(61) 1397165
(21)А370275/23-02
(22)21.01.88
(46) 15,09.89.Бюл. № 34 (72) Г.Х.Калимуллин (53) 621.74.043(088.8) (56) Авторское свидетельство СССР 1397165, кл. В 22.D 17/24, 1987. .(54) СТЕРЖЕНЬ ДЛЯ ОФОРМЛЕНИЯ ОТВЕРСТИЙ В ОТЛИВКАХ ПРИ ЛИТЬЕ В IffiTAJUDi- ЧЕСКИЕ ФОРМЫ
(57) Изобретение относится к литейному производству, в частности к литью в металлические формы деталей с поднутрением. Цель .изобретения - расширение технологических возможностей формы за счет изготовления отливок с поднутрениями. Стержень для оформления отверстий состоит из сопрягаемых по наклонной поверхности 5 частей 1 и 2. В части 1 стержня в сквозном окне 7 установлен подвижный боковой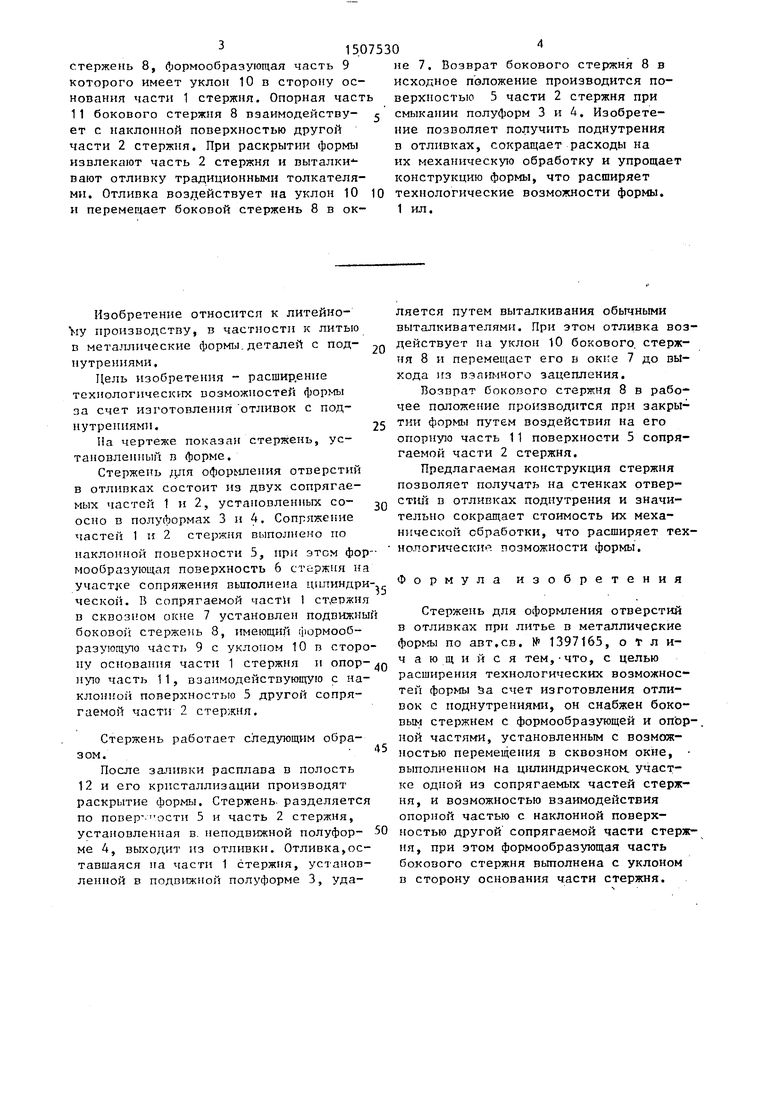
| название | год | авторы | номер документа |
|---|---|---|---|
| Стержень для оформления отверстий в отливках | 1986 |
|
SU1397165A1 |
| Пресс-форма для литья под давлением отливок с поднутрениями | 1983 |
|
SU1098660A1 |
| Пресс-форма для литья под давлением | 1978 |
|
SU772706A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С ПОДНУТРЕНИЯМИ ВО ВНУТРЕННЕЙ ПОЛОСТИ | 2006 |
|
RU2316410C1 |
| Пресс-форма для литья под давлением | 1986 |
|
SU1359064A2 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1528612A1 |
| Пресс-форма для литья под давлением | 1990 |
|
SU1748930A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1759524A1 |
| Пресс-форма для литья под давлением | 1989 |
|
SU1696123A1 |
Изобретение относится к литейному производству, в частности к литью в металлические формы деталей в поднутрением. Цель изобретения - расширение технологических возможностей формы за счет изготовления отливок с поднутрением. Стержень для оформления отверстий состоит из сопрягаемых по наклонной поверхности 5 частей 1 и 2. В части 1 стержня в сквозном окне 7 установлен подвижный боковой стержень 8, формообразующая часть 9 которого имеет уклон 10 в сторону основания части 1 стержня. Опорная часть 11 бокового стержня 8 взаимодействует с наклонной повержностью другой части 2 стержня. При раскрытии формы извлекают часть 2 стержня и выталкивают отливку традиционными толкателями. Отливка 12 воздействует на уклон 10 и перемещает боковой стержень 8 в окне 7. Возврат бокового стержня 8 в исходное положение производится поверхностью 5 части 2 стержня при смыкании полуформ 3 и 4. Изобретение позволяет получить поднутрения в отливках, сокращает расходы на их механическую обработку, упрощает конструкцию формы, а это расширяет технологические возможности формы. 1 ил.
(Л
ел
СП
СА
N)
стержень 8, формообразующая часть 9 которого имеет уклон 10 в сторону основания части 1 стержня. Опорная част 11 бокового стержня 8 вэаимодейству- ет с наклонной поверхностью другой части 2 стержня. При раскрытии формы извлекают часть 2 стержня и пыталки- вают отливку традиционными толкателями. Отливка воздействует на уклон 10 и перемещает боковой стержень 8 в ок20
25
Изобретение относится к литейно- Viy производству, в частности к литью в металлические формы.деталей с поднутрениями.
Цель изобретения - расширение технологическгог возможностей формы за счет изготовления отливок с поднутрениями.
Па чертеже показан стержень, установленный в форме.
Стержень для оформления отверстий в отливках состоит из двух сопрягаемых частой 1 и 2, установленных со- осно в полуформах 3 и 4. Сопряжение шстей 1 и 2 стержня выполнено по наклонной поверхности 5, при этом формообразующая поверхность 6 стержня на участке сопряжения выполнена ци.пиндри-,г ческой. В сопрягаемой части 1 ст,ержня в сквозном окне 7 установлен подвижны боковой стерже}1ь 8, имеющий формообразующую часть 9 с уклоном 10 в сторону основания части 1 стержня и опор- Q ную часть 11, взаимодействующую с наклонной поверхностью 5 другой сопрягаемой части 2 стержня.
30
Стержень работает следующим обра
зом.
После заливки расплава в полость 12 и его кристаллизации производят раскрытие формы. Стержень разделяется по поБер-- ости 5 и часть 2 стержня, установленная в. неподвижной полуфор- ме 4, выходит из отливки. Отливка,оставшаяся на части 1 стержня, установленной в подвижной полуформе 3, удане 7. Возврат бокового стержня 8 в исходное положение производится поверхностью 5 части 2 стержня при смыкании полуформ 3 и 4. Изобретение позволяет получить поднутрения в отливках, сокращает расходы на их механическую обработку и упрощае конструкцию формы, что расширяет технологические возможности формы. 1 ил.
ляется путем выталкивания обычными выталкивателями. При этом отливка воздействует на уклон Ю бокового, стержня 8 и перемещает его в окне 7 до выхода 1ГЗ взаимного зацепления.
Возврат бокового стержня 8 в рабо- чее положение производится при закрытии формы путем воздействия на его опорную часть 11 поверхности 5 сопрягаемой части 2 стержня.
Предлагаемая конструкция стержня позволяет получать на стенках отверстий в отливках поднутрения и значительно сокращает стоимость их механической обработки, что расширяет технологические возможности формы.
Формула изобретения
Стержень для оформления отверстий в отливках при литье в металлические формы по авт.св. № 1397165, отличающийся тем,-что, с целью расширения технологических возможностей формы За счет изготовления отливок с поднутрениями, он снабжен боковым стержнем с формообразующей и опорной частями, установленным с возможностью перемещения в сквозном окне, выполненном на цилиндрическом, участке одной из сопрягаемых частей стержня, и возможностью взаимодействия опорной частью с наклонной поверхностью другой сопрягаемой части стержня, при этом формообразующая часть бокового стержня выполнена с уклоном в сторону основания части стержня.
