Известны многопозиционные станки вертикального типа для расточки отверстий в платинах часов с неподвижными шпиндельными гоЛОвками и подвижными суппортами с зажимными губками для крепления платим с применением шагового транспортера со штангой для межпозиционного транспортирования платин. Однако эти известные станки требуют применения дополнительных автооператоров для перегрузки платин с транспортера на суппорты, из-за чего увеличивается потеря времени на холостой ход.
В предлагаемом станке в отличие от существующих, штанга транспортера помещена на уровне зажимных губок суппортов и снабжена проходящими между зажимными губками пластинчатыми захватами вильчатой формы, не мешающ ими сквозному вертикальному движению суппортов с закрепленными на них пластинами. Благодаря этому устраняются описанные выше недостатки в существующих станках.
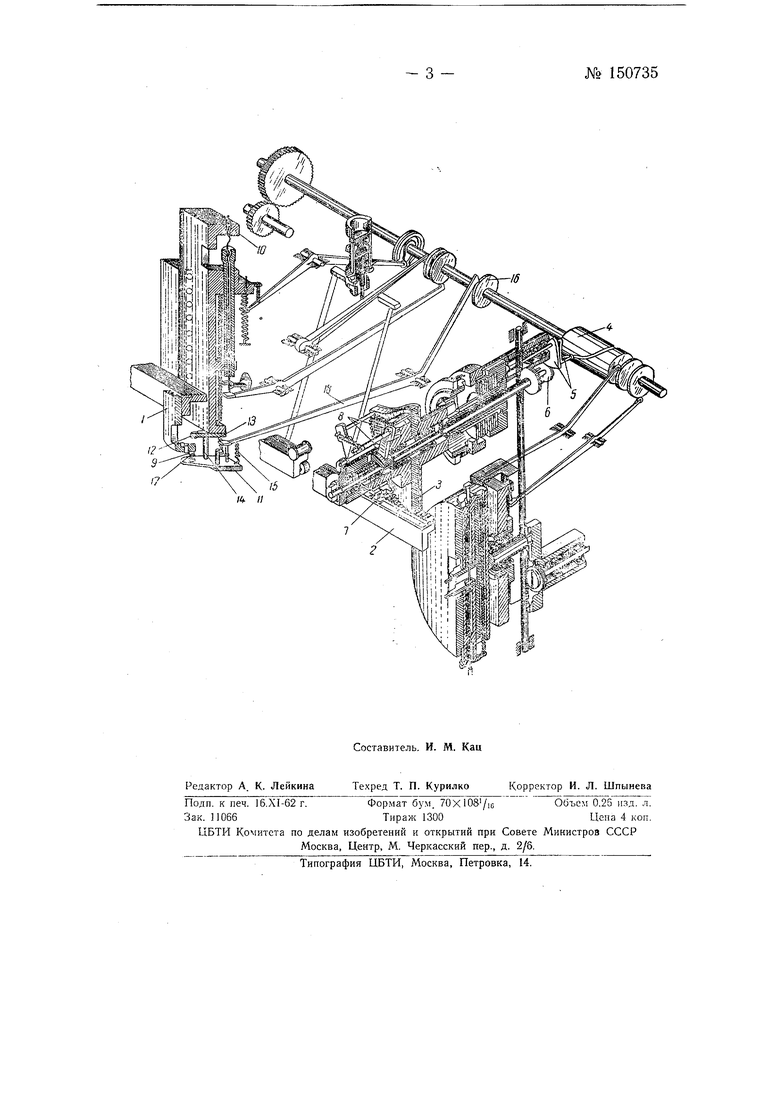
На чертеже изображена кинематическая схема станка.
Передача заготовок с позиции на лозицию производится на автомате манипуляторами /, закрепленными «а штанге 2. Штанга 2, совершающая возвратно-поступательное движение, приводится зубчатым сектором 3, управляемым цилиндрическим кулачком 4 через рычаг с сектором 5 и шестерню 6. Привод транспортировки с механизмом для поворота заготовки занимает одну из позиций автоматаВ крайних положениях штаига 2 фиксируется регулируемыми упорами 7, к которым она подтягивается специальным пружинным натяжным устройством 5 двухстороннего действия.
В манипуляторах 7 заготовка удерживается упругими пальцами 9, захватывающими ее по периферии. Пальцы разводятся самой заготовкой при передаче ее в манипулятор из суппорта 10, Прижим Л которого при этом доводит заготовку до базовой плоскости манипулятора.
№ 150735- 2 -
В суппорте 10 заготовка ориентируется базирующими штифтами 12, входящими в калиброваппые отверстия заготовки, и зажимается между торцом штифтовой пластины 13 и прижимом. Прижим смонтирован в суппорте 10 на скользящих скалках 14, подтянут к штифтовой пластине 13 пружинами 15 и управляется кулачком -16.
С целью повышения производительности манипулятора и суппорта, они выполнены таким образом, что дают возможность полностью совместить холостой возврат манипулятора с временем обработки, для чего в манипуляторе устроен вырез, позволяющий штифтовой пластине суппорта -пронизывать манипулятор. Применение системы передачи заготовок из манипулятора в суппорт и обратно с пронизыванием манипулятора дало также возможность упростить механизм транспортировки, ограничив его функции только переносом заготовок с позиш-я на позищию.
Взятие и отдача суппортом заготовки в манипулятор происходит следующим образом. Манипулятор, принеся заготовку 17 на позицию, останавливается между разведенными штифтовой пластиной суппорта и прижимом- После его остановки, прижим, отпускаемый рычагом /8. подтягивается пружинами вверх к заготовке, поджимая ее .к манипулятору. Одновременно начинает опускаться суппорт и его штифтовая пластина входит в манипулятор, фиксирует базирующими штифтами заготовку и, дойдя своим торцом до заготовки, отрывает ее вместе с прижимом от манипулятора « несет в зажатом состоянии на обработку. При этом штифтовая пластина проходит манипулятор насквозь и беспрепятственно совершает весь холостой возврат за заготовками на предыдущую позицию во время обработки.
Предмет изобретения
Многопозиционный автоматический станок вертикального типа для расточки отверстий в платинах часов с неподвижными шпиндельными головками и подвижными суппортами с зажимными губками для крепления платин с применением шарового транспортера со щтангой для межпозиЦионного транспортирования платин, отличающийся тем, что, с целью устранения необходимости в дополнительных автооператорах для перегрузки платин с транспортера на суппорты и уменьшением потерь времени на холостые хода, штанга транспортера помещена на уровне зажимных губок суппортов и снабжена проходящими между зажимными губками пластинчатыми захватами вильчатой формы, не препятствующими вертикальному сквозному движению суппортов с закрепленными на них платинами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная головка | 1960 |
|
SU149008A1 |
| Устройство для передачи заготовок из накопителя в захват манипулятора | 1986 |
|
SU1359092A1 |
| Транспортное устройство автоматической линии | 1981 |
|
SU1007929A1 |
| Устройство для загрузки станков | 1978 |
|
SU1040713A1 |
| Станок для фрезерования односторонних скосов на торцах зубьев шестерен | 1977 |
|
SU738791A1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1349969A1 |
| Автоматическая линия для механической обработки деталей | 1976 |
|
SU580975A1 |
| Захват автооператора | 1981 |
|
SU1038183A1 |
| Многопозиционный сверлильный автомат | 1977 |
|
SU663499A1 |
| Гибкий производственный модуль | 1988 |
|
SU1673395A1 |