Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей из пруткового материала.
Цель изобретения - повышение производительности и качества полученных деталей.
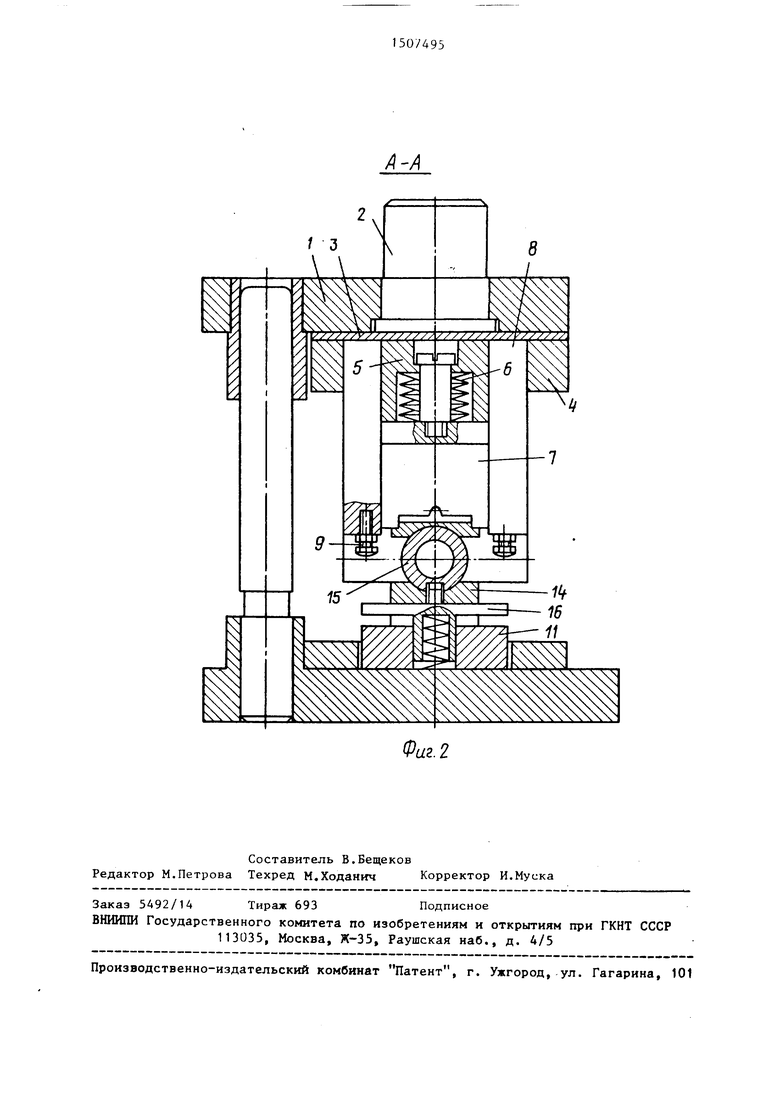
На фиг. 1 представлен штамп, общий ВИД; на фиг. 2 - разрез А-А на фиг. 1.
Штамп содержит верхнюю плиту 1 с хвостовиком 2, прокладкой 3 и держателем 4. В последнем закреплен формующий пуансон 5, подпружиненный пружинами 6, подвижный нож 7 и клинья 8 с закрепленными- на них винтами-упорами 9. На нижней плите 10 штампа закреплена плита 11 с закрепленными на ней формующей матрицей 12 с подпружиненным выталкивателем 13, корпус 14 с размещенными в нем подпружиненными пуансонами-бойками 15, опираю1Щ1мися
в подпружиненнь е фиксаторы 16. На, корпусе 14 закреплен упор 17, выполненный в виде, плоской изогнутой пружины, и неподвижный нож 18.
Штамп работает следующим образом. Заготовка подается через неподвижный нож 18 до упора 17, причем последний, изгибаясь, должен коснуться корпуса 14. При ходе верхней части штампа вниз нож 7 отрезает деталь, прижимает ее к выталкивателю 13 и перемещает вниз до упора в матрицу 12. Нож 7 останавливается, идет сжатие пружин 6, пуансон 5 с матрицей 12 производят формовку детали (например, образуют рифления). Упоры 9 утапливают фиксаторы 16 вниз, пуансоны-бойки 15 освобождаются и под действием пружин своими коничес7 ими поверхностями притупляют острые кромки торцов детали. При ходе верхней части штампа вверх клинья 8, контакел
о
со ел
тируя с наклонными поверхностями иуансонов-бойков 15, отводят их в стороны, они защелкиваются фиксаторами 16. Одновременно с этим готовая деталь сопровождается выталкивателем 13 за пуансоном 5 вверх. Упор 17 распрямляется (в положение, изображенное на фиг. 1), дета1:ь при ходе вверх упирается в правый торец упора I7, снимается с ножа 7 и удаляется из рабочей зоны (например, пневмосду- 13ом) . Цикл повторяется.
Формула изобретения 1, Штамп для изготовления деталей из прутка, содержащий верхнюю часть с подвижным ножом, нижнюю часть с неподвижным ножом и упором, о т л ич i ю щ )t и с я тем, что, с целью Г1о1 ышения производительности и качества получаемых деталей, он снабжен формообразующим пуансоном и клиньями, размещенными на верхней плите, корпусом с пуансонами-бойками, фиксаторами, формообразующей матрицей и подпружиненным выталкивателем, установленным на нижней плите, при этом пуансоны-бойки размещены с возможностью взаимодействия с клиньями и фиксаторами, а подвижный нож закреплен на формообразующем пуансоне,
2. Штамп по п. 1, о т л и ч а- ю щ и и с я тем, что упор выполнен в виде и-образной пластинчатой пружины, закрепленной одним концом на корпусе.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки проката на мерные длины и штамп для его осуществления | 1975 |
|
SU557884A1 |
| Револьверный штамп для изготовления деталей из проволочных заготовок | 1990 |
|
SU1743667A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК | 2005 |
|
RU2287397C1 |
| Устройство для изготовления изделий из длинномерного материала | 1982 |
|
SU1072974A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БУРТИКОВ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2011 |
|
RU2479375C1 |
| Устройство для разделения пруткового материала | 1986 |
|
SU1379026A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ СКОБООБРАЗНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2047406C1 |
Изобретение относится к обработке металлов давлением , в частности, к устройствам для получения деталей из прутка. Цель изобретения - повышение производительности и качества получаемых деталей. Устройство содержит формообразующий пуансон с подвижным ножом и клинья, размещенные на верхней плите, корпус с бойками-пуансонами, формообразующей матрицей, фиксаторами, V - образным пластинчатым упором и подпружиненным выталкивателем, размещенными на нижней плите. При опускании формообразующего пуансона нож первоначально отделяет мерную заготовку, затем формообразует ее при дальнейшем опускании в матрице и притупляет кромки, перемещая к центру штампа бойки-пуансоны с помощью клиньев верхней плиты. 1 з.п. ф-лы, 2 ил.
Фиг. 2
| Мещерин В.Т | |||
| Листовая штамповка | |||
| Атлас схем | |||
| М.: Машиностроение, 1975, с | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
