315П2279
представляет собой пат в брускодер- жателе, заполненный гидропластом 4, и содержит замкнутые упругие оболочки 5, Пазы закрыты планками 6, посредством которых брускодержатели 3 пзаимодействуют с секторными толкателями, получающими радиальный разжим от штока. Для создания и регулировки предварительного сжатия упругого элемента, состоящего из гидропласта А и упругих оболочек 5,служат нажимной винт 9 и плунжер 10. 3 ил.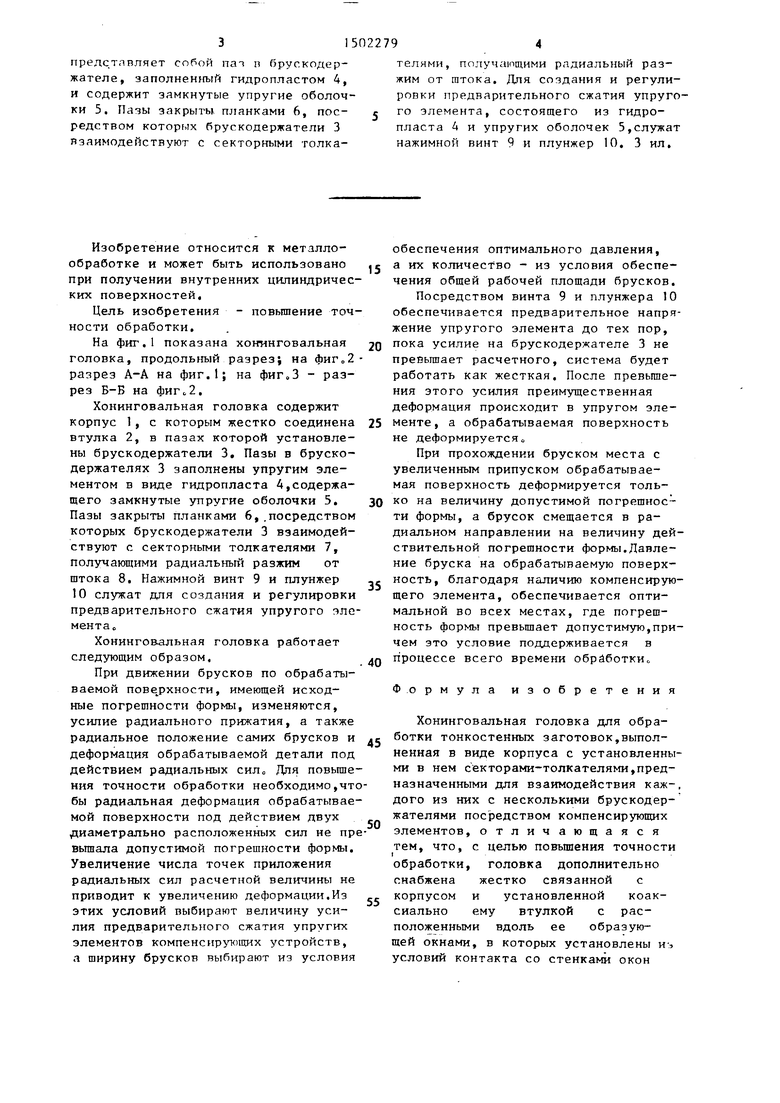
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1987 |
|
SU1512758A2 |
| Хонинговальная головка | 1985 |
|
SU1292993A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2146594C1 |
| Хонинговальная головка | 1986 |
|
SU1371883A1 |
| Хонинговальная головка | 1979 |
|
SU880702A1 |
| Хонинговальная головка | 1989 |
|
SU1701492A1 |
| Хонинговальная головка | 1986 |
|
SU1335435A1 |
| Хонинговальная головка | 1982 |
|
SU1096088A1 |
| Хонинговальная головка | 1986 |
|
SU1315260A2 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2440884C1 |
Изобретение относится к металлообработке, может быть использовано при получении внутренних цилиндрических поверхностей и позволяет повысить точность обработки. Для этого хонинговальная головка содержит корпус, с которым жестко соединена втулка, в пазах которой установлены брускодержатели 3. Встроенное в брускодержатель компенсирующее устройство представляет собой паз в брускодержателе, заполненный гидропластом 4, и содержит замкнутые упругие оболочки 5. Пазы закрыты планками 6, посредством которых брускодержатели 3 взаимодействуют с секторными толкателями, получающими радиальный разжим от штока. Для создания и регулировки предварительного сжатия упругого элемента, состоящего из гидропласта 4 и упругих оболочек 5, служат нажимной винт 9 и плунжер 10. 3 ил.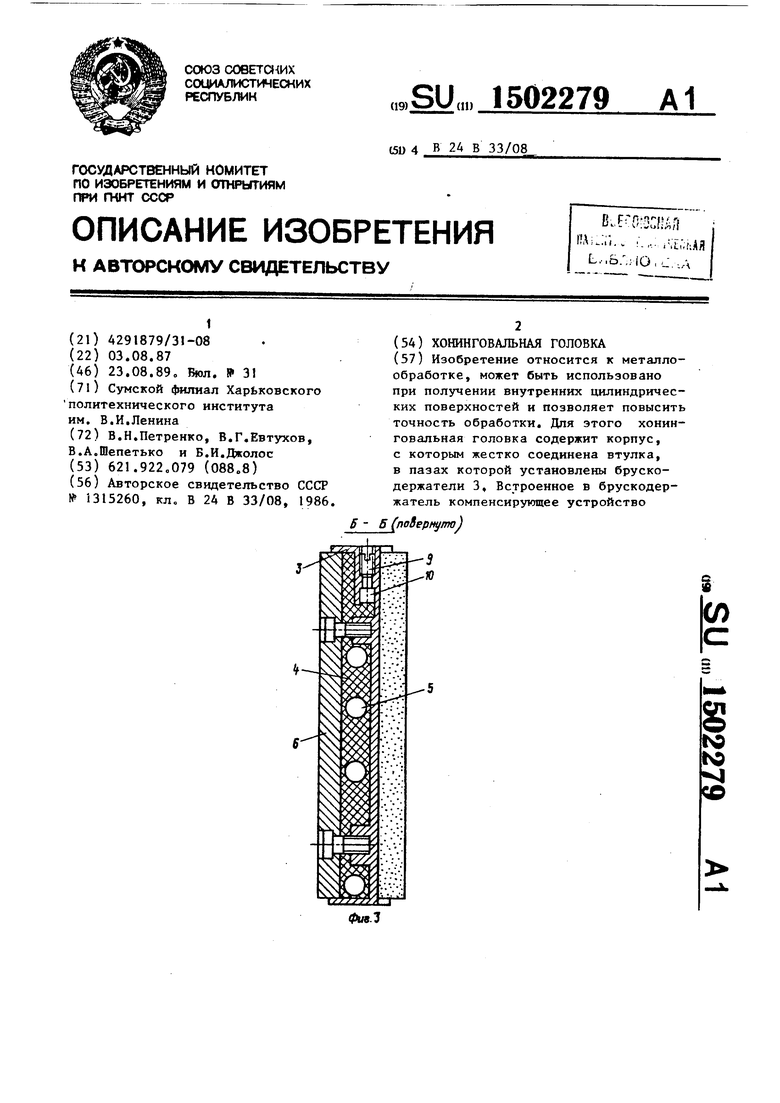
Изобретение относится к металлообработке и может быть использовано при получении внутренних ципиндричес- ких поверхностей.
Цель изобретения - повьгаение точности обработки.
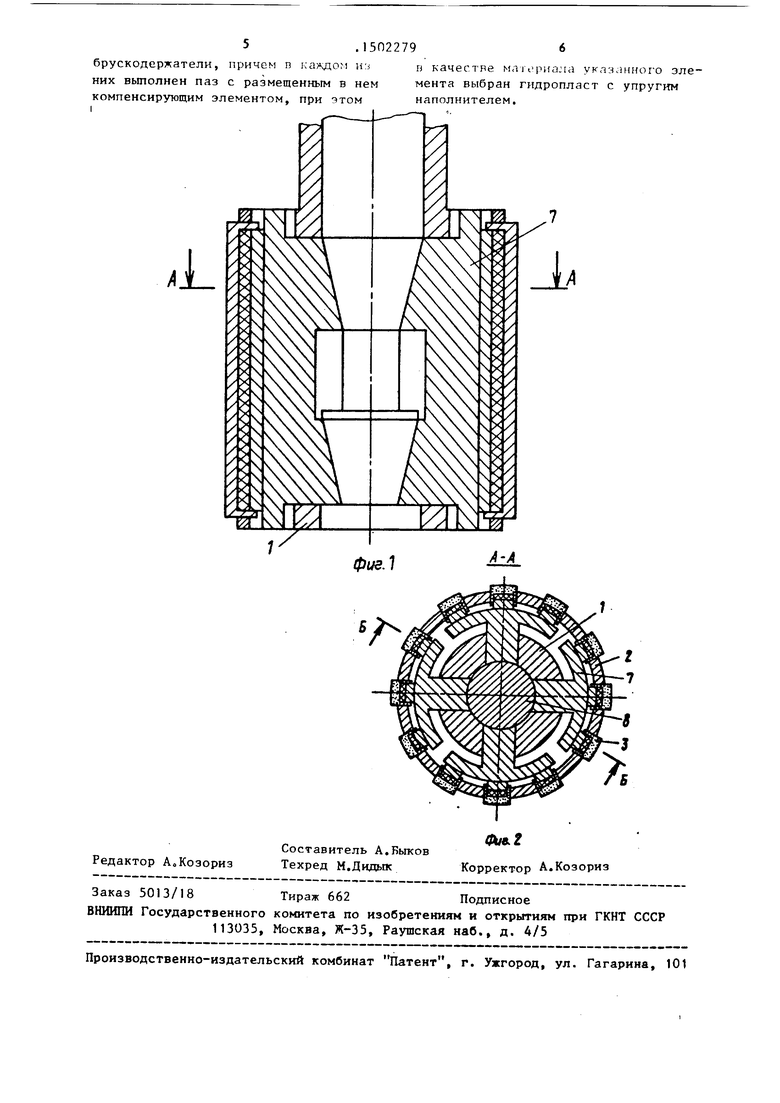
На фиг.1 показана хокинговальная головка, продольный разрез; на фиг„2 разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг с, 2.
Хонинговальная головка содержит корпус 1, с которым жестко соединена втулка 2, в пазах которой установлены брускодержатели 3, Пазы в бруско- держателях 3 заполнены упругим элементом в виде гидропласта А,содержащего замкнутые упругие оболочки 5. Пазы закрыты планками 6, .посредством которых брускодержатели 3 взаимодействуют с секторными толкателями 7, получающими радиальный разжим от штока 8. Нажимной винт 9 и плунжер 10 служат для создания и регулировки предварительного сжатия упругого элемента
Хонингов-альная головка работает следующим образом.
При движении брусков по обрабатываемой поверхности, имеющей исходные погрешности формы, изменяются, усилие радиального прижатия, а также радиальное положение самих брусков и деформация обрабатываемой детали под действием радиальных сил Для повьшзе ния точности обработки необходимо,чтбы радиальная деформация обрабатываемой поверхности под действием двух диаметрально расположенных сил не пр вышала допустимой погрешности формы. Увеличение числа точек приложения радиальных сил расчетной величины не приводит к увеличению деформации.Из этих условий выбирают величину усилия предварительного сжатия упругих элементов компенсир тощих устройств, а ширину брусков выбирают из условия
5
0
5
0
5
0
5
0
5
обеспечения оптимального давления, а их количество - из условия обеспечения обшей рабочей площади брусков.
Посредством винта 9 и плунжера 10 обеспечивается предварительное напряжение упругого элемента до тех пор, пока усилие на брускодержателе 3 не превьш1ает расчетного, система будет работать как жесткая. После превьш1е- ния этого усилия преимущественная деформация происходит в упругом элементе, а обрабатываемая поверхность не деформируется
При прохождении бруском места с увеличенным припуском обрабатываемая поверхность деформируется только на величину допустимой погрешности формы, а брусок смещается в радиальном направлении на величину действительной погрешности формы.Давление бруска на обрабатываемую поверхность, благодаря наличию компенсирующего элемента, обеспечивается оптимальной во всех местах, где погрешность формы превьш1ает допустимую,причем это условие поддерживается в процессе всего времени обработки
Формула изобретения
Хонинговальная головка для обработки тонкостенных заготовок,выполненная в виде корпуса с установленными в нем секторами-толкателями,предназначенными для взаимодействия каж-, дого из них с несколькими брускодер- жателями посредством компенсирующих элементов, отличающаяся тем, что, с целью повъшения точности обработки, головка дополнительно снабжена жестко связанной с корпусом и установленной коак- сиально ему втулкой с расположенными вдоль ее образующей окнами, в которых установлены и-, условий контакта со стенками окон
iL
