1
(21)A17U70/23-33
(22)31,12,86
(46) 30,09,89. Бюп, fr 36
(71)Технический центр Всероссийского кооперативно-государственного объединения по строительству Росагро- промстрой
(72)Н.В,Зуб
(53)693.546(088.8)
(56) Авторское свидетельство СССР 1006238, кл. В 28 В 13/00, 1981.
Авторское свидетельство СССР 850399, кл. В 28 В 13/02, 1979,
(54)УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТИЧНЫХ СМЕСЕЙ
(57) Изобретение относится к производству строительных изделий, а именно к установкам для изготовления изделий из фиброармнрованных смесей. Изобретение позволяет расширить технологические возможности путем формования армированных изделий и повышения качества за счет ориентации арматуры благодаря тому, что установка для формования изделий из пластичных смесей, содержащая размещенный в корпусе 2 ротор 3, устройства 8 и 9 для зтлотнения смеси и профилирования изделия, снабжена последовательно соединенными механизмами для пода
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования изделий из пластичных материалов | 1988 |
|
SU1761504A1 |
| Установка для армирования керамических изделий | 1982 |
|
SU1057291A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893488A1 |
| Цех для приготовления кормов | 1989 |
|
SU1777778A1 |
| Устройство для пакетирования изделий с отверстиями | 1986 |
|
SU1337315A2 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| Автоматическое устройство загрузки колец | 1980 |
|
SU905299A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
Изобретение относится к производству строительных изделий, а именно к установкам для изготовления изделий из фиброармированных смесей. Изобретение позволяет расширить технологические возможности путем формования армированных изделий и повышения качества за счет ориентации арматуры благодаря тому, что установка для формования изделий из пластичных смесей, содержащая размещенный в корпусе 2 ротор 3, устройства 8 и 9 для уплотнения смеси и профилирования изделия, снабжена последовательно соединенными механизмами для подачи, резки, пакетирования и ввода арматуры, ротор 3 - лопастями 4 и установлен эксцентрично, корпус 2 выполнен с дополнительным отверстием для приема арматуры 14, а механизм подачи арматуры - в виде ленточного конвейера 15 с расположенными по торцам ленты поворотными форсунками 18 для обработки арматуры, механизм для пакетирования арматуры выполнен в виде шахтного накопителя, над верхним окном которого расположен толкатель 24, а к нижнему примыкает отсекатель 29 механизма для ввода арматуры, выполненного в виде силового цилиндра 30 с соосным штоку толкателем. 3 ил.
15
. ч / 11 I Tif -f-. f in
f --JiI :: iALZi±. -
iSSmJ.f Ji I ., , ., r, , 1, ..-V-,.,,
N
3151
чи, резки, пакетирования и ввода арматуры, ротор 3 - лопастями 4 и установлен эксцентрично, корпус 2 выполнен с дополнительным отверстием для приема арматурь 14, а механизм подачи арматуры в виде ленточного конвейера 15 с расположенными по торцам ленты поворотными форсунками 18
Изобретение относится к производству строительньк изделий, а именно к установкам для изготовления изделий из фиброармированных смесей, 7П
Цель расширение тёхнолбгических возможностей путем формования арми- робанных изделий и повышение качест- на за счет ориентации арматуры.
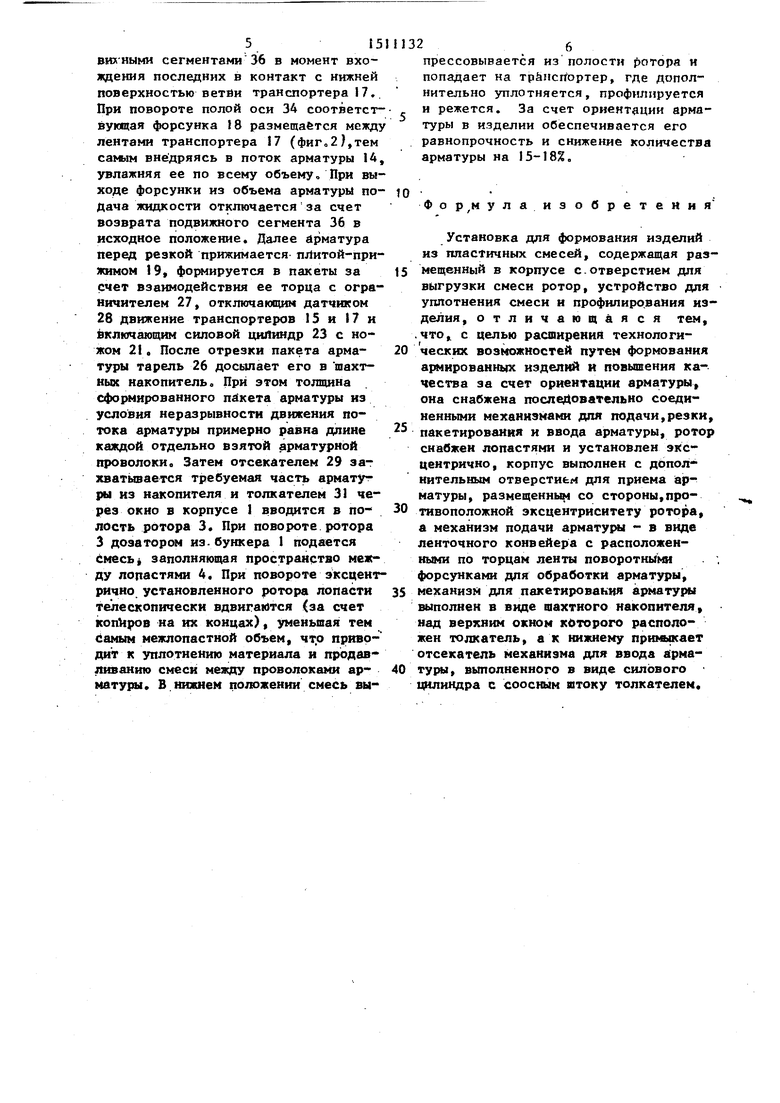
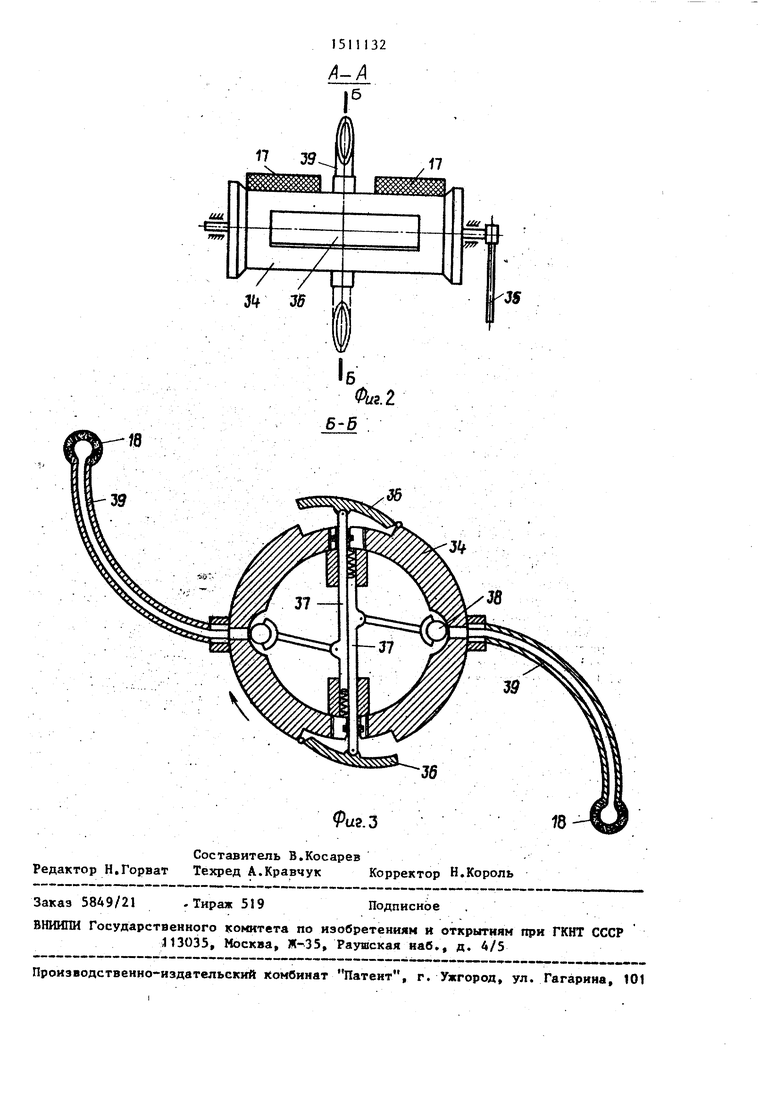
На фиг,1 - изображена установка, -25 общий вид; На фиг,2 - разрез А-А на фиг.1; на фиг о 3,- разрез Б-Б на фиг,2.
Установка для формования изделий из пластичных смесей содержит буи- кер 1, который примыкает к верхней части кй рпус-а 2, В корпусе 2 экс1 ент- рично размещен ротор 3, лопасти которого имеют приспособления 5 и 6 для вы- прессовки смеси на транспортер 7,над которым установлены устройства для уп- уплотиеиия 8 смеси и для профилирования 9 изделия с регулируемой величиной пригруз а ленты 10, соединенной с приводом 11, Далее размещен стол 12 с Q механизмом резки 13 Механизм Подали арматуры 14 состоит из транспортера 15 с натяжными 16 и отклоняющими барабанами, размещенного с образованием сужающегося зазора над ленточным транспортером 17 в виде конвейера, по торцам лент которого расположены по- , воротные форсунки 18 для обработки неразрезанной 14о Механизм для резки арматуры состоит из плиты- прижима 19, закрепленной на штоке силового цилиндра 20, и ножа 21, закрепленного на плите 22 механизма па- кетировки арматуры, через полый шток силового цилиндра 23 которого пропу- ,, щен толкатель 24, один конец которого, подпружинен .и контактирует с приводным кулачком 25, а на другом смонтирована тарель 26, размещенная в нише
5
1132
для обработки арматуры, механизм для пакетирования арма туры выполнен и виде шахтного Накопителя, над верхним 5 окном которого расположен толкатель 24, а к нижнрму примыкает отсекатель
29механизма для ввода арматуры,выполненного в виде силового цилиндра
30с соосным штоку толкателем. 3 ил.
Q ,
плиты 22, Со стороны плиты 22, противоположной ножу 21, шарнирно установлен ограничитель 27 перемещения арматуры с датчиком 28 отклонения привода перемещения арматуры и вклю- ения силового цилиндра 23, Шахтш 1й накопитель мехакиз ма пакетировки арматуры представляет собой проем,ограниченный ветйяМи транспортера L5 иг ленточного транспортера 17 и образо- ; ванный под тарелью 26 толкателя 24« К нижнему окну накопителя примыкает отсекатель 29 приспособления звокА , арматуры, закреплённый на штоке си- лового цилиндра 30, соОсйо которойу размещен толкатель 31, соединенный с приводом 32 о ГЫраллельно от.секателю 29 установлена нёправляющая пластина 33, соединенная с корпусом 2,под образованным в нем окном для приема вводимой арматуры.I
Поворотные форсунки 18 выполнены с полыми осями 34, в которые при помощи трубопровода 35 подведена жидкость для обработки арматуры с целью повышения ее адгезии к смеси. Полые . - оси 34 контактируют с ветвью транспортера I7 и имеют подвижные сегменты 36., соединение штоками 37 с клапанами 38 подачи жидкости в пово- | ротные: форсунки 18, которые закреплены на кронштейнах 39.
Установка для формования изделий из пластичных смесей работает еле- ; дующим образом. :
В-бункер 1 загружают смесь, пример глину, увлажненную до пластичного состояния. Пучок арматуры 14 I подает ветвями транспортеров 15 и ; 17 в импульсном режиме, т.еъ с ос- ; тановками. для резки арматуры ножом : 21, Перед резкой арматура увлажняется из форсунок 18, включающихся под515
вю ными сегментами 36 в момент вхо- ясдекия последних в контакт с ннжней поверхностью ветви транспортера 17.. При повороте полой оси 34 соответствуюдая форсунка 18 размещается между лентами транспортера 17 (фиг,2),тем самым внедряясь в поток арматуры 14, увлажняя ее по всему объему. При выходе форсунки из объема арматуры по- Дача жидкости отключается за счет возврата подвижного сегмента 36 в исходное положение. Далее арматура перед резкой прижимается пЛитой-при- жимом 9, фо1 1ируется в пакеты за счет взаимодействия ее торца с ограничителем 27, отключаюоцш датчиком 28 движение транспортеров 15 и 17 и 1Ьключающим силовой цитшдр 23 с ножом 21. После отрезки пакета арматуры тарель 26 досылает его в шахтных накопитель. При этом толщина сформированного пакета арматуры из условия неразрывности движения потока арматуры примерно равна длине каждой отдельно взятой арматурной проволоки. Затем отсекателем 29 за-г хватывается требуемая часть арматуг- ры из накопителя и толкателем 31 через окно в корпусе 1 вводится в полость ротора 3. При повороте.ротора 3 дозатором из. бункера 1 подается смесь заполняющая пространство между лопастями 4. При повороте эксцентрично установленного ротора лопасти Телескопически вдвигамтся (за счет копиров на их концах), уменьшая тем самым межлопастной объем, что приво- дит к уплотнению материала и продав- яиваншо смеси между проволока ос арматуры. В нижнем положении смесь вы11326
прессовывается из полости ротора и попадает на трёнсггортер, где дополнительно уплотняется, профилируется н режется. За счет ориентации арматуры в изделии обеспечивается его равнопрочность и снижение количества арматуры на 15-18%,
10
Фор мулаизобретення
Установка для формования изделий из пластичных смесей, содержащая размещенный в корпусе с.отверстием для выгрузки смеси ротор, устройство для уплотнения смеси и профилирования изделия, отличающая ся тем, .что, с целью расширения технологических возможностей путем формования армированных изделий и повышения качества за счет ориентации арматуры, она снабжена последовательно соединенными механизмами дпя подачи,резки, пакетирования и ввода арматуры, ротор снабжен лопастями и установлен эксцентрично, корпус выполнен с дополнительным отверстием для приема арматуры, размещенным со стороны,противоположной эксцентриситету ротора, а механизм подачи арматуцш - в виде ленточного конвейера с расположенными по торцам ленты поворотными ; форсунками для обработки арматуры,
механизм для пакетирования арматуры выполнен в виде шахтного накопителя, над верхним окном которого расположен толкатель, а к нижнему примьокает отсекатель механизма для ввода арматуры, выполненного в виде силового цилиндра с соосным штоку толкателем.
аг.З
