У///////7/7.
7/////////.
СП
tc м
4
00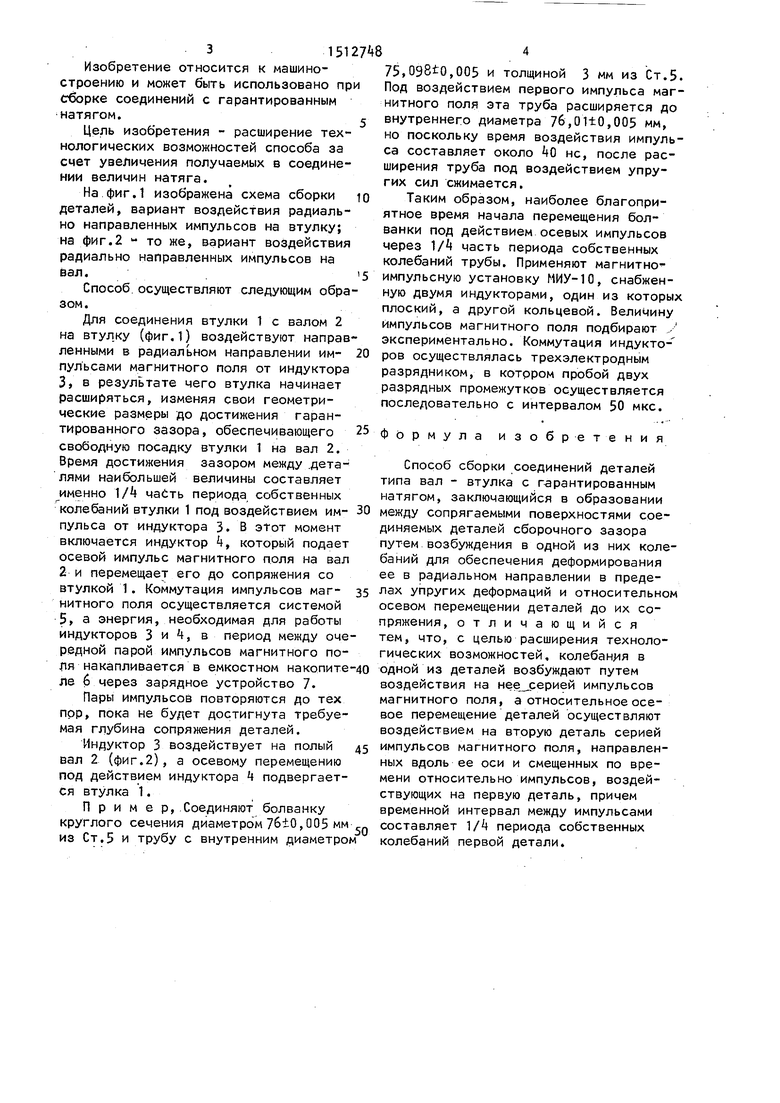
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ СОЕДИНЕНИЙ ДЕТАЛЕЙ | 1994 |
|
RU2086382C1 |
| СПОСОБ ИНДУКЦИОННОЙ РАСПРЕССОВКИ СОЕДИНЕНИЯ ВАЛ-ВТУЛКА | 2009 |
|
RU2399474C1 |
| Способ соединения деталей с натягом термическим методом | 1985 |
|
SU1279788A1 |
| СПОСОБ СОЕДИНЕНИЯ С НАТЯГОМ ДЕТАЛЕЙ ТИПА ВАЛ - ВТУЛКА | 1995 |
|
RU2096157C1 |
| Способ сварки концентрично расположенных цилиндрических деталей | 1984 |
|
SU1248745A1 |
| Подшипниковый узел | 2016 |
|
RU2638881C1 |
| Способ сборки с натягом деталей типа вал-втулка | 1987 |
|
SU1500460A1 |
| Сборочно-захватная головка манипулятора | 1984 |
|
SU1191281A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1991 |
|
SU1810268A1 |
| ШПИНДЕЛЬ ТУРБОБУРА | 2001 |
|
RU2176015C1 |
Изобретение относится к машиностроению, в частности к способам сборки соединений деталей типа вал-втулка с гарантированным натягом. Цель изобретения - расширение технологических возможностей способа соединения втулки 1 с валом 2. На втулку 1 воздействуют направленными в радиальном направлении импульсами магнитного поля от индуктора 3, в результате чего втулка изменяет свои геометрические размеры до достижения требуемого сборочного зазора. Через время, составляющее 1/4 часть периода собственных колебаний втулки 1, включается индуктор 4, который подает серию осевых импульсов магнитного поля на вал 2 и перемещает его до сопряжения с втулкой 1. Способ позволяет добиться при сборке более высоких значений натяга и требует для сопряжения меньшее технологическое время. 2 ил.
/
f
fej
31512
Изобретение относится к машиностроению и может быть использовано при сборке соединений с гарантированным натягом.
Цель изобретения - расширение технологических возможностей способа за счет увеличения получаемых в соединении величин натяга.
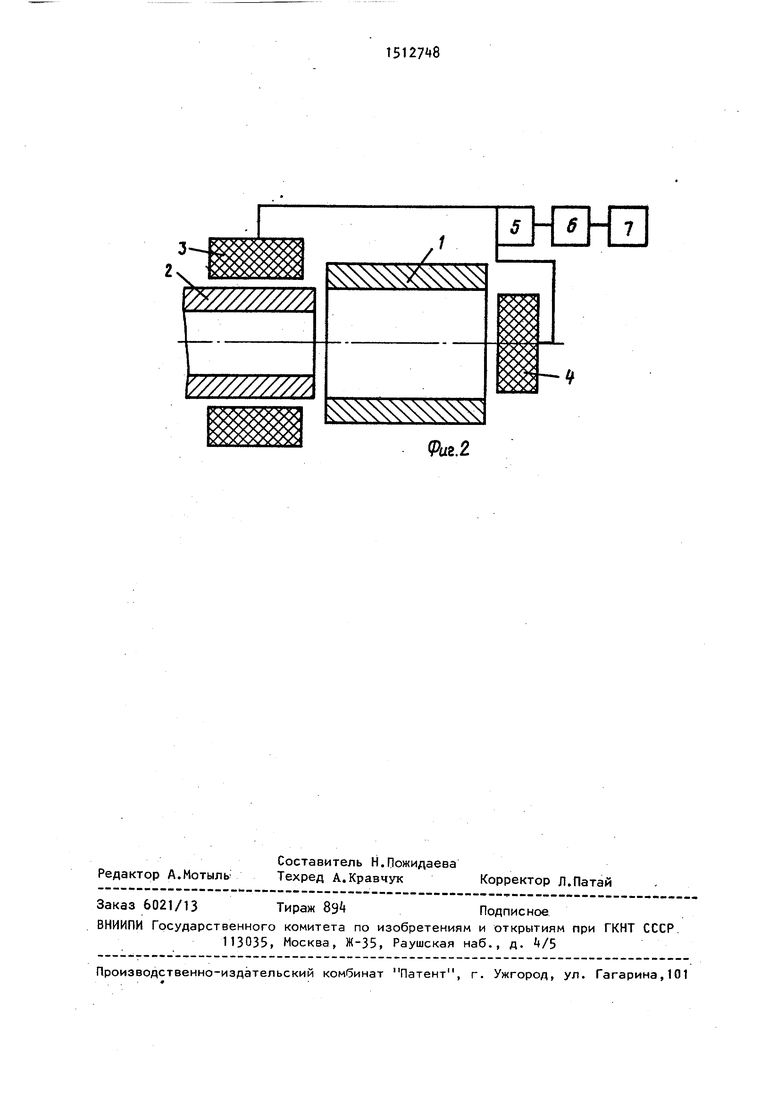
На.фиг.1 изображена схема сборки деталей, вариант воздействия радиаль- но направленных импульсов на втулку; на фиг.2 то же, вариант воздействия радиально направленных импульсов на вал.
Способ, осуществляют следующим образом.
Для соединения втулки 1 с валом 2 на втул.ку (фиг.1) воздействуют направленными в радиальном направлении им- пульсами магнитного поля от индуктора 3, в результате чего втулка начинает расширяться, изменяя свои геометрические размеры до достижения гарантированного зазора, обеспечивающего свободную посадку втулки 1 на вал 2. Время достижения зазором между .деталями наибольшей величины составляет именно 1/4 чаСть периода собственных колебаний втулки 1 под воздействием им- пульса от индуктора 3. В этот момент включается индуктор 4, который подает осевой импульс магнитного поля на вал 2 и перемещает его до сопряжения со втулкой 1. Коммутация импульсов маг- нитного поля осуществляется системой 5, а энергия, необходимая для работы индукторов 3 и 4, в период между очередной парой импульсов магнитного поля накапливается в емкостном накопите ле б через зарядное устройство 7.
Пары импульсов повторяются до тех пор, пока не будет достигнута требуемая глубина сопряжения деталей.
Индуктор 3 воздействует на полый вал 2 (фиг.2), а осевому перемещению под действием индуктора 4 подвергается втулка 1.
Пример,.Соединяют болванку круглого сечения диаметром 76iO,Q05 мм из Ст.5 и трубу с внутренним диаметро
75,,005 и толщиной 3 мм из Ст.5 Под воздействием первого импульса магнитного поля эта труба расширяется до внутреннего диаметра 7б,ОНО,005 мм, но поскольку время воздействия импульса составляет около kO не, после расширения труба под воздействием упругих сил сжимается.
Таким образом, наиболее благоприятное время начала перемещения болванки под действием осевых импульсов через 1/А часть периода собственных колебаний трубы. Применяют магнитно- импульсную установку МИУ-10, снабженную двумя индукторами, один из которых плоский, а другой кольцевой. Величину импульсов магнитного поля подбирают ./ экспериментально. Коммутация индукто- ров осуществлялась трехэлектродным разрядником, в котрром пробой двух разрядных промежутков осуществляется последовательно с интервалом 50 мкс.
Формула изобретения
Способ сборки соединений деталей типа вал - втулка с гарантированным натягом, заключающийся в образовании между сопрягаемыми поверхностями соединяемых деталей сборочного зазора путем возбуждения в одной из них колебаний для обеспечения деформирования ее в радиальном направлении в пределах упругих деформаций и относительном осевом перемещении деталей до их сопряжения, отличающийся тем, что, с целью расширения технологических возможностей, колебания в одной из деталей возбуждают путем воздействия на нее серией импульсов магнитного поля, а относительное осевое перемещение деталей осуществляют воздействием на вторую деталь серией импульсов магнитного поля, направленных вдоль ее оси и смещенных по времени относительно импульсов, воздействующих на первую деталь, причем временной интервал между импульсами составляет 1/ периода собственных колебаний первой детали.
Ж
.
WZ //7///7/
SS:
- 7
/
fe.2
