Известны приспособления к внутришлифовальным станкам для обработки криволинейных поверхностей. В этих приспособлениях кориус, устанавливаемый вместо пе.едней бабки станка, несет заготовку и копир.
в приспособлении, выполненном согласно изобретению, для крепления заготовки и копира использована рамка, подвешенная к корпусу. От пневмогидравлического привода рамка совершает возвратно-поступательное движение и сообш.ает заготовке -необходимое перемеш,ение под воздействием на копир следяшего ролика, который неподвижно укреплен в корпусе приспособления.
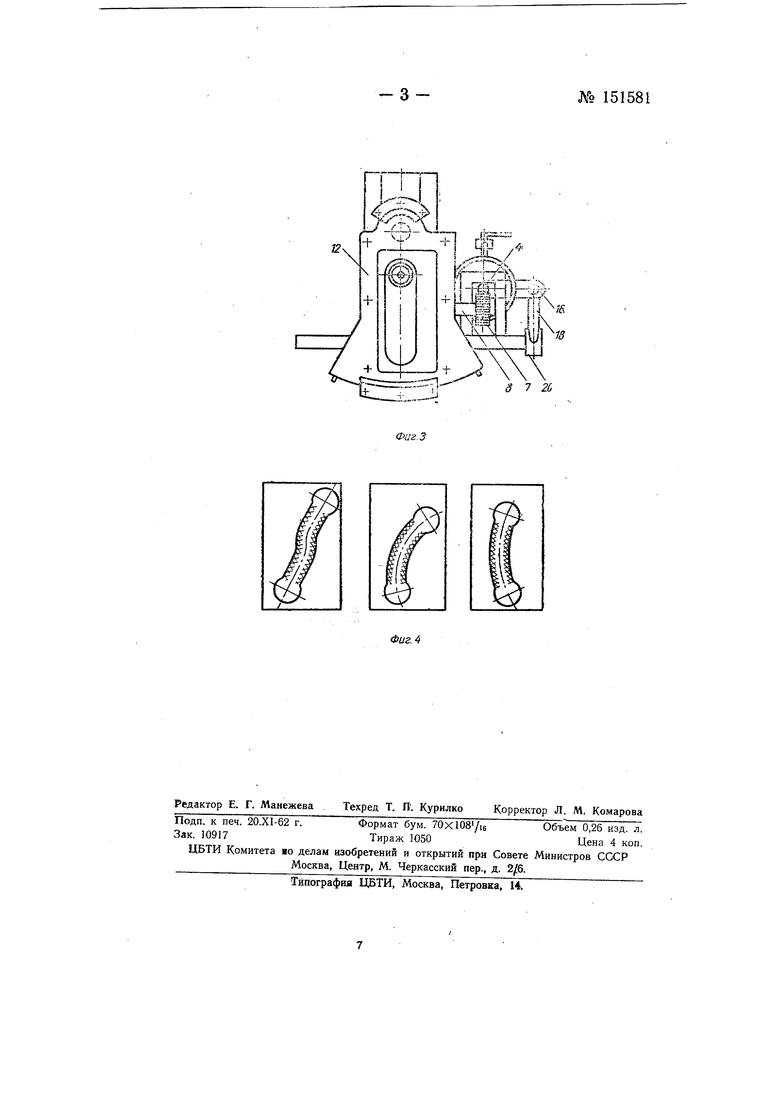
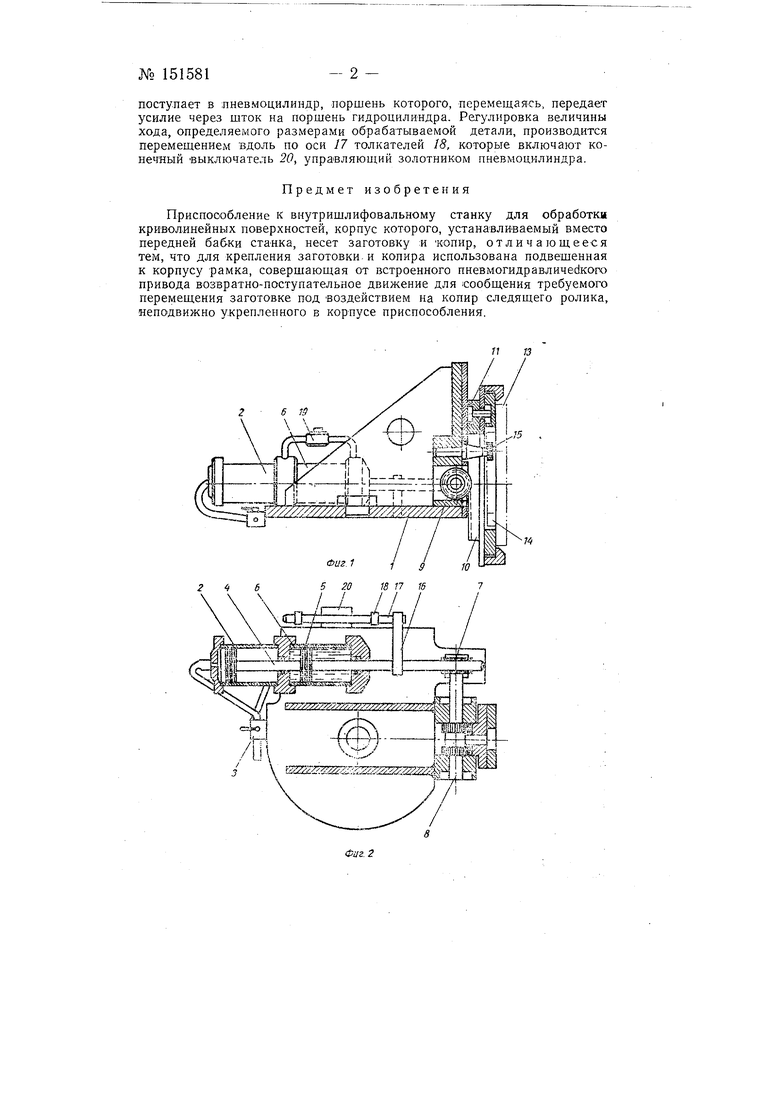
На фиг. ,1 изображено предлагаемое приспособление, вид сбоку; на фиг. 2-то же, вид сверху, в разрезе; на фиг. 3-то же, вид спереди; на фиг. 4-схемы возможных профилей обрабатываемых деталей.
На корпусе / устройства установлен пневмоиилиндр 2, соединенный трубопроводами с краном 5, к которому -подводится сжатый воздух из магистрали. Шток 4 связан с поршнем 5 гидроцилиндра 6, установленного соосно с пневмоцилиндром. Конец штока 4 выполнен в виде зубчатой рейки, входящей в зацепление с шестерней 7, закрепленной на валу 8. Шестерня 9, установленная на валу, входит в зацепление с направляющей рейкой JO, осуществляющей возвратно-поступательное движение в направляющих корпуса. В корпусе рейки укреплен центр //, на котором свободно подвешена рамка J2. Посадочные места рамки являются базой для установки и закрепления сменных приспособлений 13 с копиром 14, в паз которого входит ролик , жестко укрепленный в корпусе /. Со штоком 4 траверсы 16 связана ось 77, на которой установлены толкатели 18.
Корпус устанавливается на станок «.место передней бабки, а обрабатываемая деталь закрепляется в рамке. Через кран 3 сжатый воздух
поступает в пневмоцилиидр, поршень которого, перемещаясь, передает усилие через шток на поршень гидроцилиндра. Регулировка величины хода, определяемого размерами обрабатываемой детали, производится перемещением вдоль по оси 17 толкателей 18, которые включают конечный выключатель 20, управляющий золотником пневмоцилиндра.
Предмет изобретения
Приспособление к внутришлифовальному станку для обработки криволинейных поверхностей, корпус которого, устанавливаемый вместо передней бабки станка, несет заготовку :и копир, отличающееся тем, что для крепления заготовки, и копира использована подвешенная к корпусу рамка, совершающая от встроенного пневмогидравличеёкопо привода возвратно-поступательное движение для сообщения требуемого перемещения заготовке под воздействием на копир следящего ролика, неподвижно укрепленного в корпусе приспособления.
- -{-}- --1
-t-,±L йь ,«
S 7 21,
| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерный станок для обработки самолетных винтов | 1932 |
|
SU37963A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| Станок для заточки фасонных фрез | 1977 |
|
SU712015A3 |
| Копировальный станок | 1979 |
|
SU795898A1 |
| Копировальный станок | 1979 |
|
SU874272A1 |
| Полировальный станок | 1931 |
|
SU33422A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Способ шлифования криволинейных трехмерных поверхностей пера лопаток и станок для его осуществления | 1958 |
|
SU127583A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU984826A2 |
| Ленточно-шлифовальный станок | 1981 |
|
SU971630A1 |