Изобретение относится к устройствам для транспортирования изделий из проката.
Целью изобретения является повышение производительности и надежности работы устройства.
На фиг. 1 изображено предлагаемое устройство для подачи профильных изделий, общий вид; на фиг. 2 - то же, вид
имеет наклон в сторону второго конвейера 6. Упоры 4 на первом конвейере 2 установлены таким образом, что в верхнем положении конвейеров 2 и б они располагаются на линии пересечения плоскостей, образованных верхними ветвями конвейеров 2 и 6.
Устройство рабеу ает следующим образом.
Профильное изделие подается по роликовому конвейеру 1 и останавливается в зоне
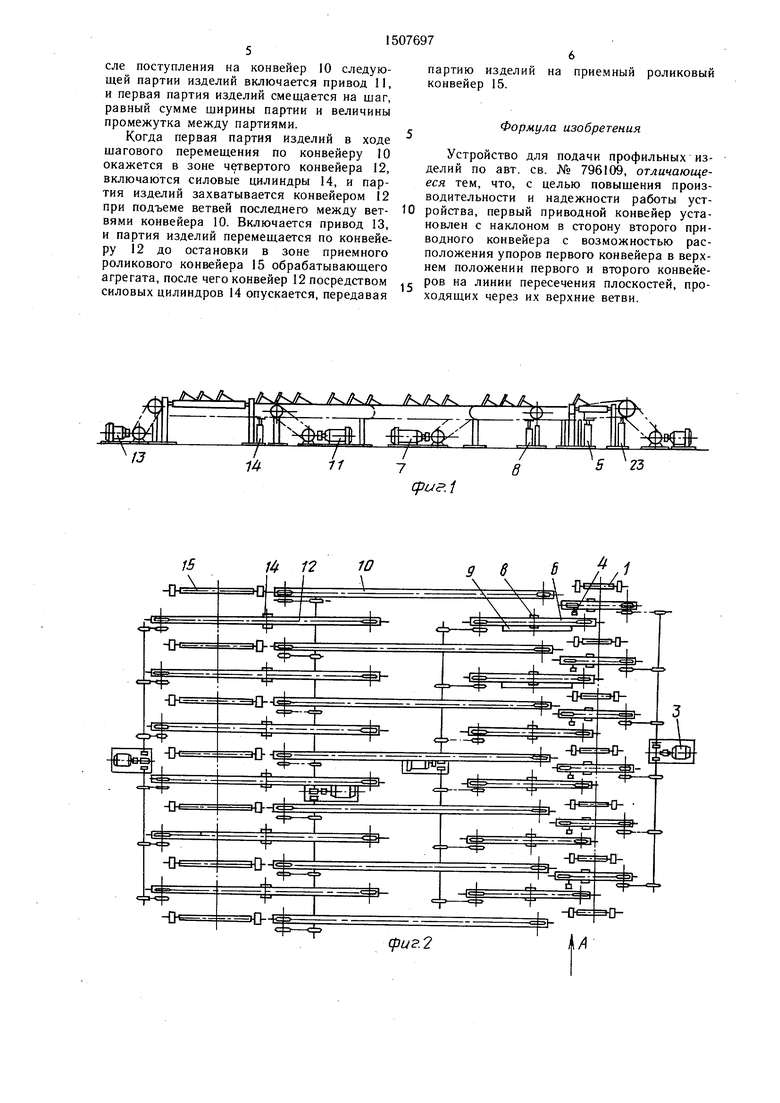
Б плане; на фиг. 3 - кинематическая
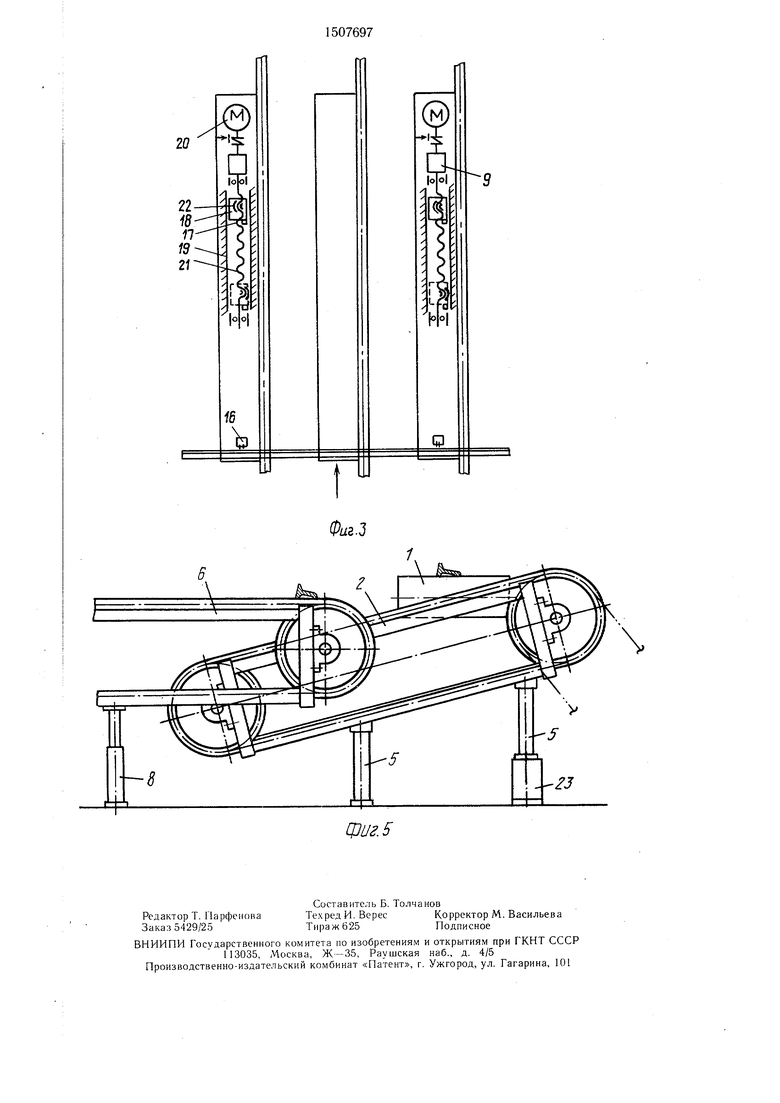
схема приспособления для автоматическо- 10 первого конвейера 2, который при этом го формирования партии изделий заданнойсиловыми цилиндрами 5 опущен ниже плоскости катания изделий по роликовому конвейеру 1. После остановки изделия силовые цилиндры 5 поднимают конвейер 2 вместе J5 с изделием над роликами роликового конвейера 1. Включается привод 3, и изделие перемещается по конвейеру 2 до упоров 4. При этом происходит выравнивание изделия, а привод 3 после выравнивания изщирины; на фиг. 4 - вид А на фиг. 2 (с поднятым первым конвейером); на фиг. 5 - то же, с опущенным первым конвейером.
Устройство для подачи профильных изделий содержит расположенный между роликами подающего роликового конвейера 1 первый приводной конвейер 2 с приводом 3, оснащенный упорами 4 и механизмом вертикального перемещения в виде силовых 20 цилиндров 5; второй приводной конвейер 6 с приводом 7, оснащенный механизмом вертикального перемещения в виде силовых цилиндров 8 и приспособлением 9 для авделия выключается.
Затем посредством силовых цилиндров 8 второй конвейер 6 поднимается между ветвями первого конвейера 2, а конвейер 2 с упорами 4 посредством силовых ци- томатического формирования партии задан-линдров 5 опускается в исходное поной щирины из профильных изделий раз- ложение. Включается привод 7 конвейера 6,
и изделие перемещается по конвейеру 6. При проходе передней кромки изделия над конечными выключателями 16 приспособления 9 включаются приводы 20, и конеч40
личных типоразмеров; третий приводной конвейер 10 с приводом 11; четвертый приводной конвейер 12 с приводом 13, оснащенный механизмом вертикального перемещения в виде силовых цидиндров 14 и зо le выключатели 17 начинают перемещать- частично расположенный между роликамися навстречу изделию. При проходе задней
приемного роликового конвейера 15 обраба-кромки изделия над конечными выключатетывающего агрегата.лями 16 изделие останавливается, конечные
Конвейеры 2, 6, 10 и 12 расположенывыключатели 17 тоже останавливаются,
перпендикулярно роликовым конвейерам 1пройдя от исходного положения расстояние,
и 15 и являются механизмом подачи из- 35 равное щирине изделия. Требуемый зазор делий. Второй конвейер 6 размещен междумежду изделиями обеспечивается расстоянием между упорами 4 и конечными выключателями 16. Следующее изделие подается на конвейер 6, остающийся в верхнем положении, аналогичным образом, первое изделие при этом смещается на щаг, равный сумме щирины изделия и величины требуемого зазора, а следующее изделие останавливается при проходе его задней кромки над конечными выключателями 16. 16 первого ряда, стационарно закрепленные 5 Когда в процессе щагового перемещения на раме второго конвейера 6, и конечныепо конвейеру 6 первое изделие своей задвыключатели 17 второго ряда, каждый изней кромкой пройдет над конечными выкоторых закреплен на каретке 18, уста-ключателями 17, подача изделий на конновленной в направляющих 19 с возмож-вейер 2 прекращается, а на конвейере 6
ностью перемещения от привода 20 посред-сформировывается партия изделий заданной
ством ходового винта 21 и ходовой гайки 50 щирины. Конвейер 6 посредством силовых 22. Конечные выключатели 16 и 17 рас-цилиндров 8 опускается, передавая партию
изделий на третий конвейер 10.
Включается привод 11, и партия изделий перемещается по конвейеру 10 до выхода последнего изделия партии из 55 зоны конвейера 6 с образованием требуемого промежутка между партиями. Привод 11 выключается, после чего производится формирование следующей партии изделий. Поветвями первого конвейера 2, третий конвейер 10 установлен стационарно и размещен между ветвями второго конвейера 6, а четвертый конвейер 12 размещен между ветвями третьего конвейера 10. Приспособление 9 для автоматического формирования партии заданной щирины из профильных изделий одного из различных типоразмеров содержит конечные выключатели
положены в два ряда поперек направления подачи изделий. Каретки 18 перемещаются в направлении, противоположном перемещению изделий со скоростью, равной скорости перемещения изделий.
Крайние силовые цилиндры 5 первого конвейера 2 установлены на подставках 23, благодаря чему первый конвейер 2
имеет наклон в сторону второго конвейера 6. Упоры 4 на первом конвейере 2 установлены таким образом, что в верхнем положении конвейеров 2 и б они располагаются на линии пересечения плоскостей, образованных верхними ветвями конвейеров 2 и 6.
Устройство рабеу ает следующим образом.
Профильное изделие подается по роликовому конвейеру 1 и останавливается в зоне
первого конвейера 2, который при этом силовыми цилиндрами 5 опущен ниже плосделия выключается.
ния 9 включаются приводы 20, и конеч le выключатели 17 начинают перемещать- ся навстречу изделию. При проходе задней
еле поступления на конвейер 10 следующей партии изделий включается привод 11, и первая партия изделий смещается на шаг, равный сумме ширины партии и величины промежутка между партиями.
Когда первая партия изделий в ходе щагового перемещения по конвейеру 10 окажется в зоне четвертого конвейера 12, включаются силовые цилиндры 14, и партия изделий захватывается конвейером 12 при подъеме ветвей последнего между ветвями конвейера 10. Включается привод 13, и партия изделий перемещается по конвейеру 12 до остановки в зоне приемного роликового конвейера 15 обрабатывающего агрегата, после чего конвейер 12 посредством силовых цилиндров 14 опускается, передавая
партию изделий на приемный роликовый конвейер 15.
Формула изобретения
Устройство для подачи профильных изделий по авт. св. № 796109, отличающееся тем, что, с целью повыщения производительности и надежности работы устройства, первый приводной конвейер установлен с наклоном в сторону второго приводного конвейера с возможностью расположения упоров первого конвейера в верхнем положении первого и второго конвейеров на линии пересечения плоскостей, проходящих через их верхние ветви.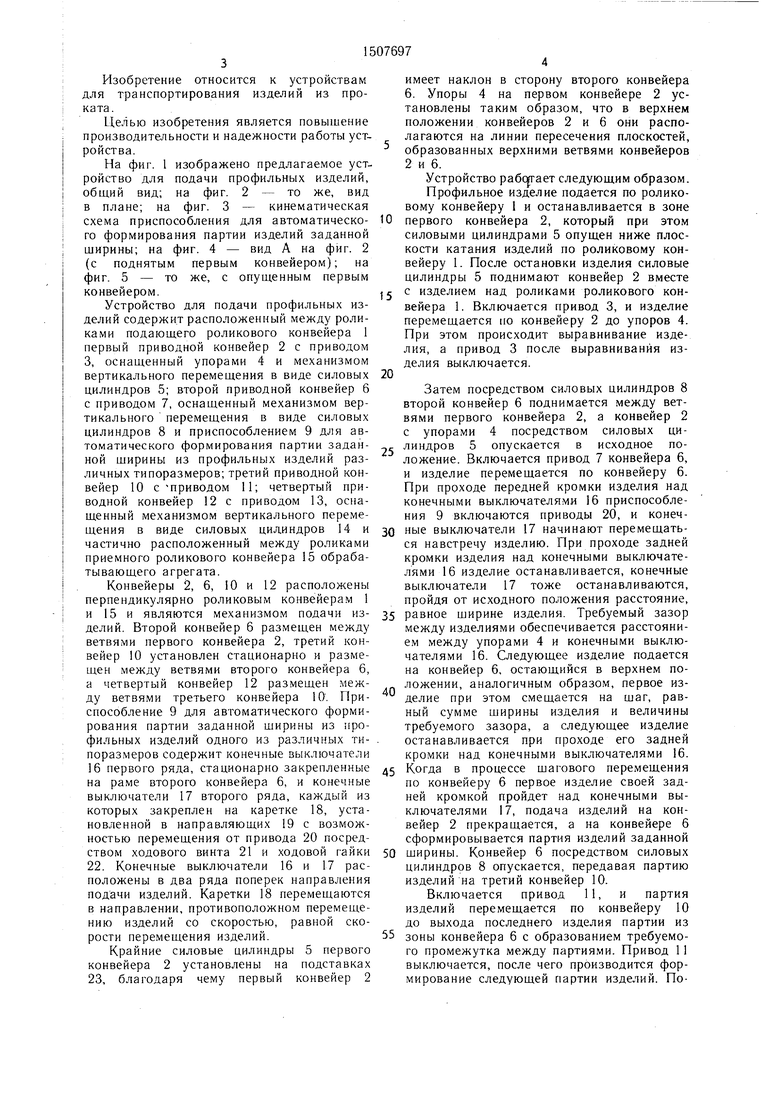
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи профильных изделий | 1987 |
|
SU1535809A1 |
| Устройство для подачи профильных изделий различных типоразмеров на приемный рольганг обрабатывающего агрегата | 1987 |
|
SU1437317A2 |
| Способ подачи профильных изделийи уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU796109A1 |
| Устройство для перегрузки изделий с одного роликового конвейера на другой | 1986 |
|
SU1416400A1 |
| Линия технологической обработки щитовых изделий | 1988 |
|
SU1549880A1 |
| Кантователь изделий | 1985 |
|
SU1286478A1 |
| Устройство для поворота грузовых подвесок конвейера | 1983 |
|
SU1155535A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА | 1967 |
|
SU197934A1 |
| Транспортный конвейер | 1988 |
|
SU1609738A1 |
Изобретение относится к транспортированию и позволяет повысить производительность и надежность работы устройства. Устройство включает расположенные между подающим роликовым конвейером (К) 1 и приемным роликовым К обрабатывающего агрегата четыре приводных К. Первый по ходу перемещения К 2 расположен между роликами К 1, снабжен механизмом вертикального перемещения в виде силовых цилиндров (СЦ) 5 и имеет упоры (У) 4 для выравнивания изделий. Второй К 6 снабжен механизмом вертикального перемещения в виде СЦ 8 и приспособлением для формирования партии изделий заданной ширины и размещен между ветвями К 2. Третий К установлен стационарно между ветвями К 6, а четвертый К оснащен механизмом вертикального перемещения в виде СЦ и размещен между ветвями третьего К и роликами приемного роликового К. Первый К 2 установлен наклонно в сторону К 6 с возможностью расположения У 4 в верхнем положении К 2, 6 на линии пересечения плоскостей, проходящих через их верхние ветви. После подачи изделий по К 1 и его остановки в зоне К 2 происходит подъем последнего СЦ 5 и съем изделий. Включается привод К 2 и изделия перемещаются до У 4 и ими выравниваются. Поднимается К 6, а К 2 опускается, и изделие, перейдя на К 6, перемещается им к приспособлению формирования партии изделий. Следующее изделие подается с К 2 на К 6 при расположении последнего в верхнем положении. После сформирования партии изделий на К 6 он опускается и передает партию изделий на третий К, который перемещает ее до выхода из зоны К 6 с образованием требуемого промежутка между партиями изделий. После поступления следующей партии изделий на третий К первая партия изделий смещается на шаг. Подача партий изделий на третий К осуществляется до их расположения в зоне четвертого К, который снимает и передает партию изделий на приемный роликовый К. 5 ил.
J, S. . .Л./
/J
V 23
cpae.l
(риг.2
| Способ подачи профильных изделийи уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU796109A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
