1
(61) 1359047
(21)4457729/25-12
(22)11.07.88
(46) 15.05.90. Бюл. № 18
(71)Научно-производственное объединение по механизации и автоматизации производства машин для хлопководства Технолог
(72)Ю.И.Хошев, А.И.Раден, В.М.Сурнин, А.Г.Беренштейн, В.Н.Тихонов, Ю.П.Просулин, В.А.Коростылев
и А.3.Убогий
(53)621.778.28 (088.8)
(56)Авторское свидетельство СССР 1359047, кл. В 21 F 3/04, 1986.
(54)УСТРОЙСТВО /ТЛЯ ИЗГОТОВЛЕНИЯ ПРУИИН
(57)Изобретение относится к устройствам для навивки пружин преимущественно для витых шпинделей хлопкоуборочных машин и позволяет повысить качество. Устройство содержит винт 3, каретку 5,
шпиндель-оправку 12, силовые цилиндры 32 и 33, двуплечий поворотный рычаг 29, копир 31, прижимные губки 34, электродвигатель 36. Вращающийся винт 3 перемещает .каретку 5 и шпиндель- оправку в направлении рабочей подачи и вращает шпиндель-оправку. В результате этих движений происходит навивка пружины. Силовой цилиндр перемещает рычаг 29, одно из плеч которого связано с копиром 31, а другое воздействует на шпиндель-оправку и смещает ее относительно навитой пружины. Каретка со шпинделем-оправкой и навитой пружиной возвращается в исходное положение. Смещенный конец удерживает- а ся разжимными губками 34, которые вра- ® щают пружину на оправке со скоростью, превышающей скорость вращения последней. Пикл повторяется. При этом навитая в предыдущем цикле пружина, удерживаемая и вращаемая разжимными губками, сходит со шпинделя-оправки. 1 ил.
(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления пружин | 1986 |
|
SU1359047A1 |
| Устройство для навивки пружин | 1978 |
|
SU825245A1 |
| Автомат навивки многорядных спиралей из капиллярных труб | 1987 |
|
SU1555018A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Автомат для навивки капиллярных труб | 1989 |
|
SU1673241A1 |
| Устройство для изготовления пружин | 1977 |
|
SU716681A1 |
| Устройство для навивки пружин | 1978 |
|
SU745580A1 |
| Автомат для навивки пружин с фигурными концами | 1983 |
|
SU1125083A1 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| Способ навивки на сетконавивальных станках сеток для приемно-усилительных радиоламп и устройство для осуществления способа | 1955 |
|
SU114089A1 |
Изобретение относится к устройствам для навивки пружин, преимущественно для витых шпинделей хлопкоуборочных машин, и позволяет повысить качество. Устройство содержит винт 3, каретку 5, шпиндель-оправку 12, силовые цилиндры 32 и 33, двуплечий поворотный рычаг 29, копир 31, прижимные губки 34, электродвигатель 36. Вращающийся винт 3 перемещает каретку 5 и шпиндель-оправку в направлении рабочей подачи и вращает шпиндель-оправку. В результате этих движений происходит навивка пружины. Силовой цилиндр перемещает рычаг 29, одно из плеч которого связано с копиром 31, а другое воздействует на шпиндель-оправку и смещает ее относительно навитой пружины. Каретка со шпинделем-оправкой и навитой пружиной возвращается в исходное положение. Смещенный конец пружины удерживается разжимными губками 34, которые вращают пружину на оправке со скоростью, превышающей скорость вращения последней. Цикл повторяется. При этом навитая в предыдущем цикле пружина, удерживаемая и вращаемая разжимными губками, сходит со шпинделя-оправки. 1 ил.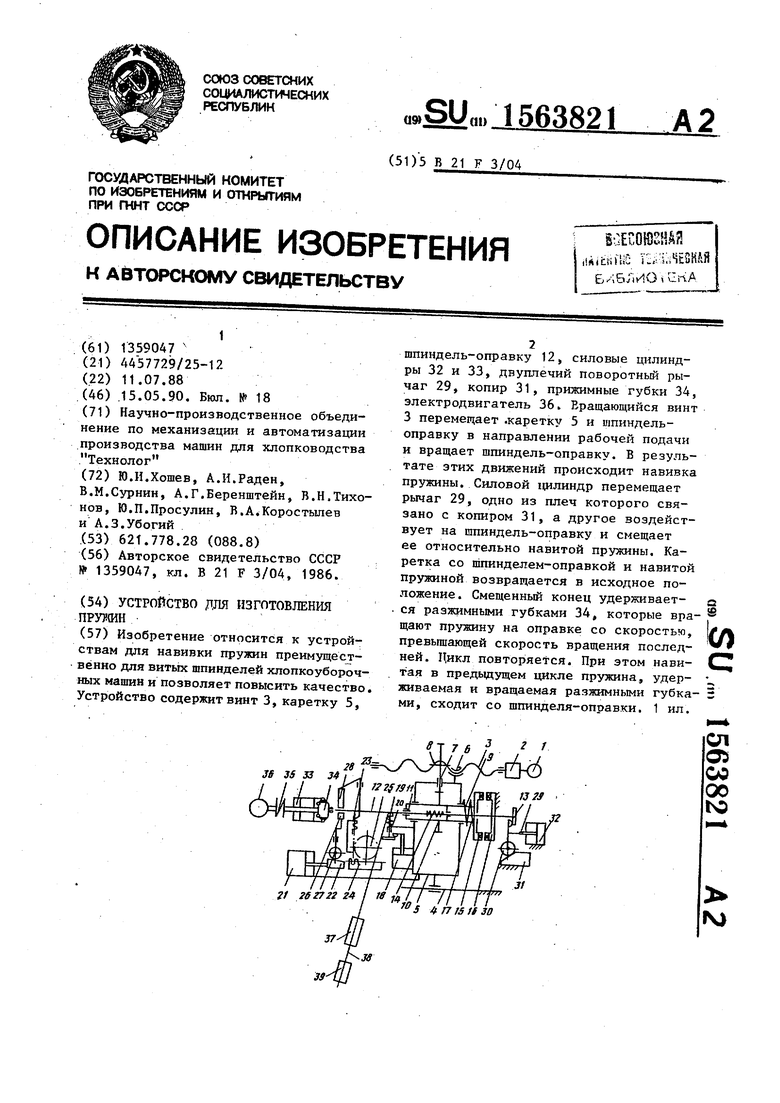
//г rrrrf/ J
2t 26Z722 24 / 18 Ј / / //
ro
s ьпгз
г 1
сл
о оо
00
к
/ / //
31
ro
s ьпгзнзо
N)
Изобретение относится к устройствам для навивки пружин, преимуществ венно для изготовления витых шпинделей хлопкоуборочных машин из зубчатой ленты, и касается усовершенствования устройства для изготовления пружин по авт. св. К 1359047.
Цель изобретения - повышение качества пружин.
На чертеже изображена кинематическая схема устройства.
Устройство содержит электродвигатель 1, связанный через редуктор 2 с винтом 3. На станине закреплена направляющая 4, на которой установлена каретка 5, связанная с винтом 3 через гайку 6. С наружной стороны каретки 5 установлено зубчатое колесо 7, вращающееся на винте 3 при помощи шпонки 8. Параллельно оси винта 3 на каретке 5 установлена ступица 9 зубчатого колеса 10. Внутри ступицы 9 на шпонке 11 расположена шпиндель-оправка 12 с упором 13. На шпинделе-оправке 12. установлена пружина 14. На торце ступицы закреплена полумуфта 15. Ответная полумуфта 16 жестко закреплена на станине. Между полумуфтой 15 и кареткой 5 установлена пружина 17. На каретке 5 жестко закреплен силовой цилиндр 18, связанный с прижимом 19, на котором установлена пружина 20. На каретке 5 закреплен механизм отрезки, в состав которого входит силовой цилиндр 21, с которым кинематически связаны копир 22, зубчатые рейки 23 и 24, зубчатое колесо 25, опора 26, ролик 27, нож 28. Механизм съема навитой пружины включает в себя двуплечий поворотный рычаг 29, на котором шарнирно закреплены опорный ролик 30, копир 31, силовой цилиндр 32 и захват, состоящий из силового цилиндра 33, на одном конце штока которого установлены разжимные губки 3, а другой соединен посредством муфты 35 с приводом 36 их вращения. В состав устройства входит также механизм 37 подачи навивочного материала 38 из бухты 39.
Устройство работает следующим образом.
В начале цикла каретка 5 находитс в крайнем левом положении. Прижим 19 разомкнут относительно шпинделя-оправки 12. Механизм 37 подачи подает навивочный материал 38 в щель между
5
0
5
0
5
0
5
0
55
шпинделем-оправкой 12 и прижимом 19. Сиповой цилиндр 18 освобождает прижим 19, и он под действием пружины 20 прижимает навивочный материал 38 к шпинделю-оправке 12. Электродвигатель 1 через редуктор 2 вращает винт 3. Гайка 6 начинает перемещаться вдоль оси винта 3, одновременно перемещая каретку 5 по направляющей 4. Вращательное движение от винта 3 через шпонку 8 сообщается зубчатому колесу 7, которое также получает поступательное движение вдоль винта 3 под действием каретки 5. От зубчатого колеса 7 вращение передается зубчатому колесу 10-и - через ступицу 9 и шпонку 11 - шпинделю-оправке 12. В результате поступательного перемещения каретки 5 со шпинделем-оправкой 12 и вращательного движения шпинделя-оправки 12 осуществляется процесс навивки пружины. В крайнем правом положении каретки 5 полумуфта 15 входит в зацепление с неподвижной полумуфтой 16, и по сигналу от датчи- tка (не показан) происходит отсоединение электродвигателя 1 от редуктора 2 и поступательное движение каретки 5. Вращательное движение шпинделя-оправки 12 прекращается. При этом инерция движения каретки 5 гасится за счет сжатия пружины 17. Крайнему правому положению каретки 5 соответствует такое положение связанного с ней механизма отрезки, при котором нож 29 находится над местом соединения шпинделя-оправки 12 с на- вивочным материалом 38, подаваемым от механизма 38 подачи. При перемещении штока силового цилиндра 21 вправо ролик 28, перемещаясь по копиру 22, поджимает опору 26 к свободному концу шпинделя-оправки 12. Одновременно под возедйствием реек 23, 24 и зубчатого колеса 25 нож 28 перемещается вниз и разрезает навивочный материал. Затем нож 28 и опора 26 перемещаются в исходное положение. Под действием силового цилиндра 18 прижим 19 отходит от шпинделя-оправки 12, освобождая навитое изделие. Затем под действием силового цилиндра 32 рычаг 29 перемещается вправо и одновременно - под воздействием наклонной поверхности копира 31 на опорный ролик 30 - вверх. В результате этого рычаг 29 воздействует на торец упора 13 шпинделя-оправки 12,
10
15
20
515b,58
перемещая его вдоль ступит 9 по шпонке 11 и сжимая пружину 14. При этом навитое изделие упирается в торец ступицы 9 и шпиндель-оправка 12, перемещаясь вдоль навитого изделия, высвобождает его левый конец, который свобод о свисает со шпинделя- оправки 12 и оказывается смещенным на некоторую величину относительно левого торца шпинделя-оправки 12. Ввиду того, что величина смещения навитого изделия вдоль шпинделя-оправки 12 по сравнению с общей длиной изделия очень незначительна (соотношение их длин 1:10), то свисающий конец прогибается незначительно и это не приводит к искажению геометрической формы навитого изделия свыше допустимого значения. Затем под воздействием силового цилиндра 32 рычаг 29 возвращается в исходное поожение. Под воздействием пружины 14 шпиндель-оправка 12 также возвращается в исходное положение. При этом навитое изделие перемещается со шпинелем-оправкой 12 и величина их взаимного смещения не меняется. Затем включается обратная ускоренная поача и каретка 5 перемещается в исодное положение. При этом свободно свисающий конец навитого изделия оказывается надетым на губки 34.
Под действием силового цилиндра 33 губки 34 разжимают свободно сви- сающий конец навитого изделия. По сигналу от датчика (не показан) происходит вращение электродвигателя 36 и - через муфту 35 - вращение губок 34. Поскольку в результате возействия механизма съема навитое изелие оказывается смещенным вдоль пинделя-оправки 12 в левую сторону,
25
30
35
40
0
5
0
8
5
0
5
0
21«
то чагть шпиндепя-оправки 12, расположенная под прижимом 19, оказывается свободной и механизм 37 подачи подает навивочный материал 38 на эту часть шпинделя-оправки 12, после- чего навивочный материал зажимается прижимом 19 и цикл повторяется. При этом навитое в предыдущем цикле изделие удерживается прижимными губками 34 и вращается относительно шпинделя-оправки 12 с опережением. мере перемещения каретки 5 вправо навитое изделие сходит со шпинделя- оправки 12, сохраняя в процессе съема свою форму, так как один его конец расположен на шпинделе-оправке 12, а другой удерживается губками 34. В конце рабочего хода каретки 5 происходит останов электродвигателя 36, прижимные губки 34 сжимаются и освобожденное изделие под действием собственного веса падает в приемную тару.
Использование предложенного устройства для изготовления пружин позволяет производить съем готовой пружины без деформации витков и изменения размеров.
I
Формула изобретения
Устройство для изготовления пружин по авт. св. N 1359047, отличающееся тем, что, с целью повышения качества, захват механизма съема навитой пружины снабжен приводом его вращения, вал которого размещен соосно с оправкой, а число оборотов превышает число оборотов оправки, при этом направления вращения привода захвата и оправки совпадают.
