22u3tEs:i Ni 1
h- Ю Е д W
Фцг.
т
С :
ел
1ШС
О
.J
:
i,;(.iuin-TC :. uiiiovH к трубоирокатно- /. , lipoMjB();jrTH - и Kac;u TCH устройства для i i liR ceiinH cMcUKM на внутреннюю иоверх- : .4 ib Tpyoi.i I pii прокатке в автоматическом стане.
Делью изобретения является повышение ;;1нномерност 1 распределения смазки.
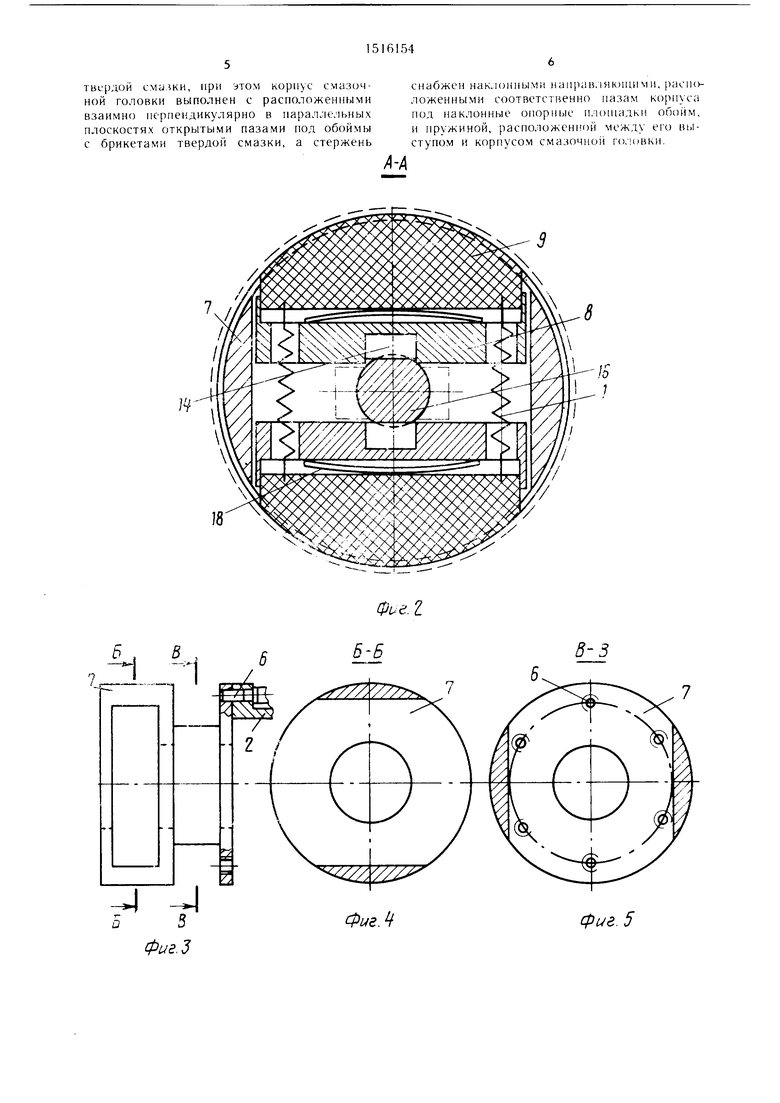
Па .фиг. 1 представлено устройство ;1,ля ,к11 )ы мчнч три, вид сбоку; на фиг. 2 - :;,-nc.i Л А iia фм. I: на фнг. 3 - кор- ,1 см 4i;4;i;.i голо14ки устройства; на :,м;| 4|;.1рсм Г) Б на фиг. 3; на
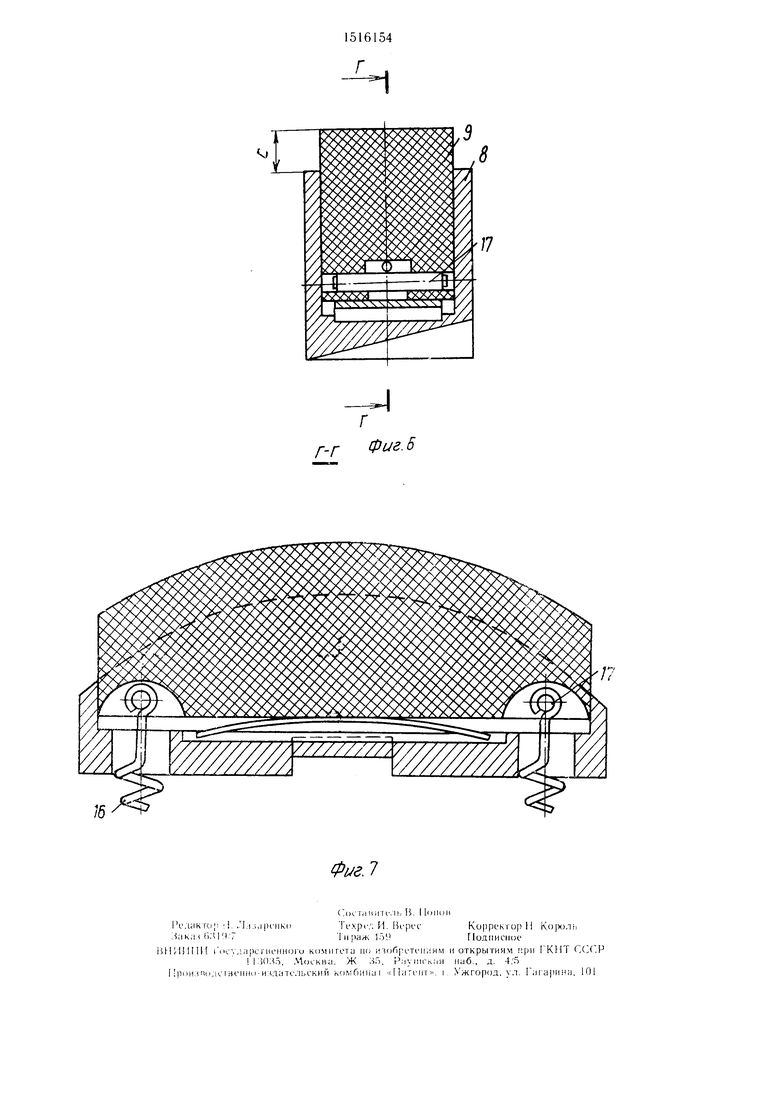
:J,i: Г) iiaapc;-; В В на {|)иг. 3; на фиг. 6 - s..)(K вьню;1нение места крен.ления ..u)4Miji (:iB с пружинами; на ihiii- 7 раН Н з Г на фиг. 6.
содержит стержень 1, рас- : --.ОМ 1,Ь.1а1:иевую втулку 2 с ij;i Hcii 1 рокладку 3 гайкой ) свя.чаннук) с фламне- н -м- Дс rutiN ниптов G, сма:-,;)Ч- корнусом 7, в наза.х кото- обоймь: 8 с накладными опорным; н.кч косгим с брикетами 9 твер- .,011 CN1/ ii-n. . ИJЖcннyю на стержне и станов.ii iiiiMv; в плоскости фланцевой втул- ;и . к /кд) н:;:сту 1ами 10 стержня и корнусом сма головки 11р жнну 11. При этом . . : iijiiixpi. ii.icHbi наконечник 12, .вос- ;;;,м| i .: ; а удоннiiie на нравляюшие 14, ii(; ... li vo ид гственно пазам кориу- 1.1 ;..I iiai.iviiiiii.io онорные илоншдки обойм
г | :чсржне.м винтами 15. rii.j .1.с-|)живаются от выпа- 1| 11ксар клцими нружнна- 1-1Н1.мн и б. юке штифтами. -ч |;/ 0 -кими пружинами 18. следуюни1м обра; ом.
vrrpoiicTBa внутри трубы наконечником 12, а иентри- iio прокатки -- хвос
40
45
. пб..кпмаяс, В валка.х на оправ- |icMr:i;:ici ее. а также закреилен- ,: i; . iiicByio втулку 2 и корпус | :-- 1ча 13. При этом обоймы 8 .к 1 |П1ксгы 9, закрепленные 7 ;((:(можность о перемепхения 14 ; pcTii., расположенных нод VII I М1Ч1одвижным наклонным : I. жестко прикрепленным 1 ;.. I г-. ;)Ж1;1о 1, и неремешают- г,.;:;: lialipairieHnH, прижимаюсь с: i;oncp.HocTH трубы. Усилие ;.. ;и-чивастся пружиной 18. По- 50 i: )V |;рокатки оправка 5 освобож- .. ni.i и пружиной 11 возврап;а- с .;а11псвой втулкой 2 и кор- )jioc по. южение, при этом . . ;: iii iiibiMi б11пкетамн 9 сколь- oi;,ii, 1 аира1).)Н1им и под дей- Ь5 . i-.ii:i i ii не)смен1аются в ради- liv-Mvii HIM к С1ержню. При этом i:KMi i ;.i сма:и)чной головки умень
f
О О
5
5
0
5
0 5
шается и становится меньп е диаметра наконечника 12, что необходимо для предохранения смазочной головки во время захвата трубы валками, т. е. в период неустановившегося процесса прокатки. Подают новую трубу и цикл повторяется.
Величина перемен1ения смазочных брикетов 9 зависит от yr;ia наклона направляю- П1и.х 14 и величины хода /, которая регулируется при сборке толщиной шайбы 3. По мере износа смазочных брикетов устанавливается шайба меньп1ей величины, что увеличивает величину / и 1риводит к увеличению радиального нере.мешения смазочных брикетов для компенсации их износа. Замена смазочных брикетов осуществляется тогда, когда расстояние С (фиг. 6) близко нулю.
Постоянны ii кон I акт 1:ма.зочных брикетов I внутренней HcjBepxHocTbw труб обеспечи- |;ает нанесепне равномергК1ГО слоя смазки по неримегру и по длипе 11)окатываемой трубы, что приводи к повьппению равно- .мерности распределения сма:жи и, следовательно, к уве,пиченню с юйкости онравок и улучшению качества внугренпей новерх- ности труб.
(/гойкость оправок автома гическо1 О стана оценивают по ко. П1честву прокатных 1)уб на одной ijnpaBKC.
Ка.чество внут)еннс, 1 noiiCpxHocin оцени iuiKiT по выходу BTOpoio copra, который ха- (актеризуется наличием дефекгов внутрен- Hi ii поверхности труб.
Па одной оправке автоматического стана с использованием предлагаемою устройства прокатано R.O---35 труб, а при 11ом(лци из- вестног О - 20 2п труб. Количество труб, забракованных но де1|.1ектам на внутренней поверхности с использованием предла1аемс)- го устройства, составляет 3,53% ог общего числа прокатанных т)уб, известного 4,08%.
Таким образом, нредлагае.мое устройство для смазки трубы изнутри позволяет повысить равно.мерность распреде.тения смазки и за счет этого увеличить ет(.)йкость оправок автоматического стана в 1,4- 1,5 раза; сократить количес1во т()уб с дефектами на внутренней новерхносги в виде рисок и за- диров в 1,16 раза.
Формула изобретения
Устройство для смазки трубы изнутри, содержащее стержень с выстуном, установ- ,1енную па нем фланцевую втулку с возможностью ограниченного осевого tiepeMe- шения, закрепленную па втулке оправку и расположенную перед оправкой и связа)- ную с фланцевой втулкой смазочную головку, отличающееся тем, что, с целью по- ньипепия равномерности распределения смазки, оно снабжено обоймами с наклонными опорными нлоскостями с брикетами
твердой смазки, при этом корпус смазочной головки выполнен с расположенными взаимно перпендикулярно в парал.пельных плоскостях открытыми пазами под обоймы с брикетами твердой смазки, а стержень
снабжен наклонными нанрав,|як)ни1ми, ) ложенными соответственно пазам корпуса под наклонные опорные пло1падки опоим, и пружиной, расположенной между eix) выступом и корпусом cMa3O4Hoii го. ювки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для смазки внутренней поверхности труб | 1989 |
|
SU1699669A1 |
| Способ смазки металла перед горячей обработкой давлением | 1987 |
|
SU1516162A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2218382C1 |
| Способ смазки оправки для горячей прокатки труб | 1978 |
|
SU700219A1 |
| Устройство для смазки ручьевых валков | 1988 |
|
SU1715458A1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА В ГИЛЬЗЫ В СТАНАХ КОСОЙ ПРОКАТКИ | 2005 |
|
RU2296019C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2296636C1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2381850C1 |
| СПОСОБ СМАЗКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ГИЛЬЗЫ-ТРУБЫ | 2012 |
|
RU2509616C1 |
| Клеть прокатного стана | 1990 |
|
SU1784306A1 |
Изобретение относится к трубопрокатному производству и касается устройств для нанесения смазки на внутреннюю поверхность трубы при прокатке в автоматическом стане. Цель изобретения - повышение равномерности распределения смазки. При прокатке труба, обжимаясь в валках на оправке 5, перемещает ее, а также прикрепленную к ней фланцевую втулку 2 и корпус 7 смазочной головки до хвостовика 13. При этом обоймы 8 и смазочные брикеты 9 твердой смазки скользят по неподвижным наклонным направляющим 14 и перемещаются в радиальном направлении, прижимаясь к внутренней поверхности трубы. После завершения прокатки пружина 11 возвращает в исходное положение смазочную головку, фланцевую втулку и оправку. 7 ил.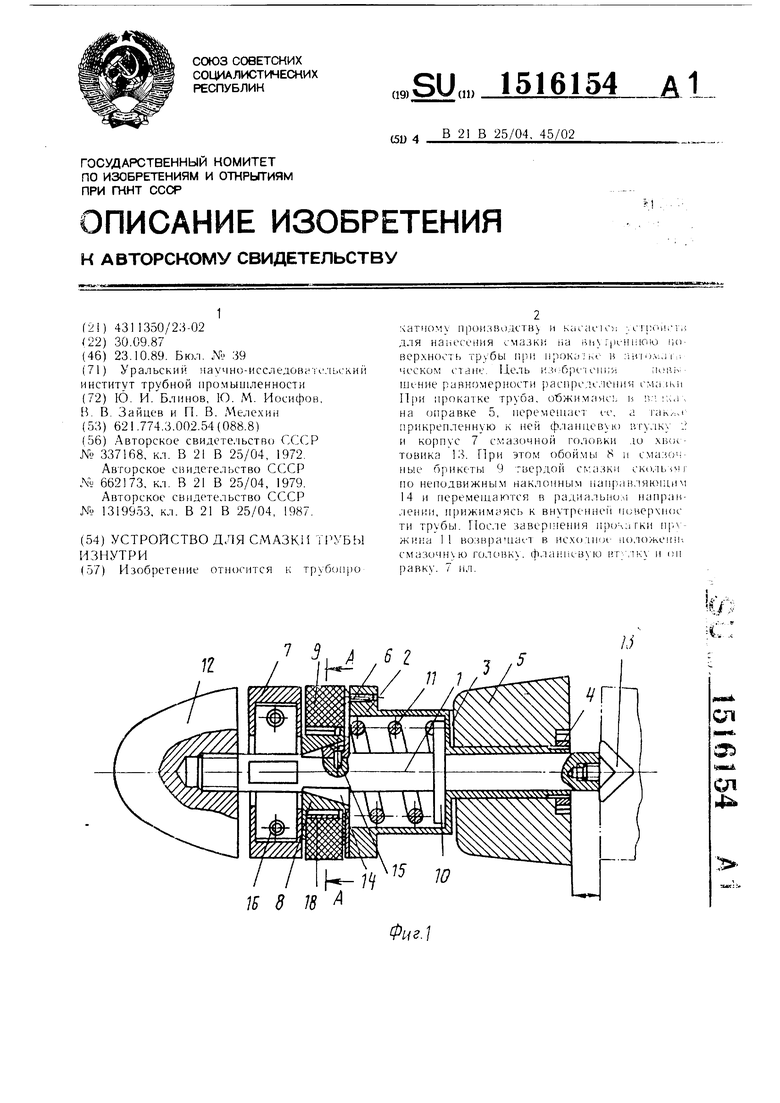
В, В , 7 .
-J
Б3
Фиг.
Фиг.
8-3
фиг. 5
/7
т
Г-Г ФiJS. 6
| УСТРОЙСТВО для УСТАНОВКИ ОПРАВКИ НА СТЕРЖНЕ ТРУБОПРОКАТНОГО СТАНА | 0 |
|
SU337168A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для установки оправки в очаге деформации | 1977 |
|
SU662173A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для смазки гильзы изнутри | 1985 |
|
SU1319953A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
