1ХЁ
00
иг.1
Изобретение относится к инструментальной промышленности, а именно к хонин- говальным головкам для обработки тонкостенных деталей с малой и переменной жесткостью, и является усовершенствованием изобретения по основному авт. св. № 1315260.
Цель изобретения - повышение производительности и точности обработки.
На фиг. 1 показана хонинговальная головка, поперечное сечение; на фиг. 2 - се- 10 чение А-А на фиг. 1.
Хонинговальная головка содержит корпус 1 с охватываюш,им его цилиндром 2 из упруго-эластичного материала, внутри
местах с минимальным припуском будот минимальна. В результате время обработки отверстия для получения требуемой точности будет также минимально.
Золотник, установленный в поперечном канале сектора-толкателя, позволяет разъединить осевые каналы для обеспечения неизменности углового положения бруска, полученного предварительной настройкой.
торе-толкателе 4 выполнены радиальные каналы 9 под каждым бруском, глухие осеНастройка радиального положения каждого из брусков 6 производится ввинчиванием резьбовой пробки 13. Это производят в таком положении золотника 14, при ко- отором осевые каналы 10 не разъединены,
которого размешен разжимной элемент 3 и ,5 Вместе с радиальным положением бруска б колодки 4, выполненные в виде секторов-тол-настраивается и его осевой наклон за
кателеи, а снаружи охватывающего цилинд-счет перемещения гидропласта вдоль осевора 2 в вертикальных карманах планки 5 нала 10. После окончания настройки установлены хонинговальные бруски 6. Меж-радиального положения всех брусков 6 одду стенками цилиндра 2 из упруго-элас- сектора-толкателя 4 золотник 14 петичного материала и сектором-толкателем 4 в положение, при котором осеустановле на планка 7, взаимодействующая , JQ разъединяются. В процессе с планкой 5 посредством винтов 8. В сек- обработки бруски 6, установленные на один
радиальный размер, равный максимальному
г,диаметру обрабатываемого отверстия, под
вые каналы 10, соединяющие радиальные действием погрешности формы, превышаю каналы каждого из , и поперечный.. д величину изменяют свое
канал 11, соединяющий все осевые кана- радиальное положение за счет допустимой лы 10. В радиальных каналах 9 располо- реформации стенки цилиндра 2. Усилие ре- плунжеры 12, передаюп ие взаимо- ания в процессе исправления погрешности действие от секторов-толкателей 4 к план- .
ке 7. В осевь1х каналах 10 установлены зо ;;яется олиняковп так как кяжяый ич них
резьбовые пробки 13, предназначенные для
настройки радиального положения брусков,
а в поперечном канале 11 установлен
золотник 14, служащий для разъединения
осевых каналов 10. Каналы 9-11 заполнены гидропластом. съема припуска каждым из брусков 6,
Введение в устройство второй планки места с минимальным припуском позволяет изменять радиальный вылет каж- минимальной интенсивностью Эт им достигается повышение производительности и точности обработки.
40
Формула изобретения
няется одинаково, так как каждый из них на строен на один размер, равный максимальному диаметру обрабатываемого отверстия. Следовательно, все погрешности формы, превышающие допустимую, будут обрабатываться с максимальной интенсивностью
дого бруска относительно сектора-толкателя при обеспечении предварительного напряжения цилиндра из упруго-эластичного материала, сжатого винтами между двумя планками. Благодаря такой установке каждый брусок при обработке снимает одинаковый припуск, что позволяет при наименьших затратах времени достичь требуемую точность обработки.
Изменение радиального положения каждого из брусков достигается посредством плунжеров, установленных в радиальных каналах и резьбовых пробок, установленных в осевых каналах, что также позволяет повысить точность и сократить время обработки.
Наличие осевых каналов обеспечивает возможность точной поднастройки радиального положения бруска и его наклон в
Хонинговальная головка по авт. св. № 1315260, отличающаяся тем, что, с целью повышения производительности и точности 45 обработки, головка снабжена дополнительными планками, каждая из которых установлена между упругим элементом и секторными толкателями с возможностью взаимодействия с наружной планкой посредством введенного в головку крепежного элемента, а в каждом из секторных толкателей выполнены сообщающиеся друг с другом радиальные и осевые каналы, последние из которых связаны между собой с
50
помощью введенного в головку золотника,
осевом сечении. В результате такой под- 55 Р ° головка дополнительно снабжена настройки все бруски будут выставлены на механизмами индивидуальной поднастройки один диаметр и при обработке отверстия абразивных брусков, каждый из которых вы- с исходной погрешностью формы интенсив- полней в виде размещенных в осевых каналах ность съема припуска каждым из них в резьбовых пробок, связанных посредством
местах с минимальным припуском будот минимальна. В результате время обработки отверстия для получения требуемой точности будет также минимально.
Золотник, установленный в поперечном канале сектора-толкателя, позволяет разъединить осевые каналы для обеспечения неизменности углового положения бруска, полученного предварительной настройкой.
;;яется олиняковп так как кяжяый ич них
съема припуска каждым из брусков 6,
няется одинаково, так как каждый из них на строен на один размер, равный максимальному диаметру обрабатываемого отверстия. Следовательно, все погрешности формы, превышающие допустимую, будут обрабатываться с максимальной интенсивностью
Хонинговальная головка по авт. св. № 1315260, отличающаяся тем, что, с целью повышения производительности и точности 45 обработки, головка снабжена дополнительными планками, каждая из которых установлена между упругим элементом и секторными толкателями с возможностью взаимодействия с наружной планкой посредством введенного в головку крепежного элемента, а в каждом из секторных толкателей выполнены сообщающиеся друг с другом радиальные и осевые каналы, последние из которых связаны между собой с
50
размещенного в указанных каналах гидропласта с плунжерами, установленными в
радиальных каналах с возможностью взаимодействия с дополнительными планками.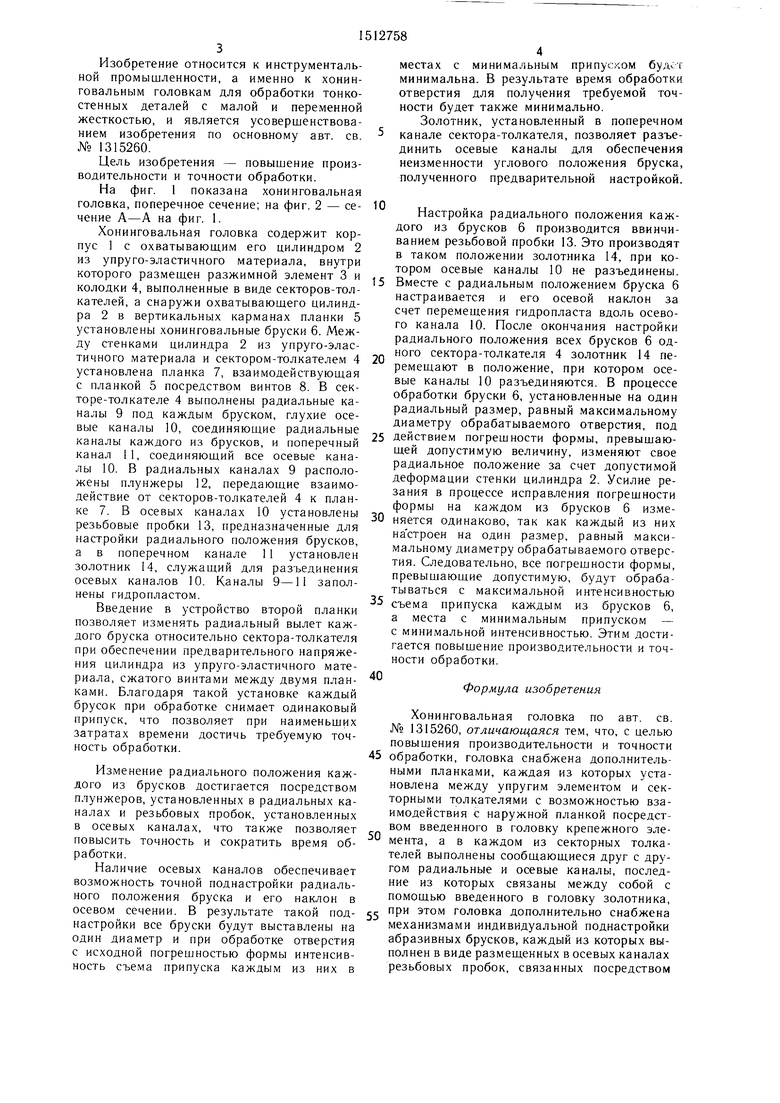
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1987 |
|
SU1502279A1 |
| Хонинговальная головка | 1986 |
|
SU1315260A2 |
| МЕХАНИЗМ РАЗЖИМА БРУСКОВ ХОНИНГОВАЛЬНОГО СТАНКА | 1990 |
|
RU2009860C1 |
| Хонинговальная головка | 1989 |
|
SU1701492A1 |
| Устройство для хонингования | 1986 |
|
SU1419868A1 |
| Хонинговальная головка | 1975 |
|
SU539744A1 |
| Хонинговальная головка | 1985 |
|
SU1281384A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2146594C1 |
| Хонинговальная головка | 1980 |
|
SU933404A1 |
| Хонинговальная головка | 1984 |
|
SU1276481A1 |
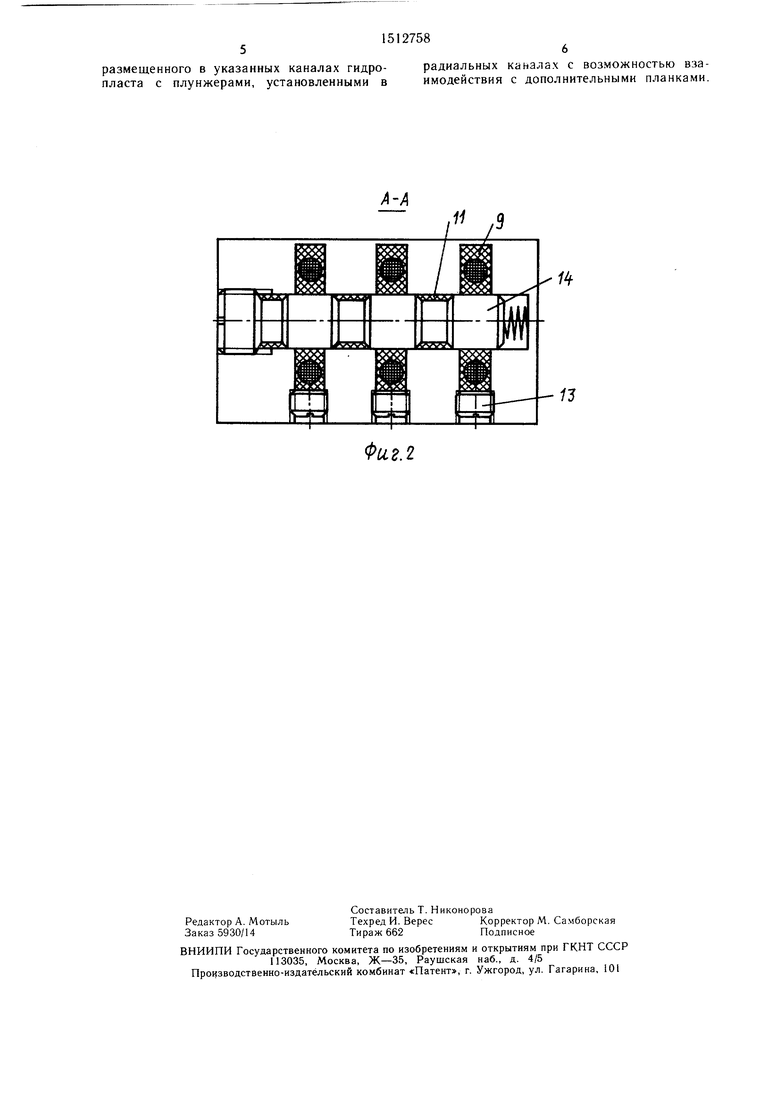
Изобретение относится к инструментальной промышленности, а именно к хонинговальным головкам для обработки тонкостенных деталей с малой и переменной жесткостью, и позволяет повысить производительность и точность обработки. Хонинговальная головка содержит корпус 1 с охватывающим его цилиндром 2 из упругоэластичного материала, внутри которого размещен разжимной элемент 3 и колодки 4, выполненные в виде секторов-толкателей, а снаружи охватывающего цилиндра 2 в вертикальных каналах планки 5 установлены хонинговальные бруски 6. Между стенками цилиндра 2 и секторов-толкателей установлена дополнительная планка 7, взаимодействующая с планкой 5 посредством винтов 8. В секторах-толкателях выполнены радиальные каналы 9 под каждым бруском, глухие осевые каналы 10, соединяющие радиальные каналы каждого из брусков и поперечный канал, соединяющий все осевые каналы 10. В радиальных каналах 9 расположены плунжеры 12, передающие взаимодействие от секторов-толкателей к дополнительным планкам 7. В осевых каналах 10 установлены резьбовые пробки, предназначенные для настройки радиального положения брусков, а в поперечном канале установлен золотник, служащий для разъединения осевых каналов 10. Каналы заполнены гидропластом. 2 ил.
Фиг. 2
| Хонинговальная головка | 1986 |
|
SU1315260A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
