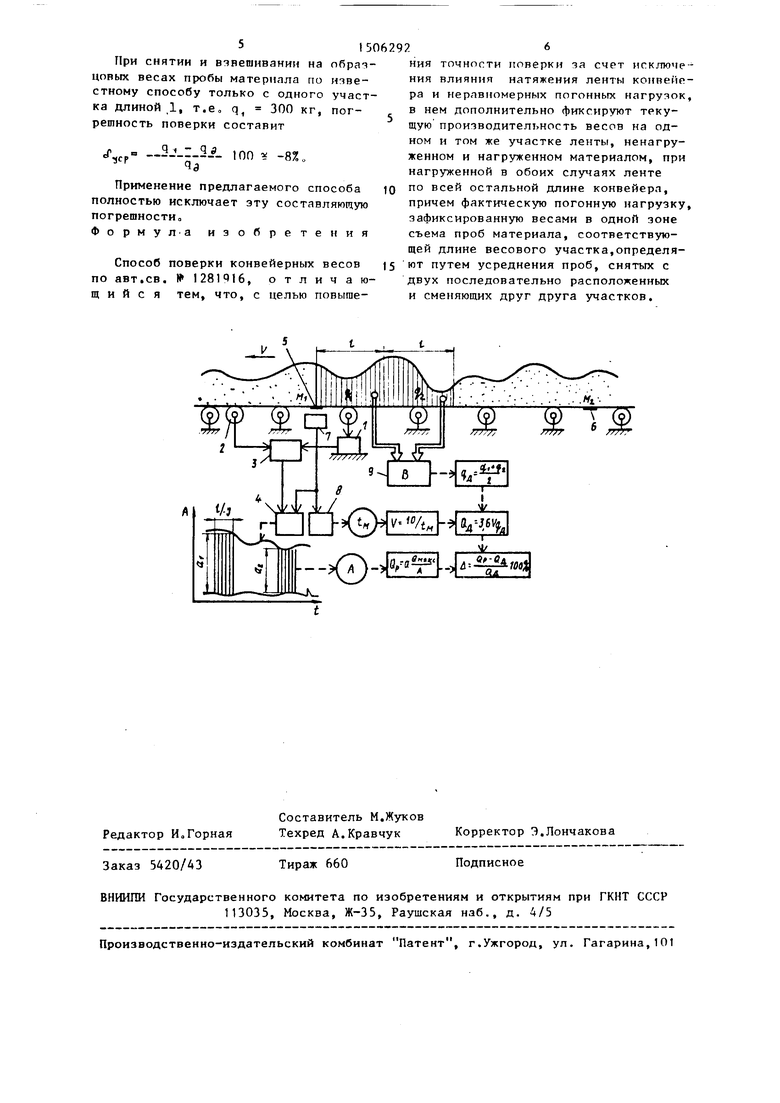
Изобретение относится к весоизмерительной технике , в частности, к способам поверки конвейеров весов. Способ повышает точность поверки за счет исключения влияния натяжения ленты и неравномерных погонных нагрузок. Поверка заключается в сличении результатов измерения текущей производительности конвейера с расчетным ее значением, полученным при измерении массы единичных проб и скорости движения ленты. Непрерывно фиксируют текущую производительность на одном и том же ненагруженном и нагруженном материалом мерном участке ленты при нагруженной в обоих случаях ленте по всей остальной длине конвейера. Фактическую погонную нагрузку, зафиксированную весами в одной зоне съема проб материала, соответствующей длине весового участка, определяют путем усреднения проб, снятых с двух последовательно расположенных и сменяющих друг друга участков. Способ обеспечивает высокую точность поверки при встройке весов в любом месте по длине конвейера и неравномерном расположении материала по длине ленты. 1 ил.
Редактор ИоГорная
Составитель М.Жуков Техред А.Кравчук
Заказ 5420/43
Тираж 660
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Корректор Э.Лончакова
Подписное
| Способ поверки конвейерных весов | 1985 |
|
SU1281916A1 |
