(Л
ел
Од
сд
со
,-iipLT -i H м:-Ц1ц, ИТСН , ОбрибоТКС 1 fI .n; ;uM,;t iii:( i и можиг быть исполь: . ;; При ПрПИ ЛНПДСТПО Ol C i 1IOH11Ы
Ui-.ibKi .Monpt rt HiiH яилнетея i).;iучение Г ,; ,ix i . 0 с диаметром бо.лее 425 мм iivreM опеспечения жееткой кинематической ел. МЫ.
фиг. I пре,;стс1в.;1ен стан, продо. iiijiit p.;i,ipe,s :ia - . попереч: .Г Хч.чтыпает державе 1ь. а временная ;;ii ,;pa г);:и()бождает д -рь-катель оправки.
I li.iLv ,; ролыаиг;1ми 0 подается к про- катны.х; иалкам 3, которые уе тановлены на углы подачи. Ba. iKi; зах; атывак)т гильзу и прокатывают на роликах 7 сборной оп- ранки. Благодаря уг;|ам смешения прокатных иа.пкон создаются 1 роти 011оложные силы реаки и на роликах оправки, обеспечиваю- 1ппе устойчивое положение оправки за счет 10 1;ск.11оче п1я момента ее вращения. Труба ан с пер.кит станину i г гнездами 2:и,сле .окончания прокатки выдается из стана
11.д иалчк: 3 с приводом 4 На опорах 5Р -ьгапгами, раа оложе1.ными за прокатны ,а;-;|4 нле дер:-; ;; 1 е.ь (i ( бпрной оправки с
ро.шками 7 и -де)жина-опи1МИ фланка-,„,
.. ,с сносоос 1 н клцеи по.тучеиию точных Т1П б
М и пI J-- ПС , ь,;11)го ; иамегра.
1 И . ax i:;ia ; ,с|)жат1. во время про- : -i .;,; : г I loi О -. га i;oB, e;ia : i . М.. : :i ): : : . i Ч „,:; 1,1 i in pacili)..;,.:.,,,, ,,,.,,,,.. ., ;., |||,(жатыми валкама. -i и;ьЧ)Гии, ;сиия беспювных труб,
20iiK, ihi -;aK)nuii i ст;ли1ну с i-иезламп под опоры ва.,, привпд| ых копусных
:1 7и 84 при ггом плоскости прохо- 1 установле1:ную на оси валковоiuic ;q)e ;-;:и по,:п1К1Л оиравки и оси- калибра онравк с | ;;вномерно распо:г;п,. 1чтанляи)Т одинаковый угол. Ро,; ; -лижгдпплмп по окружности Ч1 1Ырьми корпус-i p:;,iK,i лежа, а зе1)така,1Ы1ой и го- 15 P -i - ами на держат еле, г;т.7 п;юи нгя-я
,.,,/; :,;;( ,: ;: )стЯX ic i, Ч О, С цс.тыо по.тучения т очных
г))уб с диaмeтi)o бол.ее 425 мм путем
лан ,м )01:Ч т с,теду1о1н 11л- образом.мбсечечсния жес ;к1м i;иIle iaтl чecк()й схе, и р/л :; 14, иЛ) (,правки захватывает времен-MI,I, гнезда на станнне раепо.тожепы не I lp.i М. при 41 освобождаетрачномерщ. Чм но.; i и 90, 10. : огчоннои oHi. pbi . i lla .1е)жате,П) , ,)( и 70 84 нр;; н, 1оекости,
i: . ;:с uiCT c/i гил.вза ,тс ир )Х1;да;1роходин1Не че)е. oci ро,тиков оправки
4,1 : ; iloiCiOJ iMMpo;. ,ТСДНЯЯ С ;О-|. игц Ва,ТКОВ, . Т Я К) ОДИ| аКовВ111 УГ)Л.
ми ва.ткамп.
/гал об.тадает жсч Т кш кинематикой.
4(,.;i :f i 4 ieII HUfi
Р -ьгапгами, раа оложе1.ными за прокатны,„,
ми ва.ткамп.
/гал об.тадает жсч Т кш кинематикой.
4(,.;i :f i 4 ieII HUfi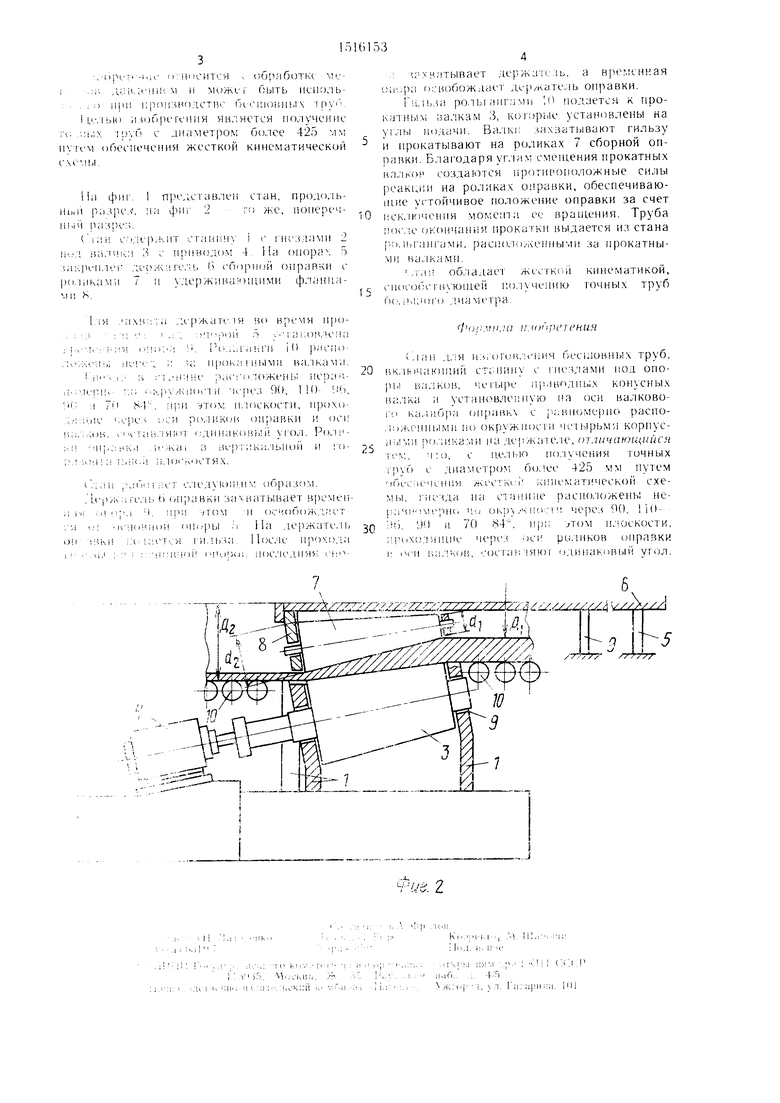
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740316A1 |
| Прокатный стан | 1983 |
|
SU1117096A1 |
| Задающее устройство трубопрокатного стана | 1984 |
|
SU1266588A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740315A1 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| Механизм подачи прокатного стана | 1986 |
|
SU1342553A1 |
| Рабочая клеть короткооправочного стана винтовой прокатки | 1977 |
|
SU749464A1 |
| Стан для поперечной прокатки труб | 1980 |
|
SU863024A1 |
| Составная оправка для пилигримовой прокатки труб | 1977 |
|
SU665960A1 |
| Клеть стана поперечной прокатки | 1986 |
|
SU1349811A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве бесшовных труб. Целью изобретения является получение точных труб с диаметром более 425 мм путем обеспечения жесткой кинематической схемы. В четырех гнездах 2 станины 1 размещены опоры приводных валков. Гнезда в станине расположены неравномерно по окружности через 90, 110-96, 90 и 70-84°. Ролики 7 сборной оправки расположены в вертикальной и горизонтальной плоскостях. Плоскости, проходящие через оси роликов и оси валков, составляют одинаковый угол. За счет взаимной компенсации крутящих моментов, возникающих на роликах оправки при прокатке, повышается жесткость кинематической схемы, что способствует получению точных труб диаметром свыше 425 мм. 2 ил.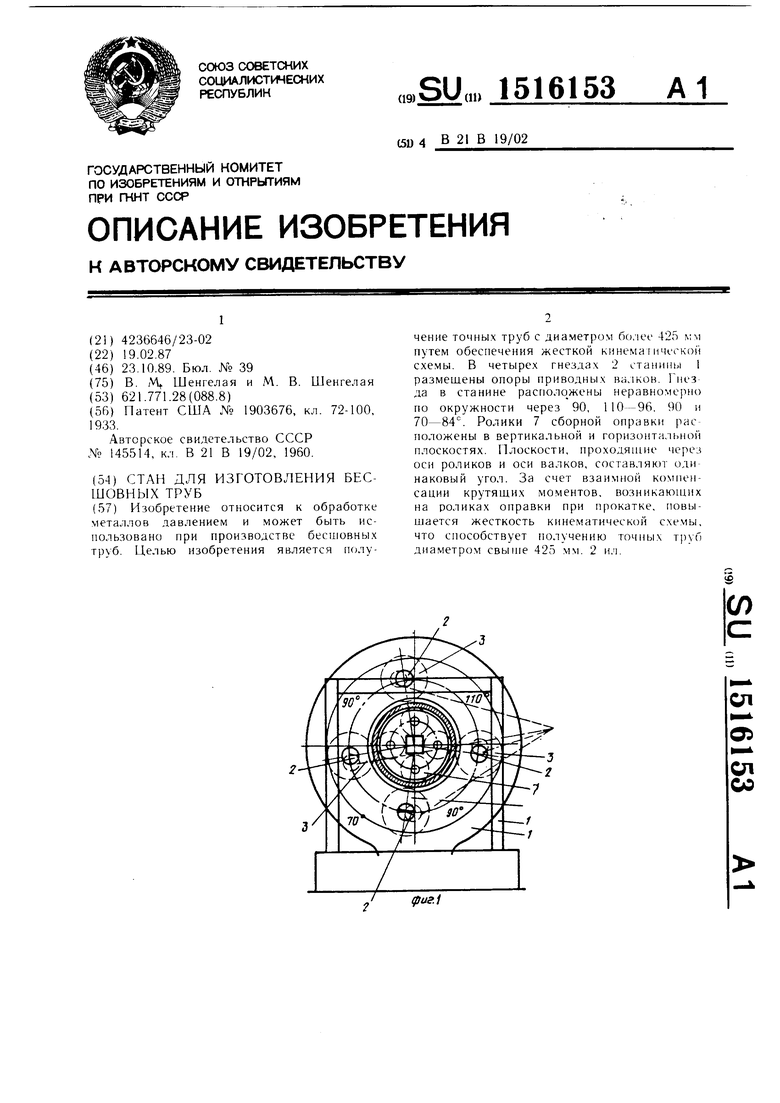
I6
ZijViZ a/ /: 6/41 //)///
| Патент США № 1903676, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Способ производства холоднокатаных труб методом поперечной прокатки | 1960 |
|
SU145514A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
