Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для изготовления трубных изделий.
Цель изобретения - повышение производительности, уменьшение габаритов линии и повышение экономии металла.
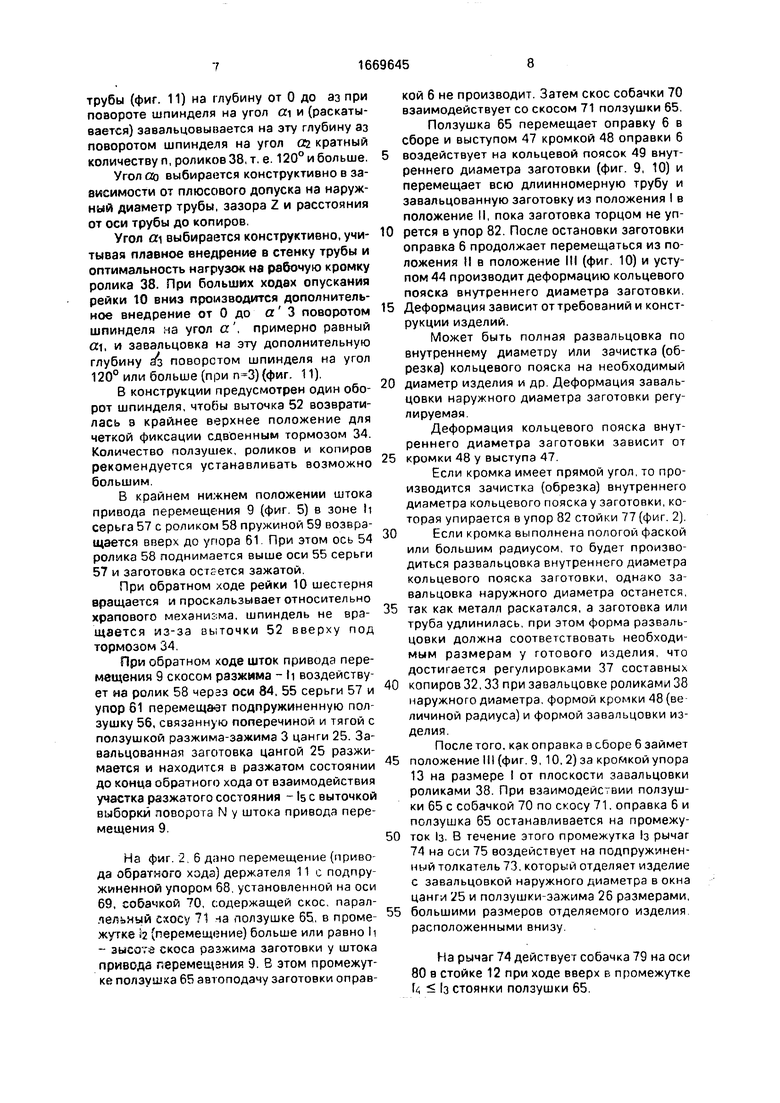
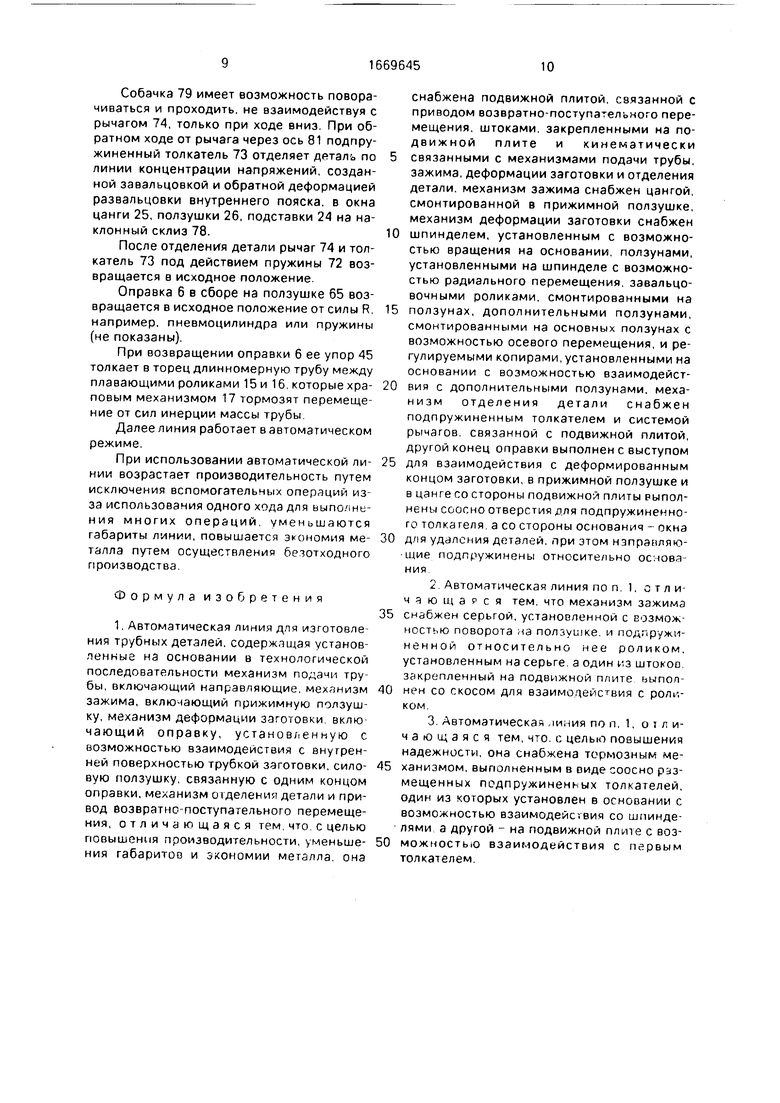
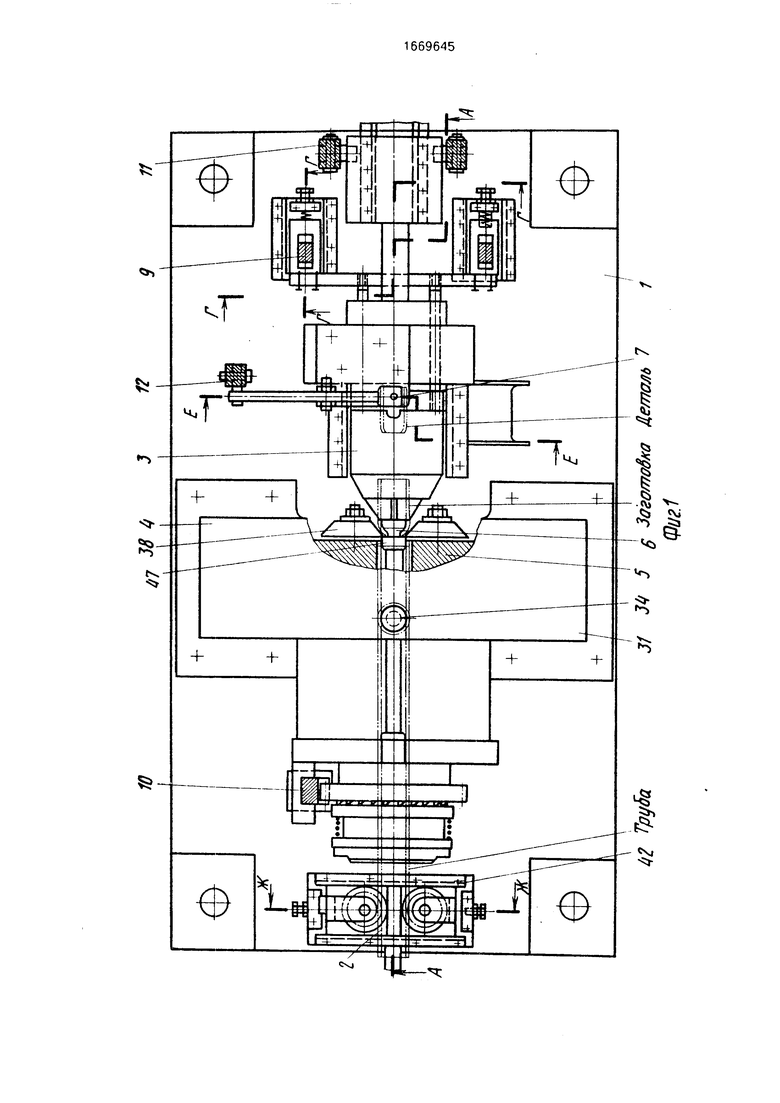
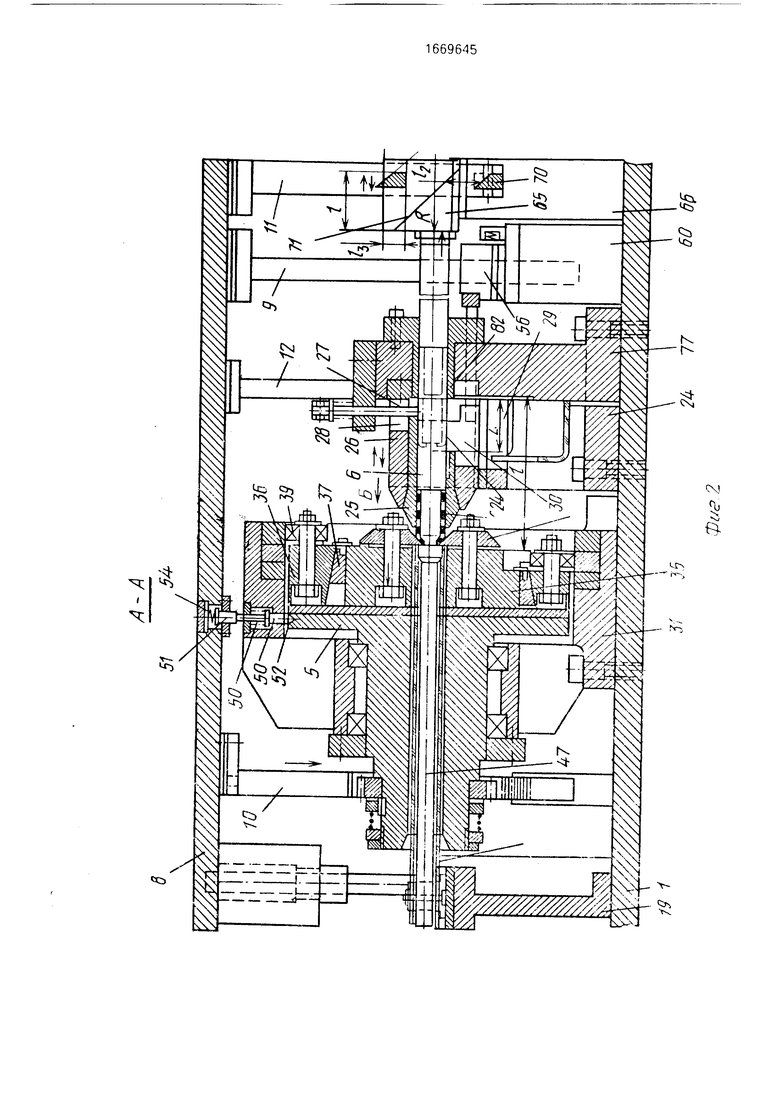
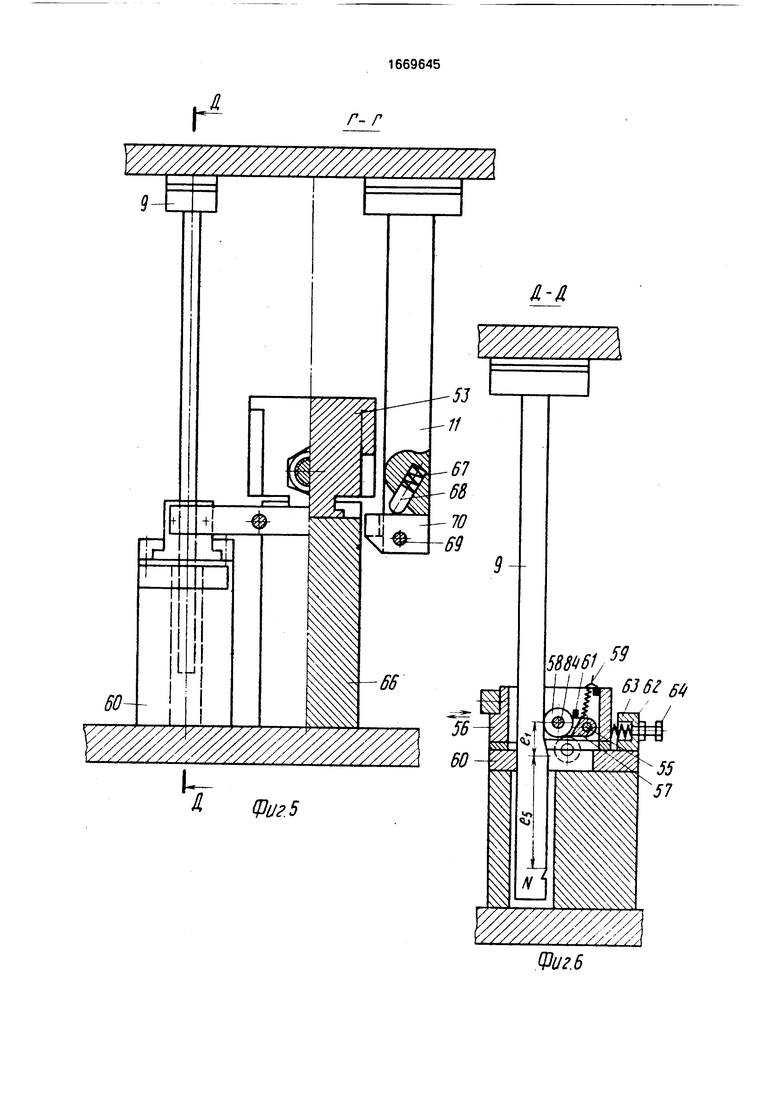
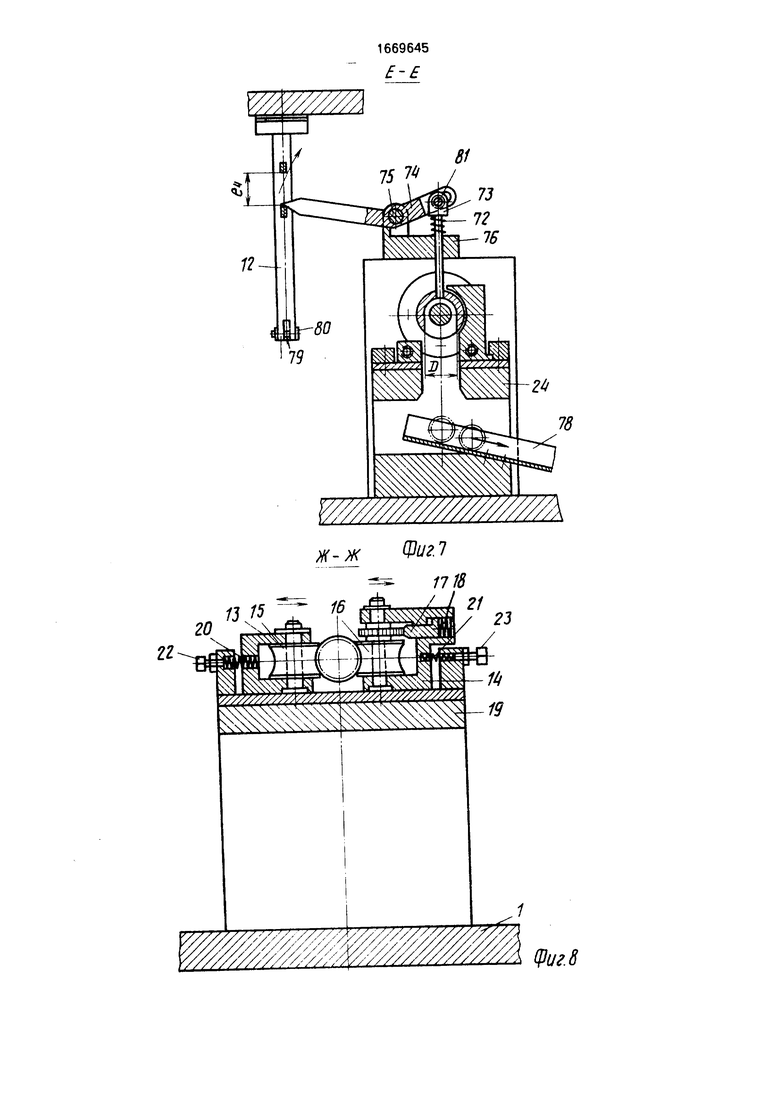
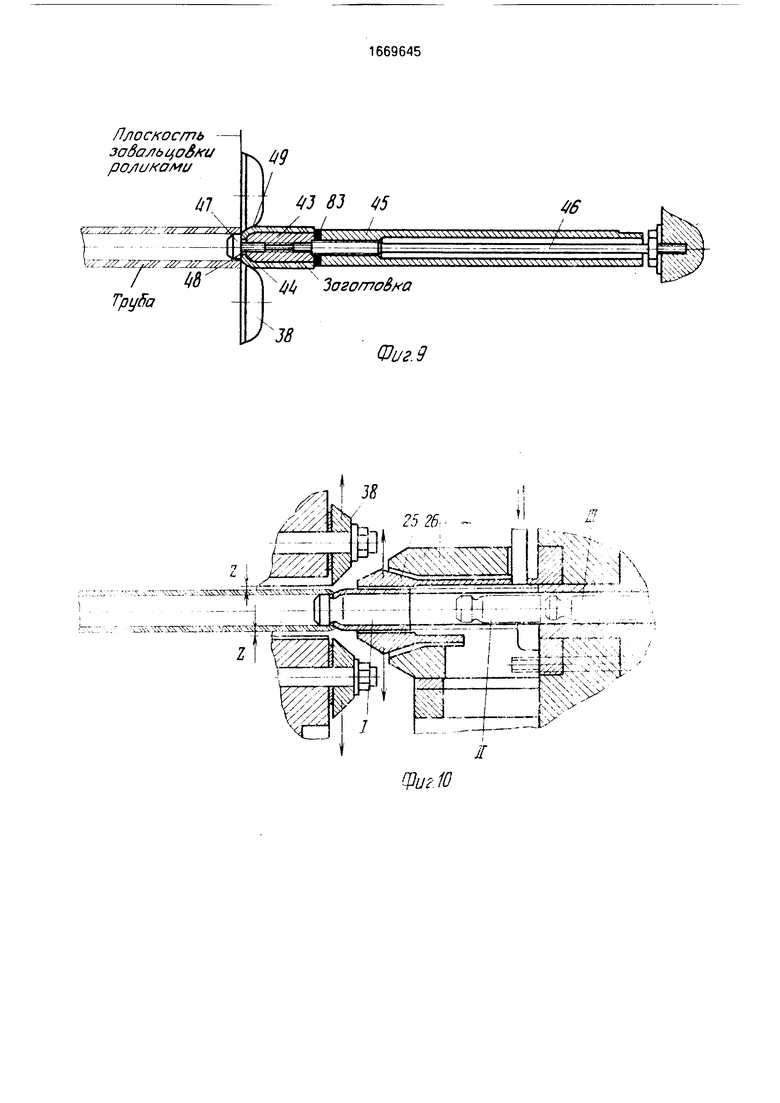
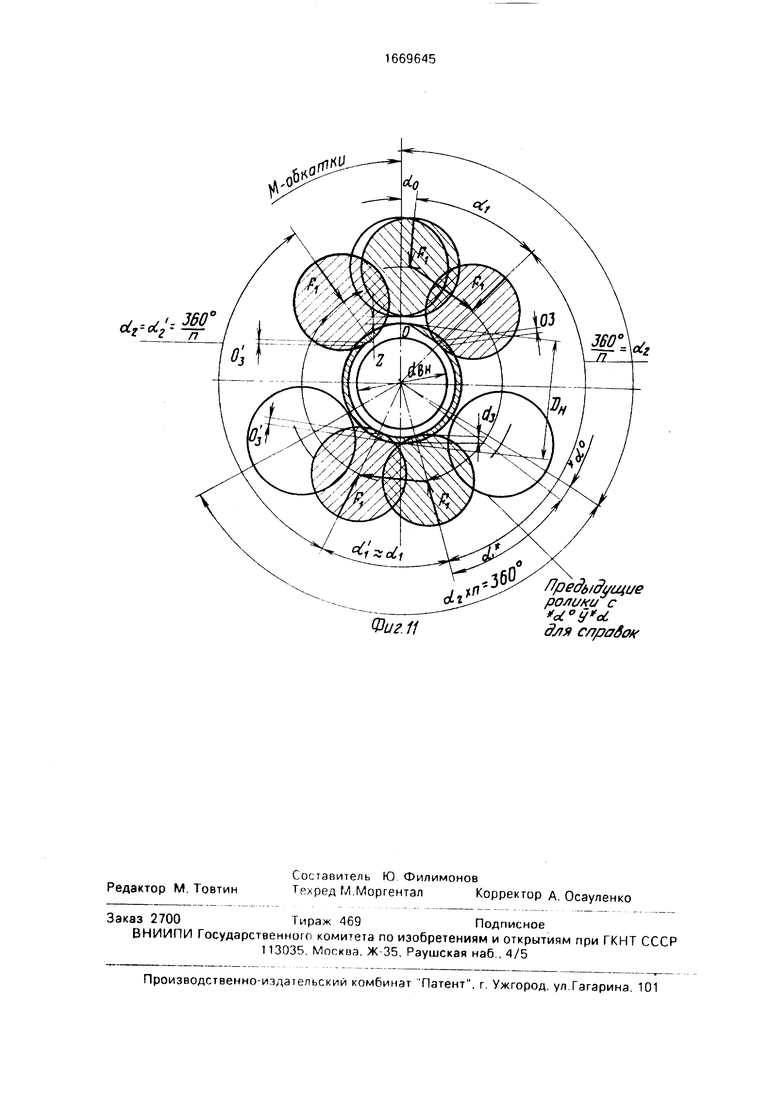
На фиг. 1 изображена автоматическая линия для изготовления трубных деталей, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг 1, на фиг. 6 - разрез Д-Д на фиг 5: на фиг. 7 - разрез Е Е на фиг. 1; на фиг. 8 - разрез Ж-Ж на фиг. 1; на фиг. 9 - оправка с регулируемым упором, на фиг 10 - цанга в расжа- том положении; на фиг 11 - схема внедрения роликов в стенку трубы.
Автоматическая линия для изготовления трубных деталей содержит установленные на плите 1 основания в технологической последовательности механизм подачи трубы 2, механизм зажима 3, устройство для
деформации заготовки 4 включающий матрицу 5 и оправку 6. и механизм отделения детали 7. подвижную плиту 8. на которой закреплены штоки приводов перемещения 9-12 соответственно меха ИЗМОБ 3 5, 6, 7 Механизм подачи трубы 2 (фиг 8) содержи) направляющие, состоящие из ползушки 13, 14 соответственно с роликами 15 16, имеющими храповое устройство 17, с пружиной 18. На плите 1 размещена подставка 19, где установлен механизм подачи трубп 2. Роли . ки 15 и 16 подпружинены относительно стоек подставки 19 соответственно пружинами 20 21 и регулируются усилиями, создаваемыми соответственно болтами 22, 23. На плите 1 размещена подставка 24, на которой установлен механизм зажима 3 (фиг 7 2). выполненный в виде цанги 25, смонтиру ванной в прижимной ползушке 26, в хвостовой части цанги 25 и прижимной ползушки 26 соосно в верхних стенках выполнены соответственно отверстия 27 и 28, а в нижних стенках соответственно окна 29 и 30, когоИ
С
о о ю о
4 СП
рые раоны по менылч-й мер-: габаритамруемая по усилию винтом 64. а разжим обесФуоной AtM.-:,-i-v i: ;i .nri : л .српу 31побирается поверхностью штока привода
установлена матрица 5 ча ахперемещения 9, имеющего скос -разжим h
размещены оосшпные регулируемые копи-и участок разжатого состояния fa. Промежуры 32, 33 и юрмолюй механизм 34. Матри-5 ток перемещения участка Is, штока привода
ца 5 выполнена п виде шпинделя, головкаперемещения 9, Is l,t. где I- ход оправки
которого смоширонанэ из ползунов ЗЬ, 36.6, Ц промежуток перемещения толкателя,
соединенных регулирующим элеменюм 37Ползушка 65 привода 11, установленная в
например кону С.чпи .ч унфовочнои «... ав направляющих на подставке 66, выполнена
кой. В попзунрх ЗЯ -. на гори/ ич-10 с возможностью взаимодействия с подпру
тзльно подвижны осях (для монгаж; жинепной пружиной (7 упором 68 с разме
ЗсШальЦ . К.чные ;v о и к ч 38 ползуны 36 сщонной на оси 69 с-:,Ьачкой 70, скосом 71
опорными роликам-ч 39. попеременно кон-Г10лзу ; - и п5. При скос 7 I полтушки 65
тактирующими с г. о г. авными регулируемы-параллелен скосу - онтлктирующем г. ней
ми копирами 32. .. чти ятом пи оунь: Ь1Ь скосом пиверхн С i и сооачки 70.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для давильной обработки | 1973 |
|
SU446342A1 |
| Загрузочно-разгрузочное устройство | 1987 |
|
SU1563893A1 |
| Устройство для навивки пружин | 1984 |
|
SU1227297A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Установка для изготовления деталей из штучных заготовок | 1984 |
|
SU1202669A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Устройство для резки труб на заготовки | 1986 |
|
SU1349901A1 |
| Устройство для резки неметаллических деталей типа труб | 1985 |
|
SU1310206A1 |
| Автомат для изготовления пружинных шайб | 1983 |
|
SU1161217A1 |
| Автомат для сборки радиаторов | 1982 |
|
SU1042944A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для изготовления трубных деталей. Цель изобретения - повышение производительности, уменьшение габаритов линии и повышение экономии металла. Автоматическая линия для изготовления трубных изделий включает механизмы подачи трубы, ее деформирования и отделения изделия. Деформирование трубы осуществляется завальцовочными роликами на оправке. Перемещение всех исполнительных механизмов осуществляется от подвижной плиты 8 через штоки. 2 з.п.ф-лы, 11 ил.
i i п;н,, - ;.ч ос
ПО р-:Д . ; ЬПГ.1 pi-1 учи,У . ; , i H ;Г. у;.:т лип; :;:- ,
in, . : : .- ТИк , ; ; pi.,i), li .
- .i .:.„-ЫМ 1л
..I n V H.ij. i I..1;
.: ;1:. .4K-; . :
I/. ,1 I -fOmi;- ; к ,;i :Mt i 1
npi- :i jv-iM ..l1l.. :; .П..П1 i
..-,1 . J.i
, j ; 34 i/i:.i ;.
:Г П.|, I ОПК;П /1: 1:i
::- .,;.: i,,i(i, V :H -/r ;
/f .: ; oropn-i ,.1лч u jocru:
v p - ..n r-.-.;-M (.{ ИГ..ЧйИ
:i 5/ 1 ичк.лt-. n- :Г подой GJ отнлгитш.ь -ч) ор
пуса 31 MJ iтщы 3 1 |)лкагс/ ,ь 1 ус i. ; i; o;-И :. flpn верхнем поло сп-т JNI:-;. 8
в подвижной П 41 ifi } . пг|д.|ру:.| .инен .нчи;(к/чш) штока привода перемещен -- У цзнгл
сительно ее пружиной 54. При&од 0 (фиг. 525 разжата за cnei юго. что зажимная пол
5) механизма . Э 3 йыпо п сн si оидс-зушка 2г. связачнсч i яг.ми f: гзолц/ шкои 55,
устачоолен. Ои -i ; оси Я5 в итчу: .. Г Г поедена F3 :.ITO чг)/1о;:м.-;ни.1 c.ri- rjioiii ic i
cepi-Tt-, . Нл сдпчг. -онпе серьги 5 : o,-.3 i:i:-0 ..ерь а 57 установленная н.-;, сои 55 в полU,r-n ,/ ЬЗ. кон JH Г фуюш.Ч I-MiKOM3yiLir.e 5G, упирэси;н i ynoi ) &i при J OM
приводз пор-.. .; -.г.:ни-, 9 i ..vv. НЛПролиг 58. установленный нл jc.i 5- h: серьге
кз привода 9 Ь :|-.лг;зп,-1 со гкос. М ()ал: .нм,-.,
- И, Bbiftci KOfi I Oi-OnOfti M Г, РЫ1, . уч,.1Пком рдз. :ггг: ,п, .or:i-. ния 1г См(ь; э м 7 чод- нпрп; ...цония 9 учасл сом T ,, состоя- .ia Ш.инои 5 от Hoct ельно.:чя ;-: нижней ючксй гк.-гюга М
по/иуи ки 3t). Kijiop;iri уотгэни лема нл под
Статку ЬО и СОДОрМи11 УпОи Г : с:;:;чг,; 57
riepe 4i3Uj.CH;-u за.. 3 шчполнягм шзужин-; 62. распопожснн-:-; е дегпкатег.; oV (нчгули
/.(/;,И ; --1 ь . iGi. пог:ожени1 как :; но ti.-i фиг 5, а сксс (клин) ил ока nri/Kin/ia
1 ас1|Г п,1г,(етс Т п гор.: лмт; .. и.най |; о-гкостн
l,, ll ficir:n; оси ромикр 51 : )ep ;MeiH 3i-i--C; К Ч.: Нн ; гшорЧ И ВНИЗ fi -l. :M. д. мч СКО У
I1- .VTCC . . ..it ll ч ; Г,Т iyi:MH(.:e Itpr.i- i, :. .., (.КЬ КЛ ПЛЯ Ll,:ii:ii; /.i I jyiilKOM / h и
..4 нриьо/1,;ч ri :t - M 1: .;ен1ы 9. -ii:-K/V / лг-нными Kij i ni; i in ir-m i MHH i :H, ;
( 7i у ПОЛ 3 . :Mh4l P: ,; f:oG iif.::n 7i). npli ;U.1 i;. i . pH.IH.VJ J N i ...., |. -I :. Л ; :-i Ц: p. г I I l
Ici i.ivuiK, : Гь г азм лмл.;: -..правк; R па I FJIJ .1
i 1 iil MfjnO. -K JMii - ()- . Г I M. f .;. -. .,M ОТДС Юнин /;н i a/in 7 выполнен п иид« пиднру жинечч . i н|) у -киной 7 10 л -;;i (j л я 73.
соединенного чер .1 i рычпг 4 размемюнпоl i ч,| nr/.i 5 Дсржп I r::f .Ь у - i ,|i ОНЛОИНПГ П
MCI сюим; /, с принодоп , }. -, -: ис.ниианип /J vc lantj.i.iien склиз 78 удп. и.чип гигопой
Hdi.. П| (.,:.;меЩОНИг pbl4r i ) ; Uf О ().;ч .,, аг. 1:оГ)а... t -j. LI.; ч ппе:.-; ОН на ;.) i ;: f i. -л 1.1 .i : i: i I .; м И .i/i:: ,||.,р r.....L Ht- ., I i.i : i-HjMl:--.v i К i...
i. ii - I j. где 1: преможукп. of типом .:
Я i|.n ч i.r.: 1) (. ПОЛ Лу1Л; Hi С ii. OK ) : H1i-r..r,i ft:pi:M МЧ1ЧПЫ 1 i .;. iii К.-НПЛ Г1 Hi; .: , ГЗ СОедИНОН , l.i- ;i: I / П(;И
мощи оси 81 Стоикл 7 .i/vp.i m ynop82. Yn--if) 45 может г.оде :ч;пп, лл г-енг
. 1- пичсскаь /игн ч д/i-i ,,. . ои/чло мил i |j ; r.m,i , дпа/ши pa6oi if:i on .;, ;yiOiii:i:.i oupa чпн
/.(/;,И ; --1 ь . iGi. пог:ожени1 как :; но ti.-i фиг 5, а сксс (клин) ил ока nri/Kin/ia
1 ас1|Г п,1г,(етс Т п гор.: лмт; .. и.най |; о-гкостн
l,, ll ficir:n; оси ромикр 51 : )ep ;MeiH 3i-i--C; К Ч.: Нн ; гшорЧ И ВНИЗ fi -l. :M. д. мч СКО У
разжима - зажима И и участка, разжатого состояния Is с нижней точкой выборки поворота N и выточкой.
При верхнем положении плиты 8 длинномерная труба заправляется в направляющие ролики 15. 16 (фиг. 8), установленные в подпружиненных регулируемым усилием от болтов 22, 23 в ползушках 13. 14. В ползуш- ке 14 установлена подпружиненная собачка 17, взаимодействующая с храповым диском ролика 16 При пОдаче трубы собачка 17 относительно храпового диска ролика 16 проскальзывает, а при обратном перемещении трубы тормозит вращение этого ролика. Ползушки 13, 14 с роликами 15, 16 имеют возможность перемещаться при дефектах по кривизне длинномерных труб (как плавающие).
Труба подается до регулируемого упора 45 сборной оправки 6 (фиг. 9 1,10) Оправка находится в исходном положении, когда выступ 47 располагается рабочей кромкой 48 - в плоскости ззвальцовки роликами 38. в т. ч если выступ 47 с рабочей коомкой 48 выполнен в отдельной оправке 471. Упор 45 может содержать упругий элемент
При опускании плиты 8 (вниз) шток привода перемещения 9 гыступом выборки поворота N поиоолчивает серьгу 57 с роликом 58 вниз преодолевая слабое усилие пружин 59. В результате ,юлзушча 56 под/действием регулируемой по усилию винтим 64 пружиной 63 пеоемещается и чзрез тяги перемещает п о г. з у о.1 к у з ч ж и м ц а н i и 26, обеспечивая за;ччтие заготовки на которую начинают взаимодействовав завальцовоч- ные ролики 38 Ролики вьтолнень. с формой рабочей поверхности 49 учитывающей форму (рабочего) пргфиля завэпыдовки / изделия и изменение размеров от обратной деформации внутреннего пояска 4ч у заготовки выс1упом ч с - ромкой 4Ь у составной оправки при автоподаче (фи 9), и перемещение из положения II в положение ill на фиг. 10, т. е. по шаблону рабочего профиля готового изделия с учетом обратных деформаций
Справка а сборе 6 (фиг. 2) имеет на стержне 46 закрепленные на резьбе оправку 43 с проточкой 44, упор 45 на оправке 43, за- крепленныи Bbicv/n 47 для автоподачи трубы (фиг 10, 9) из полохения i в положение I до упора заготовки торцом в упор 82 стойки 77 и деформации внутреннего пояска 44 у заготовки по внутреннему диаметру автоподачей оправки из положения II в положе ние III Завальцоеоиные ролики 38 опирающиеся на копиры 32, 33 под действием пружин 40, регулируются на глубину за- вальцоски составными копирами 32, 33
расположенными в корпусе 31, например, перемещением к оси трубы от болтов 41, и настраиваются на равномерность зазоров Z (фиг 10) от завальцовочных роликов 38 до
наружного диаметра трубы регулирующего элемента 37 конусной регулировочной вставки, расположенной между ползуном 36 опорного ролика 39 (на копир) в ползуне 35 с завальцовочным роликом 38.
На фиг. 2 в ползунах 36 и 35 оси выполнены с головкой, имеющей лыски от поворота в пазах ползунов 35. 36, и установлены с зазором от основания ползунов 35, 36 до головок равным или большим толщины роликов 38, 39, что позволяет обеспечить быс- тросменность замены износившихся роликов 38, закрепленных на осях, так как оси имеют возможность горизонтального перемещения.
Ползуны 35 установлены в направляющих 42 (фиг 4). На шпинделе 5, на котором установлена (фиг. 2) шестерня с храповыми зубьями на торце, взаимодействующими с типовым храповым механизмом, передающим вращение через шпонку от шестерни только при ходе рейки штока привода 10 вниз Шпиндель мэтрицы 5 установлен ня подшипниках в корпусе 31. Стабипизирует ся положение шпинделя вытечкой 52 и толкатепем (фиксатором) 50. кэновлочны- я юрпусе 31 На шпиндель передается гоп- МОЗНСР усилие подпружиненного большее чем усилие нознчкасицее при оо ратном ходе рейки штока прикол, Т/ ио
время проскальзывания шестер н относи храпового механизма При ниь рейки штока привода п ремощегг,. V) вниз вращение прекращу с в конце ход;,. при этом инерционный момент м;лч и
шпинделя 5 в сборе с рабочими голзуч -ч гасится и стабилизируется (фиг 1) дополнительным тормозом 34 расположенном I d подвижной плите 8 воздейснующим дополнительно на фиксатор ЬЭ и выгочкл1 52 а
шпинделе матрицы 5.
Вращением шпинделя матрицы 5 при- изводится перемещение ползунов 35 с завальцовочным роликом Зо к оси труиы о регулируемых болтами 41 хспирсо 32, 3
усилие передается чере опооный (подшипник) ролик 39 на оси 36 л регулирующий элемент 37 (конусная регулировочная вставка).
В соответствии с (программой) форюй
копиров и регулировкой производится под ведение рабочих кромок роликов 38 на осях в ползушках 35 к трубе на размер Z (первоначально при повороте на угол (} Затем производится плавное внедрение в стенку
трубы (фиг. 11) на глубину от 0 до аз при повороте шпинделя на угол ом и (раскатывается) завальцовывается на эту глубину аз поворотом шпинделя на угол ai кратный количеству п, роликов 38, т. е. 120° и больше.
Угол «о выбирается конструктивно в зависимости от плюсового допуска на наружный диаметр трубы, зазора Z и расстояния от оси трубы до копиров.
Угол а выбирается конструктивно, учитывая плавное внедрение в стенку трубы и оптимальность нагрузок на рабочую кромку ролика 38. При больших ходах опускания рейки 10 вниз производится дополнительное внедрение от 0 до а 3 поворотом шпинделя на угол а , примерно равный а и завальцовка на эту дополнительную глубину из поворотом шпинделя на угол 120° или больше (при ) (фиг. 11).
В конструкции предусмотрен один оборот шпинделя, чтобы выточка 52 возвратилась в крайнее верхнее положение для четкой фиксации сдвоенным тормозом 34. Количество ползушек, роликов и копиров рекомендуется устанавливать возможно большим.
В крайнем нижнем положении штока привода перемещения 9 (фиг. 5) в зоне И серьга 57 с роликом 58 пружиной 59 возвращается вверх до упора 61. При этом ось 54 ролика 58 поднимается выше оси 55 серьги 57 и заготовка остгется зажатой.
При обратном ходе рейки 10 шестерня вращается и проскальзывает относительно храпового механизма, шпиндель не вращается из-за выточки 52 вверху под тормозом 34.
При обратном ходе шток привода перемещения 9 скосом разжима - li воздействует на ролик 58 черэз оси 84, 55 серьги 57 и упор 61 перемещает подпружиненную пол- зушку 56, связанную поперечиной и тягой с ползушкой разжима-зажима 3 цанги 25. За- вальцованная заготовка цангой 25 разжимается и находится в разжатом состоянии до конца обратного хода от взаимодействия участка разжатого состояния - Is с выточкой выборки поворота N у штока привода перемещения 9.
На фиг. 2. 6 дано перемещение (привода обратного хода) держателя 11 с подпружиненной упором 68. установленной на оси 69, собачкой 70, содержащей скос, параллельный схосу 71 на лолзушке 65, в промежутке «2 (перемещение) больше или равно h - высота скоса разжима заготовки у штока привода перемещения 9. 8 этом промежутке полэушха 65 автоподачу заготовки оправкой 6 не производит. Затем скос собачки 70
взаимодействует со скосом 71 ползушки 65.
Ползушка 65 перемещает оправку 6 в
сборе и выступом 47 кромкой 48 оправки 6
воздействует на кольцевой поясок 49 внутреннего диаметра заготовки (фиг. 9, 10) и перемещает всю длиинномерную трубу и завальцованную заготовку из положения I в положение II, пока заготовка торцом не упрется в упор 82. После остановки заготовки оправка 6 продолжает перемещаться из положения II в положение III (фиг. 10) и уступом 44 производит деформацию кольцевого пояска внутреннего диаметра заготовки.
Деформация зависит от требований и конструкции изделий.
Может быть полная развальцовка по внутреннему диаметру или зачистка (обрезка) кольцевого пояска на необходимый
диаметр изделия и др. Деформация заваль- цовки наружного диаметра заготовки регулируемая.
Деформация кольцевого пояска внутреннего диаметра заготовки зависит от
кромки 48 у выступа 47.
Если кромка имеет прямой угол, то производится зачистка (обрезка) внутреннего диаметра кольцевого пояска у заготовки, которая упирается в упор 82 стойки 77 (фиг. 2).
Если кромка выполнена пологой фаской
или большим радиусом, то будет производиться развальцовка внутреннего диаметра кольцевого пояска заготовки, однако завальцовка наружного диаметра останется,
так как металл раскатался, а заготовка или труба удлинилась, при этом форма развальцовки должна соответствовать необходимым размерам у готового изделия, что достигается регулировками 37 составных
копиров 32,33 при завальцовке роликами 38 наружного диаметра, формой кромки 48 (величиной радиуса) и формой завальцовки изделия.
После того, как оправка в сборе 6 займет
положение III (фиг. 9, 10, 2) за кромкой упора 13 на размере I от плоскости завальцовки роликами 38. При взаимодействии ползушки 65 с собачкой 70 по скосу 71. оправка 6 и ползушка 65 останавливается на промежуток з. В течение этого промежутка 1з рычаг 74 на оси 75 воздействует на подпружиненный толкатель 73, который отделяет изделие с завальцовкой наружного диаметра в окна цанги 25 и ползушки-эажима 26 размерами,
большими размеров отделяемого изделия расположенными внизу.
На рычаг 74 действует собачка 79 на оси 80 в стойке 12 при ходе вверх в промежутке ь з стоянки ползушки 65.
Собачка 79 имеет возможность поворачиваться и проходить, не взаимодействуя с рычагом 74, только при ходе вниз. При обратном ходе от рычага через ось 81 подпружиненный толкатель 73 отделяет деталь по линии концентрации напряжений, созданной завальцовкой и обратной деформацией развальцовки внутреннего пояска, в окна цанги 25, ползушки 26, подставки 24 на наклонный склиз 78.
После отделения детали рычаг 74 и толкатель 73 под действием пружины 72 возвращается в исходное положение.
Оправка 6 в сборе на ползушке 65 возвращается в исходное положение от силы R. например, пневмоцилиндра или пружины (не показаны).
При возвращении оправки б ее упор 45 толкает в торец длинномерную трубу между плавающими роликами 15 и 16, которые храповым механизмом 17 тормозят перемещение от сил инерции массы трубы.
Далее линия работает в автоматическом режиме.
При использовании автоматической линии возрастает производительность путем исключения вспомогательных операций из- за использования одного хода для ьыполне- ния многих операций, уменьшаются габариты линии, повышается экономия металла путем осуществления безотходного производства.
Формула изобретения
снабжена подвижной плитой, связанной с приводом возвратно-поступательного перемещения, штоками, закрепленными на подвижной плите и кинематически связанными с механизмами подачи трубы, зажима, деформации заготовки и отделения детали, механизм зажима снабжен цангой, смонтированной в прижимной ползушке, механизм деформации заготовки снабжен
0 шпинделем, установленным с возможностью вращения на основании, ползунами, установленными на шпинделе с возможностью радиального перемещения, зэвальцо- вочными роликами, смонтированными на
5 ползунах, дополнительными ползунами, смонтированными на основных ползунах с возможностью осевого перемещения, и регулируемыми копирами, установленными на основании с возможностью взаимодейст0 вия с дополнительными ползунами, механизм отделения детали снабжен подпружиненным толкателем и системой рычагов, связанной с подвижной плитой, другой конец оправки выполнен с выступом
5 для взаимодействия с деформированным концом заготовки, в прижимной ползушке и в цанге со стороны подвижной плиты выполнены соосно отверстия для подпружиненного толкателя, а со стороны основания - окна
0 для удаления деталей, при этом нзпрэнляю- щие подпружинены относительно основания
5 снабжен серьгой, установленной с возможностью поворота на лолзушке, и подпружиненной относительно нее роликом, установленным на серьге, а один из штокоо. закрепленный на подвижной плите ьыпол0 нен со скосом для взаимодействия с роликом.
&
$9 09
LL П
т
т
UD СП ЦЭ ID
J
bj
г1
Г- Г
Фиг.6
шшшшшга
ж.ж Фиг. 7
1718
го
/J 15
73
(Риг. 8
t
А
J
/ -v - J0t
г-лг п
Предыдущие ролики с для слрабж
| Устройство для получения заготовок из труб | 1973 |
|
SU464406A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
