со со о
О5
Изобретение относится к механосборочному производству, в частности к устройствам для сборки корпусных деталей с комплектующими деталями, преимущественно ацетиленовых вентилей в виде корпусной детали, щпинделя, прокладок и накидной гайки.
Известно устройство для сборки корпусных деталей с комплектующими деталями, содержащее смонтированные на основан-ии узел подачи корпусных деталей, приводной поворотный стол с установленными.гнездами для корпусных деталей, механизм запрессовки прокладок в виде силового цилиндра и механизм подачи упомянутых прокладок в зону запрессовки 1.
Однако известное устройство не обеспечивает сборку узла типа ацетиленового вентиля, содержащего несколько деталей, соединенных, между собой с натягом и с помощью резьбы.
Целью изобретения является расширение технологических возможностей.
Поставленная цель достигается тем, что устройство для сборки корпусных деталей с комплектующими деталями, содержащее смонтированные на основании узел подачи корпусных деталей, привол,ной поворотный стол с установочными гнездами для корпусных деталей, механизм запрессовки прокладок в виде силового цилиндра и механизм подачи упомянутых прокладок в зону запрессовки, снабжено узлом.соединения щпинделя и накидной гайки с корпусной деталью и приводом вращения установочных гнезд для корпусных деталей относительно поворотного стола, механизм подачи прокладок в зону запрессовки их в корпусную деталь выполнен в виде вспомогательного силового цилиндра и подпружиненного в осевом направлении поворотного диска с ячейками для прокладок, размещенного между поворотным столом с корпусными деталями и механизмом запрессовки с возможностью осевого перемещения до упора в поверхность упомянутого поворотного стола от вспомогательного силового цилиндра, при этом соответствующие ячейки для прокладок в поворотном диске и установочные гнезда для корпусных деталей в поворотном столе соосны механизму запрессовки, поворотный диск связан посредством зубчатого зацепления с приводом поворота стола, а узел соединения щпинделя и , накидной гайки с корпусной деталью выполнен в виде головок, тарированных на заданный момент завинчивания.
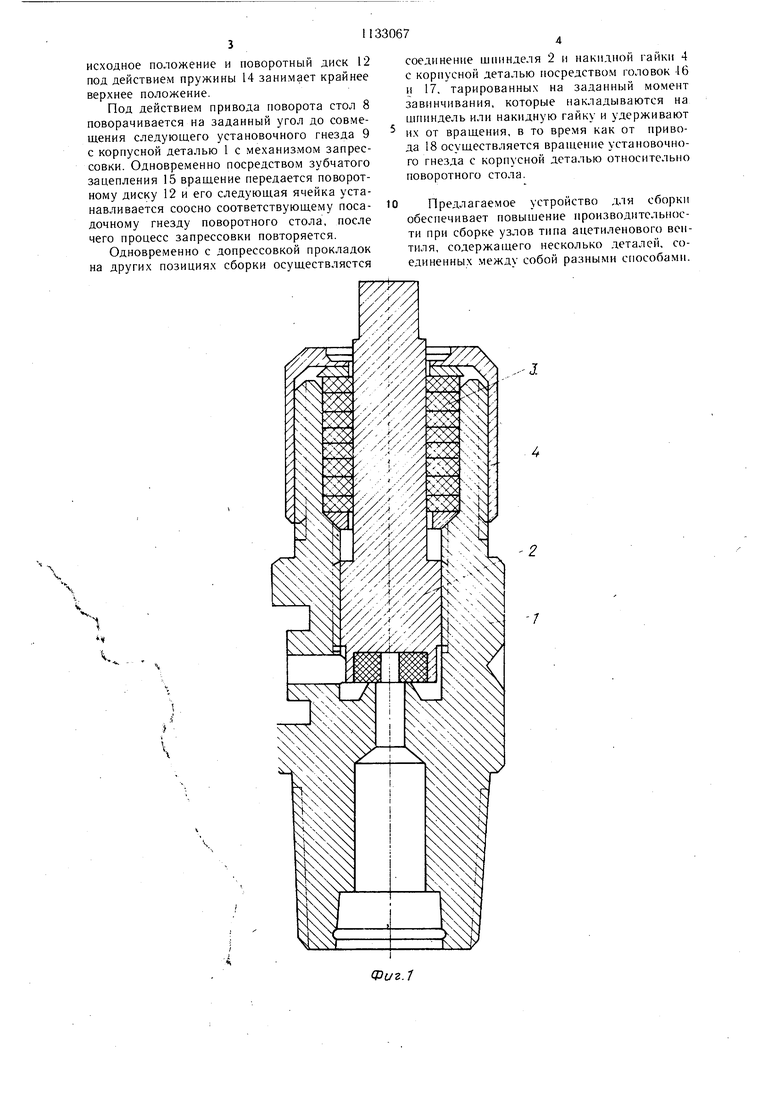
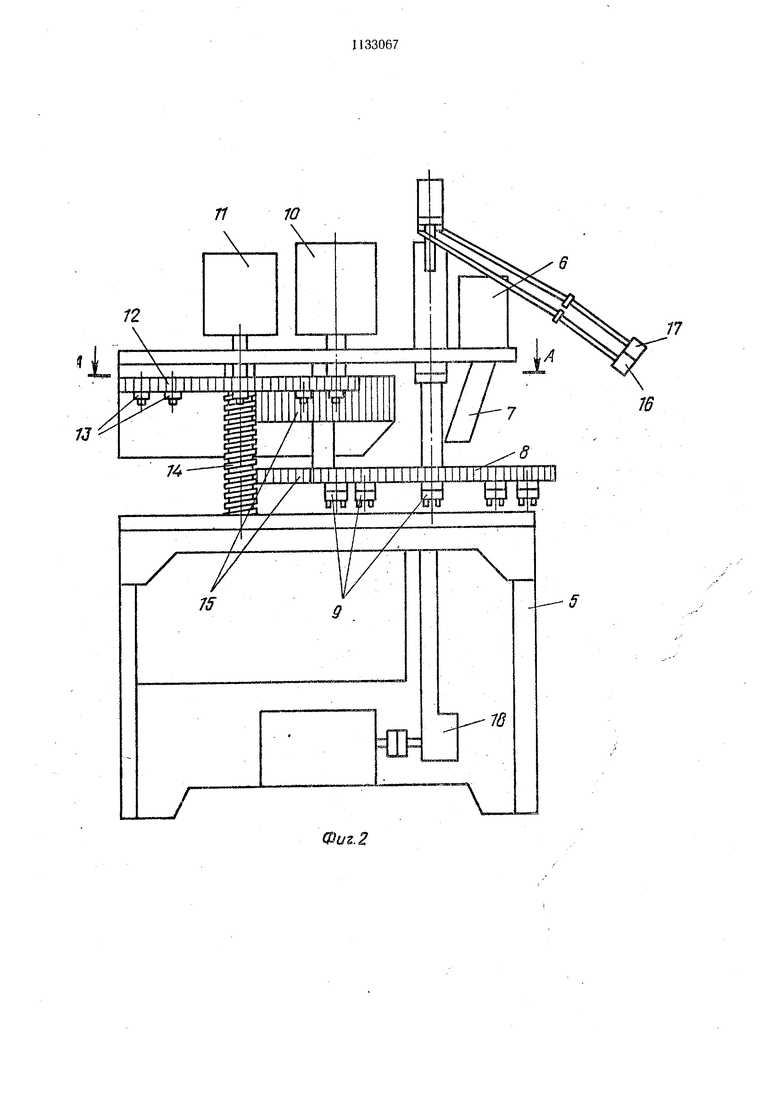
На фиг. 1 изображен ацетиленовый вентиль, продольный разрез; на фиг. 2 - устройство для сборки корпусных деталей с комплектующими деталями, преимущественно ацетиленовых вентилей, общий вид; на фиг. 3 - разрез А-А на фиг. 2.
Устройство для сборки корпусных деталей с комплектующи.ми деталями, преимущественно ацетиленовых вентилей в виде корпусной детали 1, щпинделя 2, прокладок 3 и накидной гайки 4, содержит основание 5, на котором смонтирован узел подачи корпусных деталей в виде бункера 6 с наклонны.м лотком 7, поворотный стол 8 с установочными гнезда.ми 9 для корпусных деталей 1, механизм запрессовки в виде силового цилиндра 10, ме.ханизм подачи прок„тадок 3 в зону запрессовки и узел соединения щпинделя 2 и накидной гайки 4 с деталью 1.
Механизм подачи прокладок 3 в зону
5 запрессовки их в корпусную деталь 1 выполнен в виде вспомогательного силового цилиндра 11 и новоротного диска 12 с ячейками 13 для прокладок 3. Диск 12 размещен между поворотным столом 8 и механизмом запрессовки с возможностью осевого перемещения до упора в поверхность поворотного стола от цилиндра 1 I и подпружинен в осевом направлении относительно корпуса пружиной 14.
Ячейки 13 для прокладок 3 в поворотном
5 диске 12 и соответствующие им установочные гнезда 9 для корпусных деталей 1 в поворотном стеле 8 соосны силово.му цилиндру 10 механизма запрессовки. При этом диск 12 связан зубчатым зацеплением 15 с приводом поворота стола 8. Поворотный
стол 8 установлен с возможностью периодического поворота на заданный угол, определяемый числом установочных гнезд 9.
На корпусе также смонтирован узел соединения щпинделя 2 и накидной гайки 4
, с корпусной деталью 1 в виде головок 16 и 17, тарированных на заданный момент завинчивания, а установочные гнезда 9 в поворотном столе 8 для размещения в них корпусных деталей 1 снабжены приводом 18 их вращения относительно поворотного
0 стола.
Устройство работает следующим образом. Корпусные детали 1 поступают из бункера 6 в установочнь1е гнезда 9 поворотного стола 8, одновременно в ячейки 13 поворотного диска 12 устанавливаются прокладки 3. Включается вспомогательный силовой цилиндр 11, щток которого, преодолевая уси.лие пружины 14, перемещает диск 12 в крайнее нижнее положение до упора в поверхность поворотного стола.
0 Соответствующие ячейки 13 для прокладок 3 в поворотном диске 12 и установочные гнезда- 9 для корпусных деталей 1 в поворотном столе 8 соосны силовому цилиндру 10 и при включении последнего его щток, переj мещаясь вниз, выдавливает прокладки 3 из ячейки 13 и запрессовь1вает их в корпусную деталь. По окончании процесса запрессовки шток цилиндра 1 1 возвращается в
исходное положение и поворотный диск 12 под действием пружины 14 занимает крайнее верхнее положение.
Под действием привода поворота стол 8 поворачивается на заданный угол до совмещения следующего установочного гнезда 9 с корпусной деталью 1 с механизмом запрессовки. Одновременно посредством зубчатого зацепления 15 вращение передается поворотному диску 12 и его следующая ячейка устанавливается соосно соответствующему посадочному гнезду поворотного стола, после чего процесс запрессовки повторяется.
Одновременно с допрессовкой прокладок на других позициях сборки осуществляется
соединение шпинделя 2 и накидной гайки 4 с корпусной деталью посредством головок 46 и 17, тарированных на заданный момент завинчивания, которые накладываются на шпиндель или накидную гайку и удерживают их от вращения, в то время как от привода 18 осуществляется вращение установочного гнезда с корпусной деталью относительно поворотного стола.
Предлагаемое устройство для сборки обеспечивает повышение производительности при сборке узлов типа ацетиленового вентиля, содержащего несколько деталей, соединенных между собой разными ссюсобами.
ч
v.
I -
4
-7 П
Фиг. 2 10
Фиг.З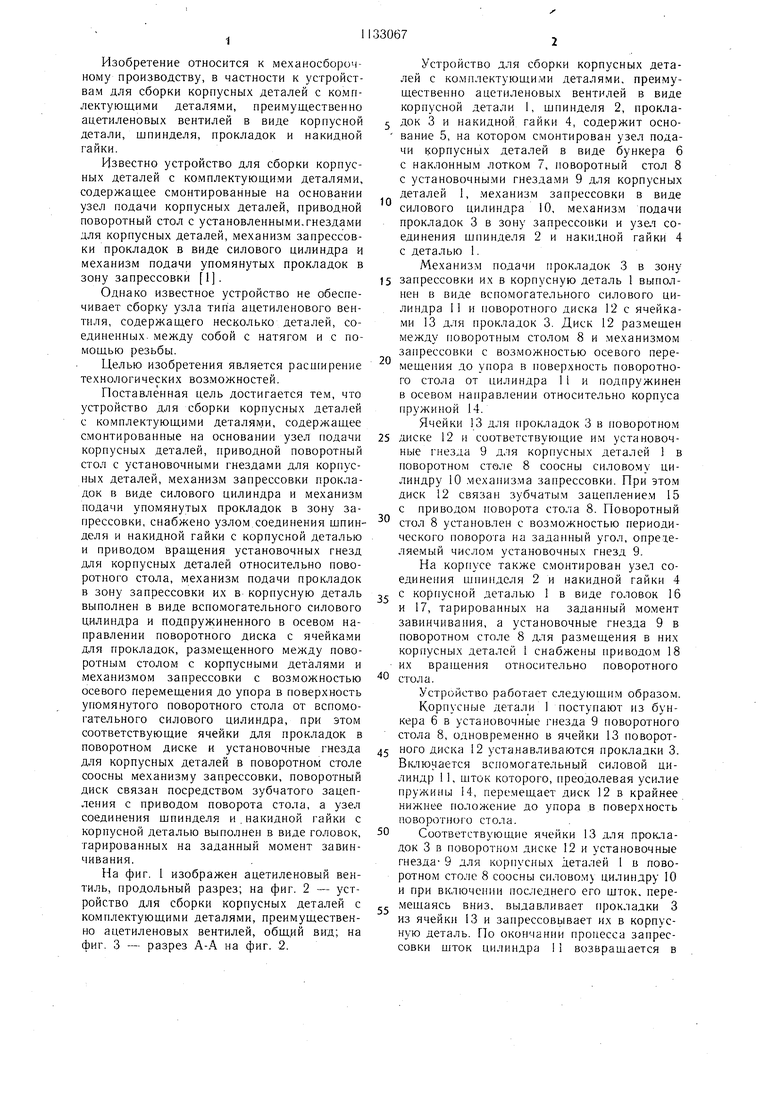
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| АВТОМАТ ДЛЯ СБОРКИ ВЕНТИЛЕЙ ТРУБОПРОВОДОВ | 1972 |
|
SU338346A1 |
| Устройство для запрессовки тонкостенной металлической детали в корпусную деталь | 1983 |
|
SU1136925A1 |
| Устройство для групповой сборки деталей | 1987 |
|
SU1454638A1 |
| Полуавтоматическая линия для сборки и клепки деталей | 1984 |
|
SU1225762A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для запрессовки штифтов в корпусную деталь | 1986 |
|
SU1355432A1 |
| Автомат для сборки деталей запрессовкой | 1981 |
|
SU1092031A1 |
| СТАНОК ДЛЯ СБОРКИ ДЕТАЛЕЙ ЗАПРЕССОВКОЙ | 1994 |
|
RU2071898C1 |
| Устройство для сборки деталей | 1973 |
|
SU461825A1 |
УСТРОЙСТВО ДЛЯ СБОРКИ КОРПУСНЫХ ДЕТАЛЕЙ С КОМПЛЕКТУЮЩИМИ ДЕТАЛЯМИ, преимущественно ацетиленовых вентилей в виде корпусной детали, шпинделя, прокладок и накидной гайки, содержащее смонтированные на основании узел подачи корпусных деталей, приводной поворотный стол с установочными гнездами для корпусных деталей, механизм запрессовки прокладок в виде силового цилиндра и механизм подачи упомянутых прокладок в зону запрессовки, отличающееся тем, что, с целью расщирения технологических возможностей, оно снабжено узло.м соединения шпинделя и накидной гайкой с корпусной деталью и приводом вращения установочных гнезд для корпусных деталей относительно новоротного стола, механизм подачи прокладок в зону запрессовки их в корпусную деталь выполнен в виде вспомогательного силового цилиндра и подпружиненного в осевом направлении новоротного диска с ячейками для прокладок, размещенного между поворотным столом с корпусными деталями и механизмом запрессовки с возможностью осевого перемещения до упора в поверхность упомянуто1-о поворотного стола от вспомогательного силового цилиндра, при этом соответствующие ячейки для прокладок в новоротном диске и устаi новочные гнезда для корпусных деталей в поворотном столе соосны меха П13му за(Л CZ прессовки, поворотный диск связан посредством зубчатого зацеплепия с приводом поворота стола, а узел соединения ц11Н1нделя и накидной гайки с корпусной деталью выполнен в виде головок, тарированных на заданный момент завинчивания.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Роторная машина | 1975 |
|
SU541630A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
