V A/S/VS VVvWS/Sr X
ел
о
00 00
4;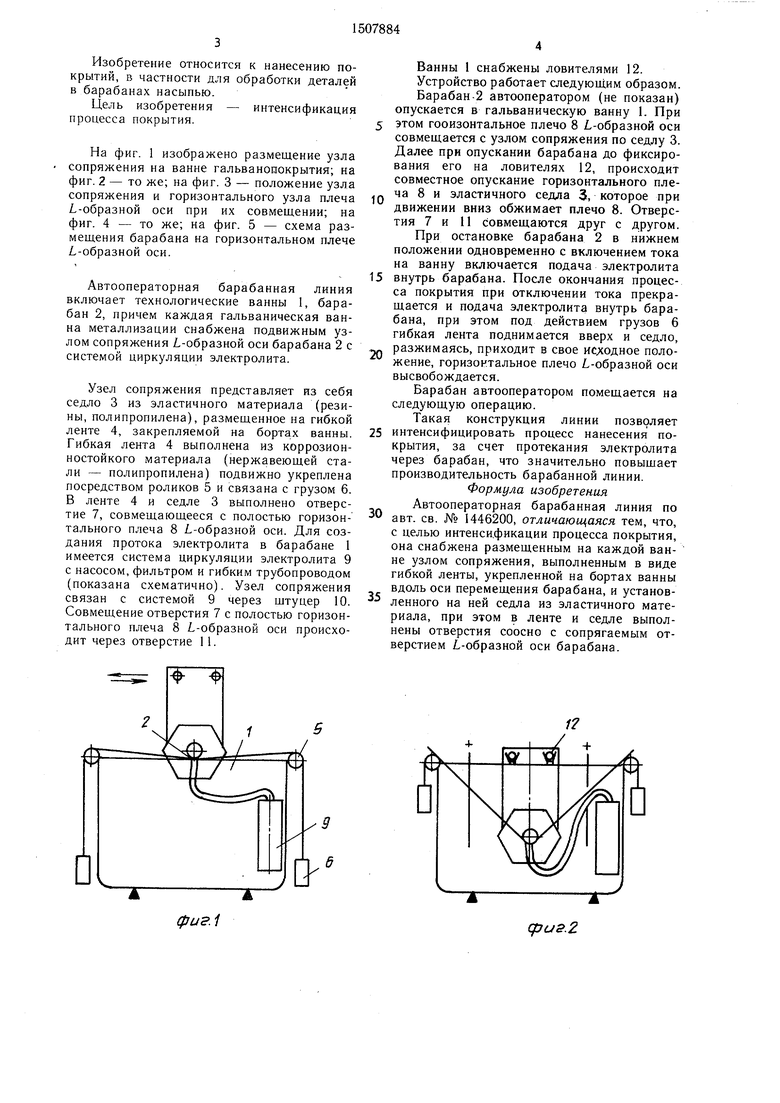
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для гальванической обработки изделий | 1987 |
|
SU1446200A1 |
| Линия гальванохимической обработки мелких деталей в барабанах | 1989 |
|
SU1636473A1 |
| Установка для гальванической и химической обработки изделий | 1989 |
|
SU1794114A3 |
| Автооператорная линия для обработки изделий в жидкой среде | 1986 |
|
SU1371956A1 |
| ЛИНИЯ НАНЕСЕНИЯ ГАЛЬВАНОХИМИЧЕСКИХ ПОКРЫТИЙ НА МЕЛКИЕ ДЕТАЛИ | 2013 |
|
RU2552806C2 |
| Гибкая автоматическая гальваническая линия | 1991 |
|
SU1787177A3 |
| Установка для гальванической обработки деталей | 1981 |
|
SU996527A1 |
| Автоматическая линия для гальванической обработки изделий | 1986 |
|
SU1381204A1 |
| АВТООПЕРАТОР ДЛЯ ГАЛЬВАНИЧЕСКОЙ ЛИНИИ | 2009 |
|
RU2415767C2 |
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
Изобретение касается нанесения покрытий , в частности, для обработки деталей в барабанах насыпью. Целью изобретения является интенсификация процесса покрытия. Автооператорная барабанная линия состоит из технологических ванн, барабана, узла сопряжения, установленного на каждой ванне и выполненного в виде эластичного седла 3 и гибкой ленты 4. В ленте и седле выполнено отверстие 7. При опускании барабана в ванну горизонтальное плечо 8 α-образной оси барабана совмещается с узлом сопряжения по седлу 3 и дальнейшее опускание до фиксирования на ловителях происходит совместно. При этом седло 3 обжимает плечо 8, а отверстия 7 и 11 совмещаются друг с другом. При фиксировании барабана на ловителях одновременно с включением тока включается подача электролита внутрь барабана. После окончания процесса покрытия прекращается подача электролита и под действием грузов гибкая лента 4 поднимается и седло 3, разжимаясь, приходит в свое исходное положение, горизонтальное плечо 8 α-образной оси барабана высвобождается и барабан переносится автооператором на следующую позицию. Такая конструкция линии позволяет интенсифицировать процесс нанесения покрытия за счет прокачки электролита через полость барабана, что значительно сокращает время нанесения покрытий. 5 ил.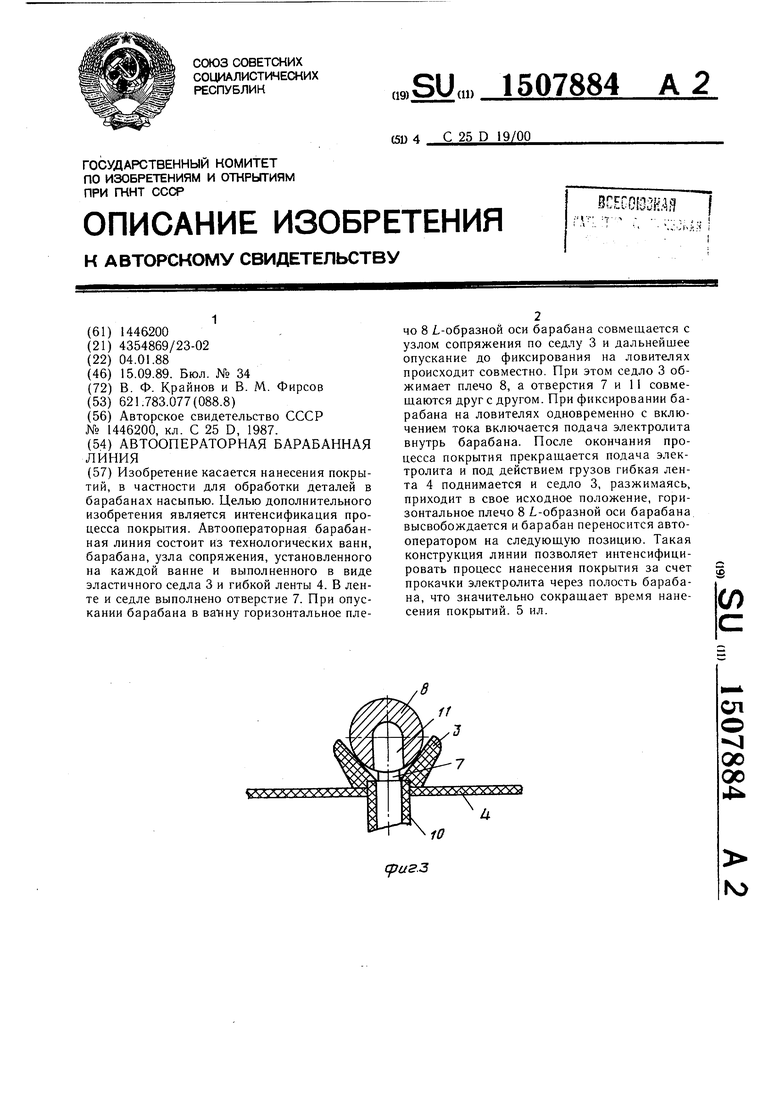
сриг.2
1Ч
Изобретение относится к нанесению покрытий, в частности для обработки деталей в барабанах насынью.
Цель изобретения - интенсификация процесса покрытия.
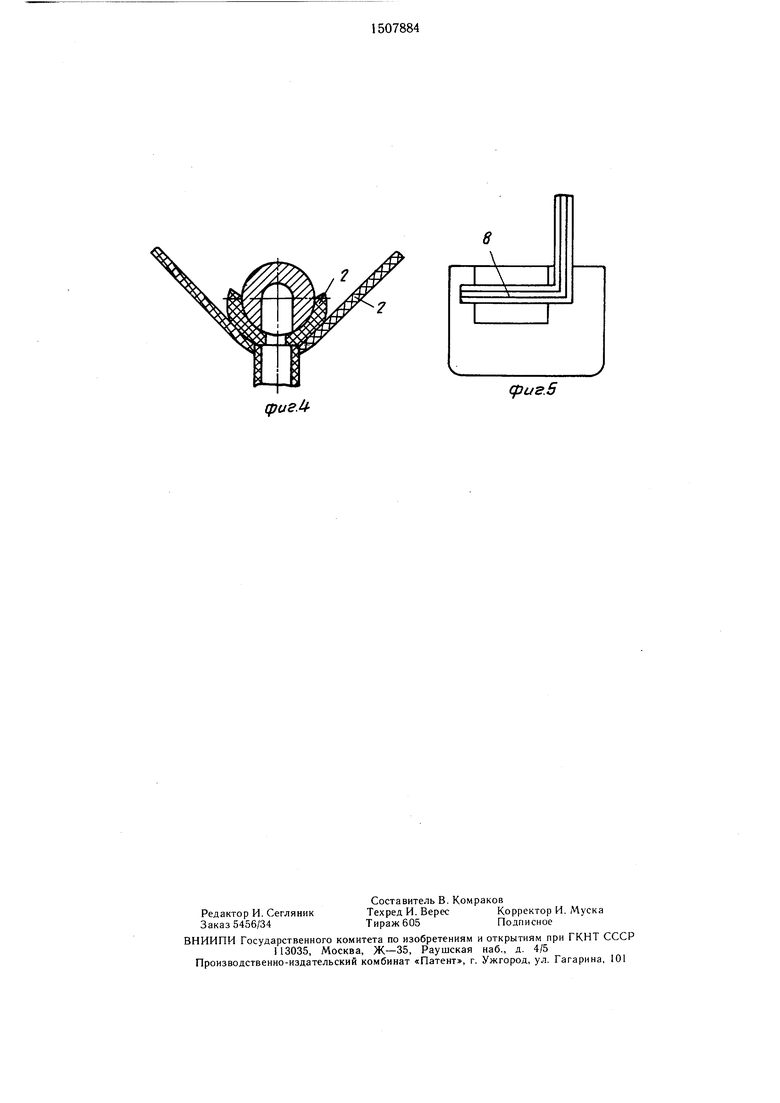
На фиг. 1 изображено размещение узла сопряжения на ванне гальванопокрытия; на фиг. 2 - то же; на фиг. 3 - положение узла сопряжения и горизонтального узла плеча L-образной оси при их совмещении; на фиг. 4 - то же; на фиг. 5 - схема размещения барабана на горизонтальном плече L-образной оси.
Автооператорная барабанная линия включает технологические ванны 1, барабан 2, причем каждая гальваническая ванна металлизации снабжена подвижным узлом сопряжения L-образной оси барабана 2 с системой циркуляции электролита.
Узел сопряжения представляет из себя седло 3 из эластичного материала (резины, полипропилена), размещенное на гибкой ленте 4, закрепляемой на бортах ванны. Гибкая лента 4 выполнена из коррозион- ностойкого материала (нержавеющей стали - полипропилена) подвижно укреплена посредством роликов 5 и связана с грузом 6. В ленте 4 и седле 3 выполнено отверстие 7, совмещающееся с полостью горизонтального плеча 8 L-образной оси. Для создания протока электролита в барабане 1 имеется система циркуляции электролита 9 с насосом, фильтром и гибким трубопроводом (показана схематично). Узел сопряжения связан с системой 9 через штуцер 10. Совмещение отверстия 7 с полостью горизонтального плеча 8 L-образной оси происходит через отверстие 11.
фигЛ
0
0
Ванны 1 снабжены ловителями 12.
Устройство работает следующим образом.
Барабан-2 автооператором (не показан) опускается в гальваническую ванну 1. При этом гооизонтальное плечо 8 L-образной оси совмещается с узлом сопряжения по седлу 3. Далее при опускании барабана до фиксирования его на ловителях 12, происходит совместное опускание горизонтального плеча 8 и эластичного седла 3, которое при движении вниз обжимает плечо 8. Отверстия 7 и 11 совмещаются друг с другом.
При остановке барабана 2 в нижнем положении одновременно с включением тока на ванну включается подача электролита внутрь барабана. После окончания процесса покрытия при отключении тока прекращается и подача электролита внутрь барабана, при этом под действием грузов 6 гибкая лента поднимается вверх и седло, разжимаясь, приходит в свое исходное положение, горизонтальное плечо L-образной оси высвобождается.
Барабан автооператором помещается на следующую операцию.
Такая конструкция линии позволяет 5 интенсифицировать процесс нанесения покрытия, за счет протекания электролита через барабан, что значительно повыщает производительность барабанной линии. Формула изобретения
Автооператорная барабанная линия по авт. св. № 1446200, отличающаяся тем, что, с целью интенсификации процесса покрытия, она снабжена размещенным на каждой ванне узлом сопряжения, выполненным в виде гибкой ленты, укрепленной на бортах ванны вдоль оси перемещения барабана, и установ- ленного на ней седла из эластичного материала, при этом в ленте и седле выполнены отверстия соосно с сопрягаемым отверстием L-образной оси барабана.
0
i
gjus.Z
(риеЛ
8
cpus.S
| Автоматическая линия для гальванической обработки изделий | 1987 |
|
SU1446200A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
