(Л
сд
ot ;о
N3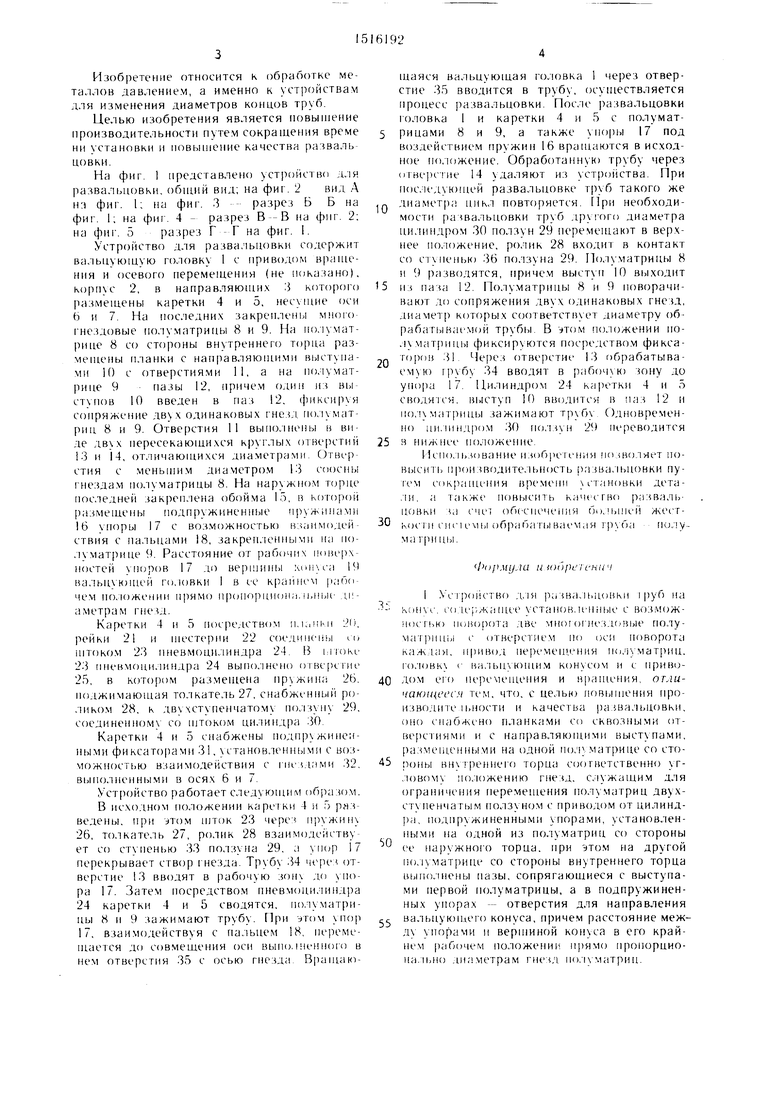
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для развальцовки концов труб на конус | 1990 |
|
SU1784367A1 |
| Устройство для развальцовки труб | 1985 |
|
SU1278079A1 |
| Устройство для развальцовки концовТРуб HA КОНуС | 1979 |
|
SU814520A1 |
| Устройство для развальцовки концов труб на конус | 1988 |
|
SU1627302A1 |
| Устройство к прессу для групповой развальцовки при сборке узла деталей | 1981 |
|
SU958033A1 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |
| Устройство для местного деформирования заготовок | 1980 |
|
SU963684A1 |
| Ручное устройство для развальцовки труб | 1988 |
|
SU1563814A2 |
| Автоматическая линия для изготовления трубных деталей | 1987 |
|
SU1669645A1 |
| Эксцентриковый пресс | 1976 |
|
SU651681A3 |

Изобретение относится к обработке металлов давлением, а именно к устройствам для изменения диаметров концов труб. Цель изобретения - повышение производительности и качества. Устройство содержит вальцующую головку 1, каретки 4 и 5 с полуматрицами (ПМ) 8 и 9. На торцах ПМ 8 закреплены направляющие выступы и упоры 17, взаимодействующие с пазами и пальцами 18 ПМ 9. Трубу (Т) 34 вводят в рабочую зону до упора 17. Посредством привода ПМ 8 и 9 сводятся, зажимая Т 34. Выступ на ПМ 8, введенный в паз, обеспечивает жесткое крепление Т 34. Упор 17, взаимодействуя с пальцем 18, перемещается, обеспечивая доступ вальцующей головке 1. При необходимости перенастройки устройства на обработку труб другого диаметра ПМ 8 и 9 разводятся с выходом выступа из паза и их вручную поворачивают до сопряжения двух одинаковых гнезд, диаметр которых соответствует диаметру трубы. 4 з.п. ф-лы, 5 ил.
7 ;2 8 19 17
Фие.1
Изобретение относится k обработке металлов давлением, а именно к устройствам для изменения диаметров концов труб.
Целью изобретения является повьпиение производительности путем сокращения време ни установки и повышение качества развальцовки.
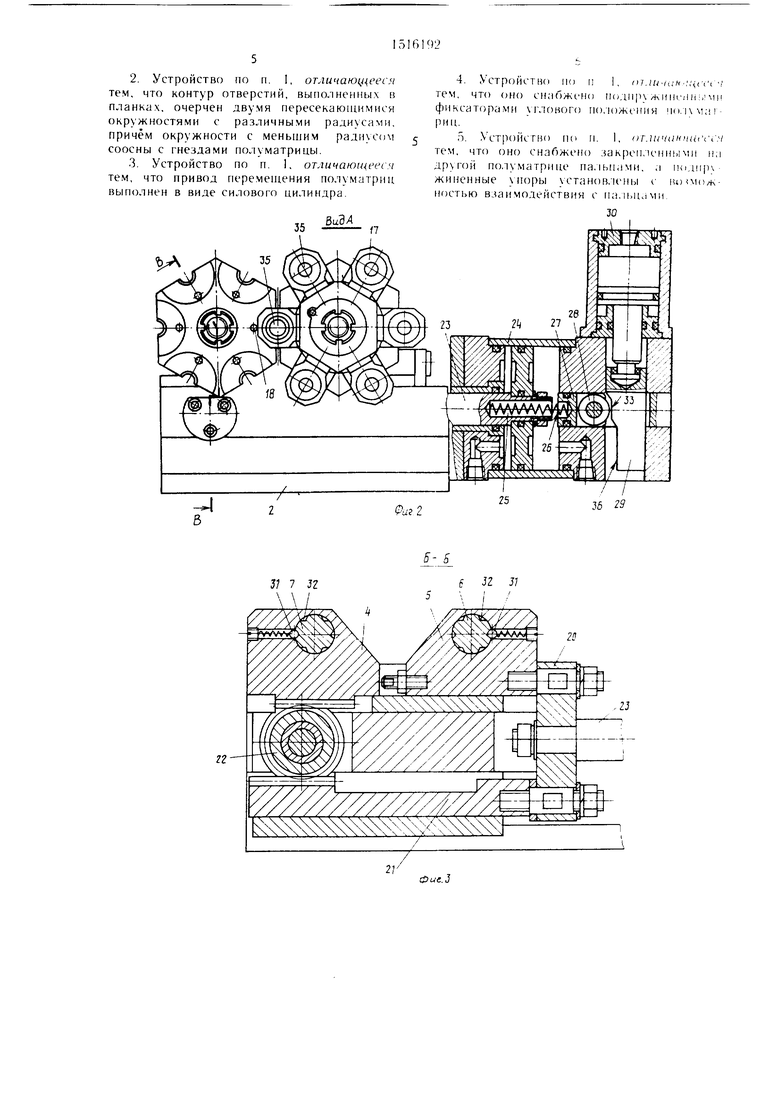
На фиг. 1 представлено ycTjioiicTBo для развальцовки, общий вид; на фиг. 2 вид А H:I фиг. 1; на фиг. 3 - разрез Б Б на . I; на фиг. 4 - разрез В--В на фиг. 2; на фи1 5 разрез Г - Г на фиг. 1.
Устройство для развальцовки содержит вальцующую головку 1 с приводом вращения и осевого неремещения (не показано), корпус 2. в направляющих 3 которого размещены каретки 4 и 5. несущие оси b и 7. На последних закреплены MHOI-O гнездовые полуматрицы 8 и 9. На полуматрице 8 сч) стороны внутреннего торца раз- меп1ены планки с направляющими BiiicTyna- ми И) с отверстиями 11, а на полуматрице 9пазы 12, фиче.м один )1з выступов 10 введен в паз 12. (|)11ксир я сонряжение дв х одинаковых гне.5Д по.имат- риц 8 и 9. Отверстия 11 выполнены в виде пересекающихся круглых отверстий 13 и 14. отличающихся диа.метрами. Отверстия с меньшим диаметром 13 соосны гнездам полуматрицы 8. На наружном последней закреп.чена обойма 15, в кото)ой размещены подпружиненные пружинами 16 упоры 17 с возможностью взаимодей ствия с пальцами 18, закрегиленными на по- ,1умат)ице 9. Расстояние от рабочих поверхностей iiopoB 17 до luiiixca 19 ва.чьцующей головки 1 в ее крайнем рабо чем положении прямо пропорциона. п.пые дм- аметрам .
Каретки 4 и 5 посредством n,i;,fii4M 2i), рейки 21 и HiecTepim 22 соединены со ипоком 23 пневмоци.шндра 24. В hiroke
23пневмоцилиндра 24 выпо.пнено
25,в котором размещена пружина 26. поджимающая толкатель 27, снабженныГ роликом 28. к двухступенчатому по;1зупу 29. соединенному со IHTOKOM цилиндра 30.
Каретки 4 и 5 снабжены подпрч жинеи- ными фиксато|) 31. установленными с возможностью взаимодействия с гнез.ьчми 32. В1 и1олненными в осях 6 и 7.
Устройство работает следуюни1м образом.
В исхо.чном юложении каре1ки 4 и 5 разведены, при утом 1НТОК 23 через пружин
26,толкатель 27, ролик 28 взаимодействует со ступенью 33 ползуна 29. а 17 перекрывает створ i незда. Трубу 34 ч(рез отверстие 13 вводят в рабочую зон до упора 17. Затем посредством нневмоци.шндра
24каретки 4 и 5 сводятся, полу.матри- цы 8 и 9 зажимают трубу. При угом пор 17. взаимодействуя с пальцем 18, перемещается до совмещения оси выполненною в нем отверстия 35 с осью гнезда. BpanuiKiщаяся вальцующая гсхтовка 1 через отверстие 35 вводится в трубу, осуществляется процесс развальцовки. После развальцовки головка I и каретки 4 и 5 с полумат- рицами 8 и 9. а также упоры 17 под воздействием пружип 16 вращаются в исходное положение. Обработа 1ную трубу через огв1 рс- ие 14 удаляют из устр(.йства. При пос.педующей развальцовке т|)уб такого же
г, диамет)а цикл повторяется. При необходимости развальцовки труб дру|т)го диаметра цили |дром 30 ползун 29 перемещают в верхнее положение, ролик 28 входит в контакт со сгупенью 36 ползуна 29. Полу.матрицы 8 и 9 разводятся, приче.м выступ 10 выходит
5 1ГЗ паза 12. Полуматрицы 8 и 9 поворачивают до сопряжения двух одинаковых гнезд, диаметр которых соответствует диаметру обрабатываемой трубы. В утом 1ол()жении иолу .мат) фиксируются посредство.м фиксаg торов 31. Че)ез отверстие 13 обрабатываемую грубу 34 вводят в рабочую зону до упора 17. Цилиндром 24 каретки 4 и 5 свг)дятся. выступ 10 вводится в паз 12 и пол матрицы зажимают труб Одновременно ц}|.111ндром 30 no. i.nn 29 переводится
5 н нижнее положепне.
11с11о.1ьзование изобрегения позволяет по- выси11 пр()изводите.1ьность )азьа.Ц)ЦОВКИ путем сок 1ащения BjH Menii установки детали, а также повысить качесгво развал1 - цовки за счет обс-спечення oo,n,nicii жест0 СИС1 )i обрабаты ваемаи i ) 6a по.лу ма цы.
и юоретс-нпч
I Устройство Д/1Я разва.льцовки i руб на к(). C(iiej;,-Kamee установ. с возмож- м(сгьк поио1)ота .лве MHOI ()1-)1ез.и:.вые полу- xiaTpniUji с (jTBepCTiie.M по оси поворота ка.-кдая. привод перемеп1.ения полуматриц. г(). 1овк I ва. 1ьц кмцим конусом и с приводом перемещения и в|)ащсния. отли- чак)П(есся тем. что. с целью л.овышения иро- изводиле п.ности и качества ра.}вальцовки. оно снаб/кено планками со сквозными ол- верстиями и с направляющими выступами, размещенными на одной no, i матрице со сто- )оны внутреннего торца соогветственно угловому Изложению гнезд, с.лужащим для ограннчения перемещения полуматриц двухступенчатым ползуном с приводом от цилиндра., подпружиненными упорами, установленными на одной из полу.матриЕ со стороны ее наружно|-о торца, при этом на другой полуматрице со стороны внутреннего торца выпо.лнены пазы, сопрягающиеся с выступами первой иолуматрицы, а в подпружиненных упорах - отверстия для направления
вальцуюп.1е1 о конуса, причем расстояние меж- д упорами и верпжной конуса в его край- не.м )аГ)очем положение: прямо пропорцио- на.П)Но диа.метрам гнезд по.луматрип.
35
ВиЪА
f J2 J7
za
фие.З
фигЛ
п
ю
| Устройство для развальцовки концовТРуб HA КОНуС | 1979 |
|
SU814520A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
