Изобретение относится к обработке ме- TJi.i.ioB давлением и касается сиос оба изго- 1 пиления полок для деформирования много- I ранных нр()||1илей.
Цель и:5()бретения -- повышение производите. ьн ости, рас1нирение технологических во:ш()жностей и обеспечение получения niepo- ховатосги поверхности рабочего капала с яриеитапией микроровностей пернендику- .тярно оси волоки.
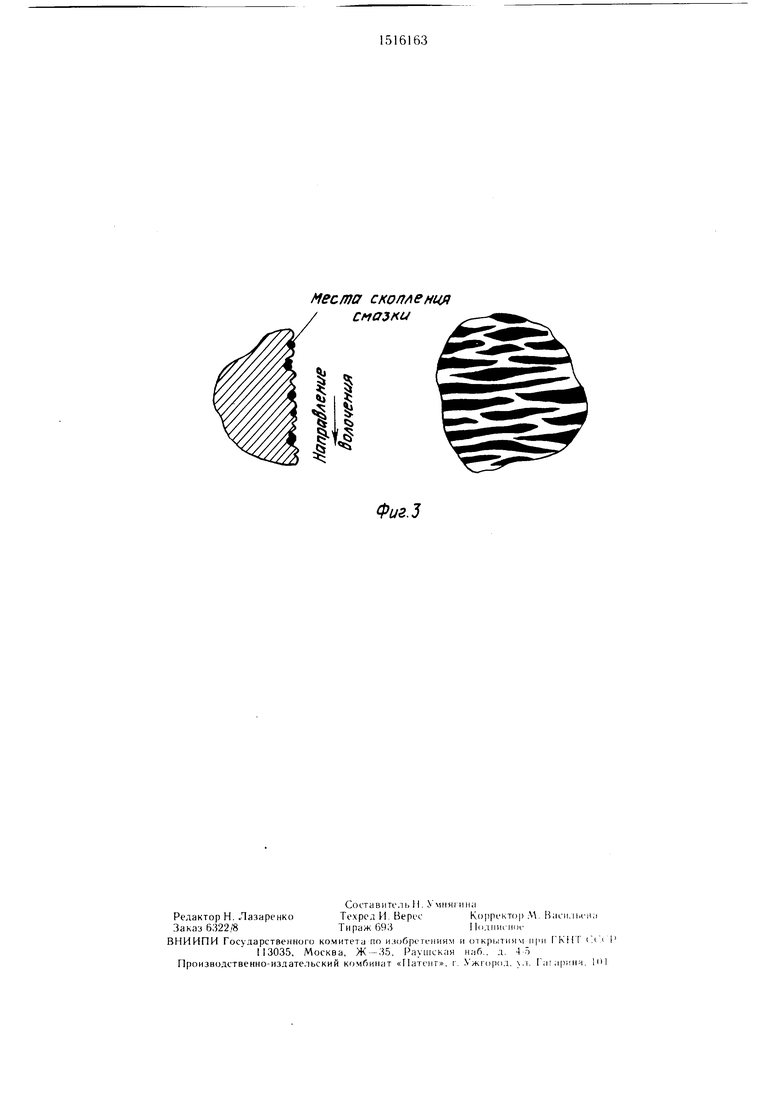
11а (. 1 пока;1ана сформированная во- .кжа перед обработкой ее рабочего канала 1:()итир()м; на фиг. 2 схема реализации об- |);и )отки кана.та волоки: на фиг. 3 - поверхность рабочего капала после обработки притиром.
абочп капал волоки 1 формируют с об- р;нование 1 ци.типдрпческой и конической Н()верхп(1сте11 сопряжепия между рабочими рапями 1111)амида.ты1ой обжимной 2 и приз- 1а1пческо(| калибрующей 3 зон под конус- 1()-ц11ЛипдрпческиГ1 притир 4. Радиус г ци- . 1индрпческо11 поверхностп притира равен радиус} и1К)угления готового профи.тя, угол наклона обра.зуюи1ей конической новерх- ности npiriHpa равеп полууглу «6 обжимной iniibi. Прпгир размешают в рабочем канале во.юки в коптакте нилиндрической частью с Ka.)nieii зоной, а конусной - с обжим- HDii зоной и сообщают притиру круговое об- ка11 1ва11пе н(з 1абочпм граням канала.
П|1ед.1агаем1)1Й способ 1юзволяет механи- (нровать пронесс обработки рабочего канала 150.ижп npiri npoM, а зпачит, в целом увеличит, рО ЗВОДПГе, Ь И;СТЬ И31 ОТОВ:1е ИЯ ВО.(. расп ирить техпо.О ические возможпос- I (а счет обработкп io.ioK с различнь М фа- рофилем капа.та для изгoт( 1роф|.е1 с pa.i,,M количеством .
Кроме того, круговое обкатывапие притира но рабочим граням канала позволяет полу- чпть микрорельеф с ориентацией неровностей ерпендикулярно оси волоки, что улуч- 5 шит удержание смазочного слоя в рабочем канале при волочении и повысит стойкость волок.
Формула изобретения
10
Способ изготовления твердосплавной волоки для деформирования многогранных профилей, включающий формирование рабочего канала волоки с образованием пирамидальной обжимной зоны и призматической ка либрующей зоны и обработку рабочего канала волоки притиром, отличающийся тем, что, с целью повышения производительности рас1 1ирения технологических возможностей и обеспечения получения шероховатости
20 поверхностп рабочего канала с ориентацией микро 1еровпостей перпендикулярно оси волоки, обработку рабочего канала осуществляют конусно-цилиндрическим притиром с радиусом цилиндрической поверхности, равным заданному радиусу закругления го тового 1рофиля, и с углом наклона образующей конической поверхности, равным полу- обжимной зоны, размешенном в рабочем канале волоки в контакте цилиндрической частью с калибрующей зоной, а конус: Q ной с обжимной ЗОНОЙ, путем кругового обкатывапия притиром по рабочим граням капала, прп предварительное формиро- ваппе рабочег о канала осун1ествляют с образованием цилиндрической и конической поверхностей сопряжепия между рабочими
5 ранямп обжимной и калибруюп1ей зон под конусно- 1иЛИНдрический нритир.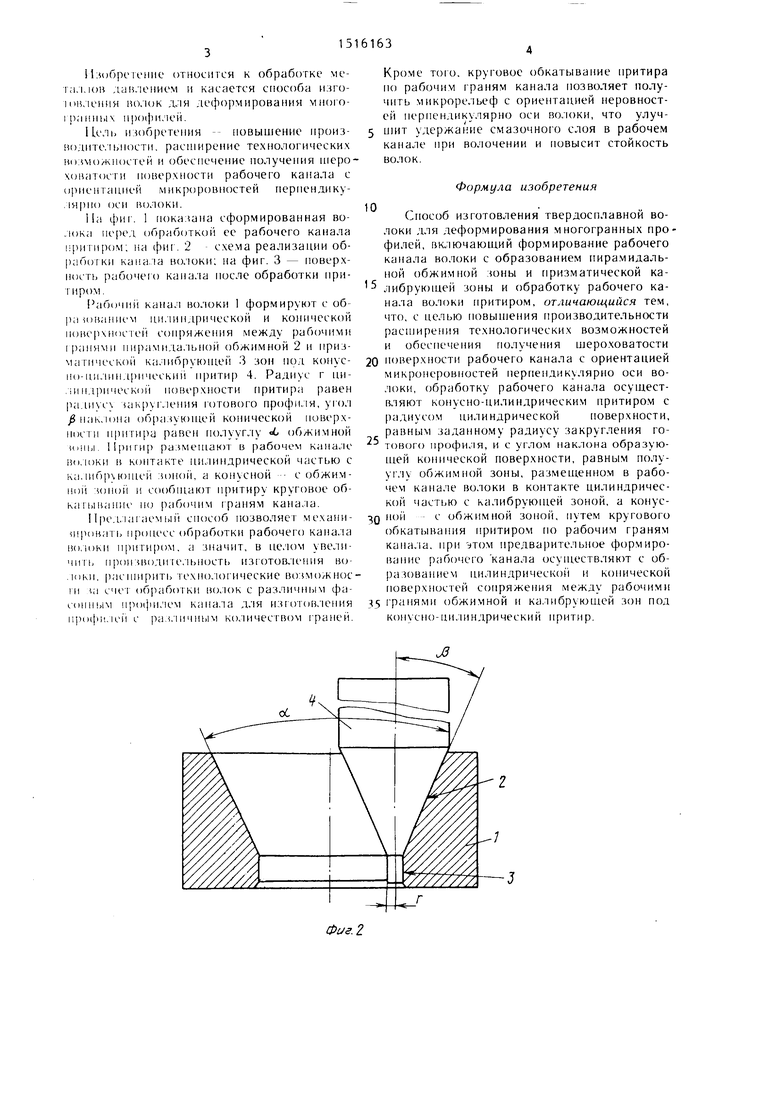
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ МНОГОГРАННЫХ ФАСОННЫХ ПРОФИЛЕЙ И СПОСОБ ОБРАБОТКИ КАНАЛА ВОЛОКИ | 2002 |
|
RU2236921C2 |
| Способ обработки канала волоки | 1991 |
|
SU1811932A1 |
| Волока | 1987 |
|
SU1454533A1 |
| Составная волока для волочения многогранных профилей с четным числом граней | 1983 |
|
SU1132997A1 |
| Способ шлифования канала волоки | 1990 |
|
SU1801647A1 |
| Волока | 1989 |
|
SU1650306A1 |
| Регулируемая волока | 1988 |
|
SU1738406A1 |
| Волока для волочения изделий | 1987 |
|
SU1438873A1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОС ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2371268C1 |
| СОСТАВНАЯ ВОЛОКА | 1993 |
|
RU2062674C1 |
Изобретение относится к обработке металлов давлением и касается способа изготовления волок для деформирования многогранных профилей. Цель изобретения - повышение производительности, расширение технологических возможностей и обеспечение получения шероховатости поверхности рабочего канала с ориентацией микронеровностей перпендикулярно оси волоки. Способ изготовления твердосплавной волоки для деформирования многогранных профилей включает формирование рабочего канала волоки 1 с образованием цилиндрической и конической поверхностей сопряжения между рабочими гранями пирамидальной обжимной 2 и призматической калибрующей 3 зон под конусно-цилиндрический притир 4 с радиусом R цилиндрической поверхности притира равным радиусу закругления готового профиля, углом β наклона образующей конической поверхности притира, равным полууглу α обжимной зоны, и последующую обработку канала притиром, размещенным в канале волоки в контакте цилиндрической поверхностью с калибрующей зоной, а конической поверхностью с обжимной зоной путем кругового обкатывания притиром по рабочим граням канала. 3 ил.
места скопления
Фиг.З
| Берии И | |||
| Ш | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Волочильный инструмент | |||
| - М.: Металлургия, 1971, с | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
