/Z
/V J6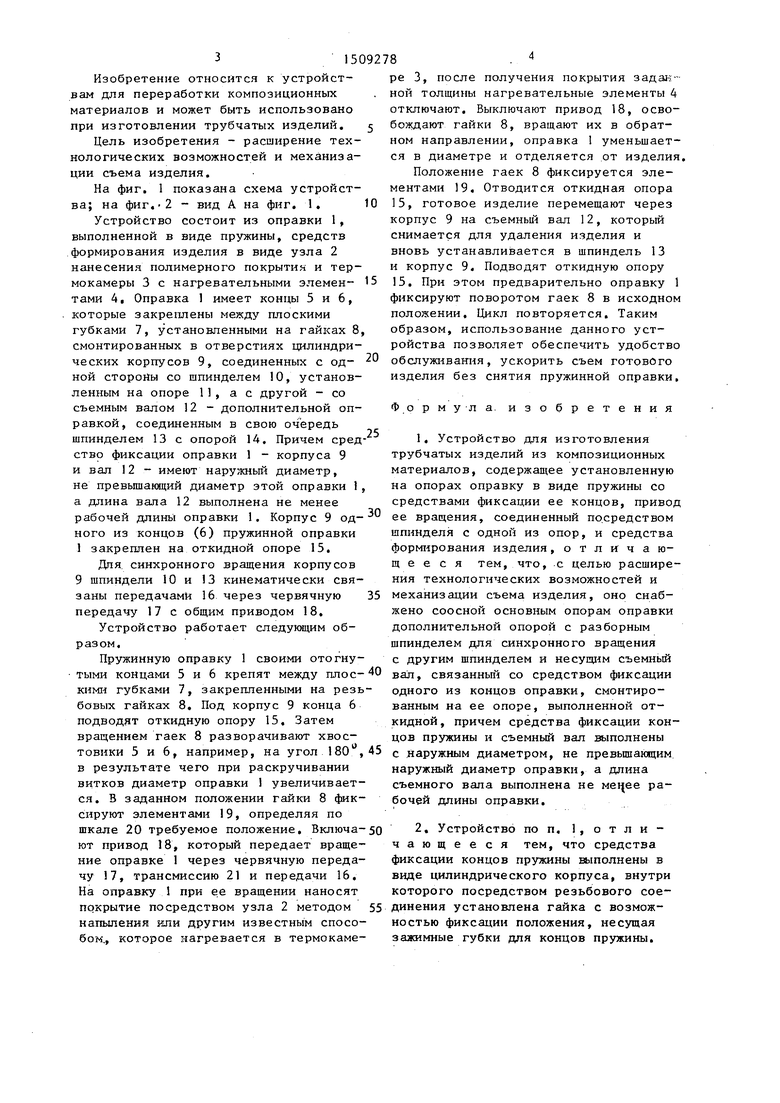
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ), УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ И ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ) | 2013 |
|
RU2549401C2 |
| Устройство для изготовления пружин | 1988 |
|
SU1563821A2 |
| Устройство для сверления отверстий | 1988 |
|
SU1634386A1 |
| Устройство для изготовления полых изделий из композиционного материала | 1990 |
|
SU1828807A1 |
| Устройство для изготовления пружин | 1986 |
|
SU1359047A1 |
| Устройство для непрерывного нане-сения латексных покрытий на внут-ренние поверхности трубчатых изде-лий,например пожарных рукавов | 1965 |
|
SU508405A2 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| СПОСОБ ФОРМОВАНИЯ МНОГОСЛОЙНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577577C1 |
| Устройство для зачистки сварных швов | 1989 |
|
SU1691040A1 |
Изобретение относится к устройствам для переработки композиционных материалов и может быть использовано при изготовлении трубчатых изделий. Цель изобретения - расширение технологических возможностей и механизация съема изделия. Для этого оправка 1 с концами 5,6 закреплена в корпусах (К) 9, один из которых (5) закреплен в опоре 11 шпинделем 10, а другой (6) - со съемным валом 12, связанным с помощью шпинделя 13 с опорой 14. К 9 конца 6 закреплен на откидной опоре 15. Оправка 1 в виде пружины вращается от привода 18. К 9 снабжены гайками с губками для удержания концов 5,6, вращая которые, изменяют диаметр оправки 1. Наличие откидной опоры 15 позволяет сдвигать изделие на вал 12, не снимая пружины. 1 з.п. ф-лы, 2 ил.
ФибЛ
Изобретение относится к устройствам для переработки композиционных материалов и может быть использовано при изготовлении трубчатых изделий.
Цель изобретения - расширение технологических возможностей и механизации съема изделия.
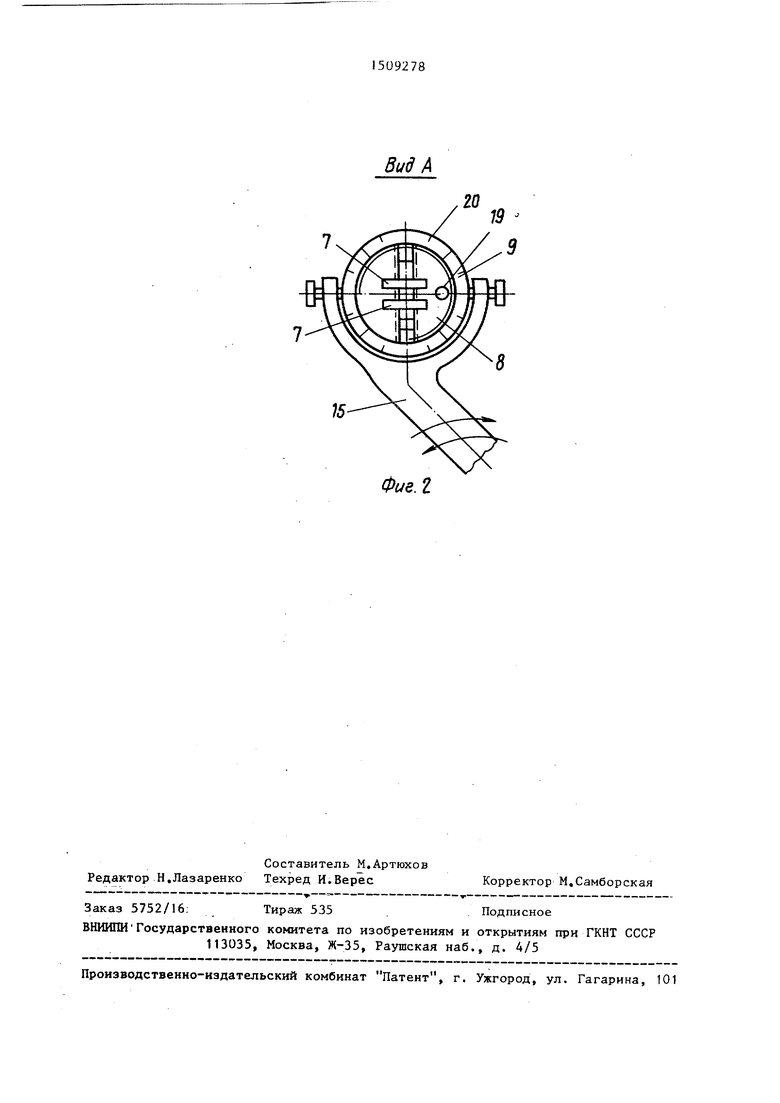
На фиг. 1 показана схема устройства; на фиг.-2 - вид А на фиг. 1.
Устройство состоит из оправки 1, выполненной в виде пружины, средств формирования изделия в виде узла 2 нанесения полимерного покрытия и термокамеры 3 с нагревательными элемен- тами 4, Оправка 1 имеет концы 5 и 6, которые закреплены между плоскими губками 7, установленными на гайках 8 смонтированных в отверстиях цилиндрических корпусов 9, соединенных с од- ной стороны со шпинделем 10, установленным на опоре 11, ас другой - со съемным валом 12 - дополнительной оправкой, соединенным в свою очередь шпинделем 13 с опорой 14. Причем средство фиксации оправки 1 - корпуса 9 и вал 12 - имеют наружньш диаметр, не превышающий диаметр этой оправки 1 а длина вала 12 выполнена не менее рабочей длины оправки 1. Корпус 9 од- ного из концов (6) пружинной оправки 1 закреплен на откидной опоре 15.
Для синхронного вращения корпусов 9 шпиндели 10 и 13 кинематически связаны передачами 16 через червячную передачу 17 с общим приводом 18.
Устройство работает следукщим образом.
Пружинную оправку 1 своими отогну- тыми концами 5 и 6 крепят между плоскими губками 7, закрепленными на резьбовых гайках 8. Под корпус 9 конца 6 подводят откидную опору 15. Затем вращением гаек 8 разворачивают хвостовики 5 и 6, например, на угол 180, в результате чего при раскручивании витков диаметр оправки 1 увеличивается. В заданном положении гайки 8 фиксируют элементами 19, определяя по шкале 20 требуемое положение. Включают привод 18, который передает вращение оправке 1 через червячную передачу 17, трансмиссию 21 и передачи 16. На оправку i при ее вращении наносят покрытие посредством узла 2 методом напыления Ш1И другим известным способом., которое нагревается в термокамере 3, после получения покрытия задш-г ной толщи1гы нагревательные элементы 4 отключают. Вь ключают привод 18, освобождают гайки 8, вращают их в обратном направлении, оправка 1 уменьшается в диаметре и отделяется от издели
Положение гаек 8 фиксируется элементами 19. Отводится откидная опора 15, готовое изделие перемещают через корпус 9 на съемньй вал 12, которьй снимается для удаления изделия и вновь устанавливается в шпиндель 13 и корпус 9. Подводят откидную опору 15. При этом предварительно оправку фиксируют поворотом гаек 8 в исходно положении. Цикл повторяется. Таким образом, использование данного устройства позволяет обеспечить удобств обслуживания, ускорить съем готового изделия без снятия пружинной оправки
Ф о р м у л а, изобретения
с другим шпинделем и несущим съемный вал, связанньй со средством фиксации одного из концов оправки, смонтированным на ее опоре, выполненной откидной, причем средства фиксации концов пружины и съемный вал выполнены с .наружным диаметром, не превьшающим наружный диаметр оправки, а длина съемного вала выполнена не мецее рабочей длины оправки.
Вид
Фиа.г
| 0 |
|
SU190553A1 | |
| Солесос | 1922 |
|
SU29A1 |
