Изобретение относится к машиностроению и может быть использовано при создании гибких автоматизированных систем в механообрабатывающих, сборочных и других производствах при автоматизации механической обработки образцов для испытаний свойств материалов.
Цель изобретения - расширение технологических возможностей обеспечивается возможностью отрезки проб от изделия, а также возможностью дальнейшей обработки и манипуляции пробы на станке.
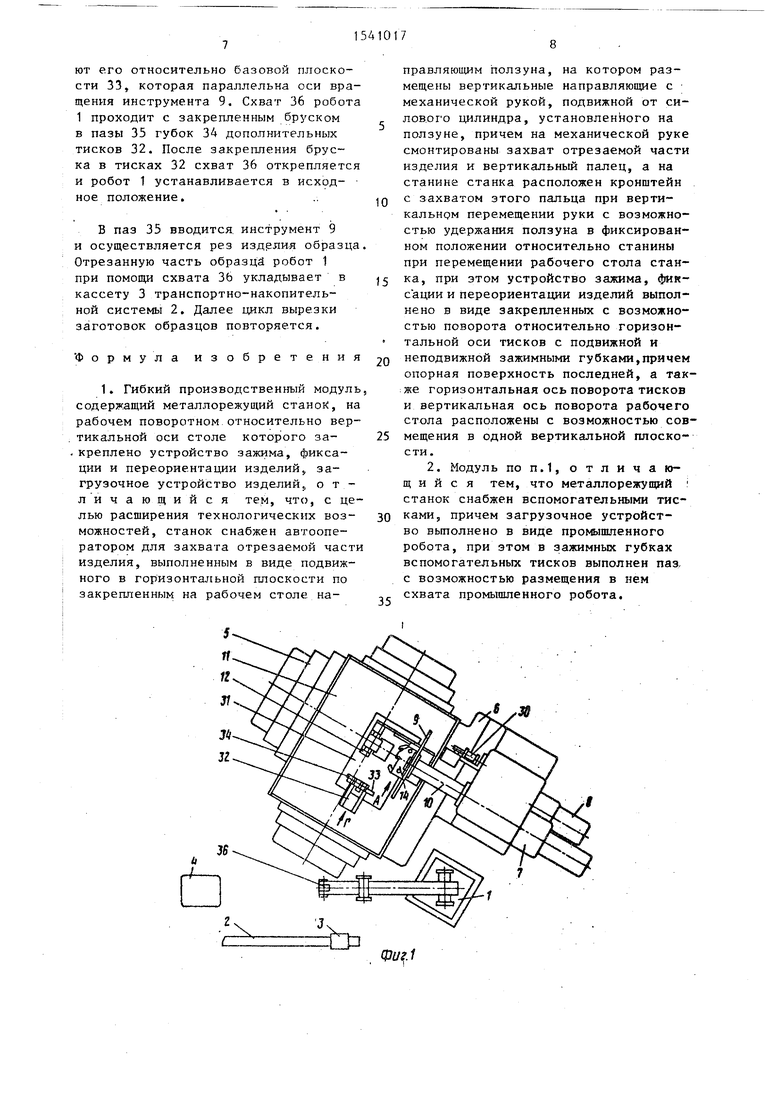
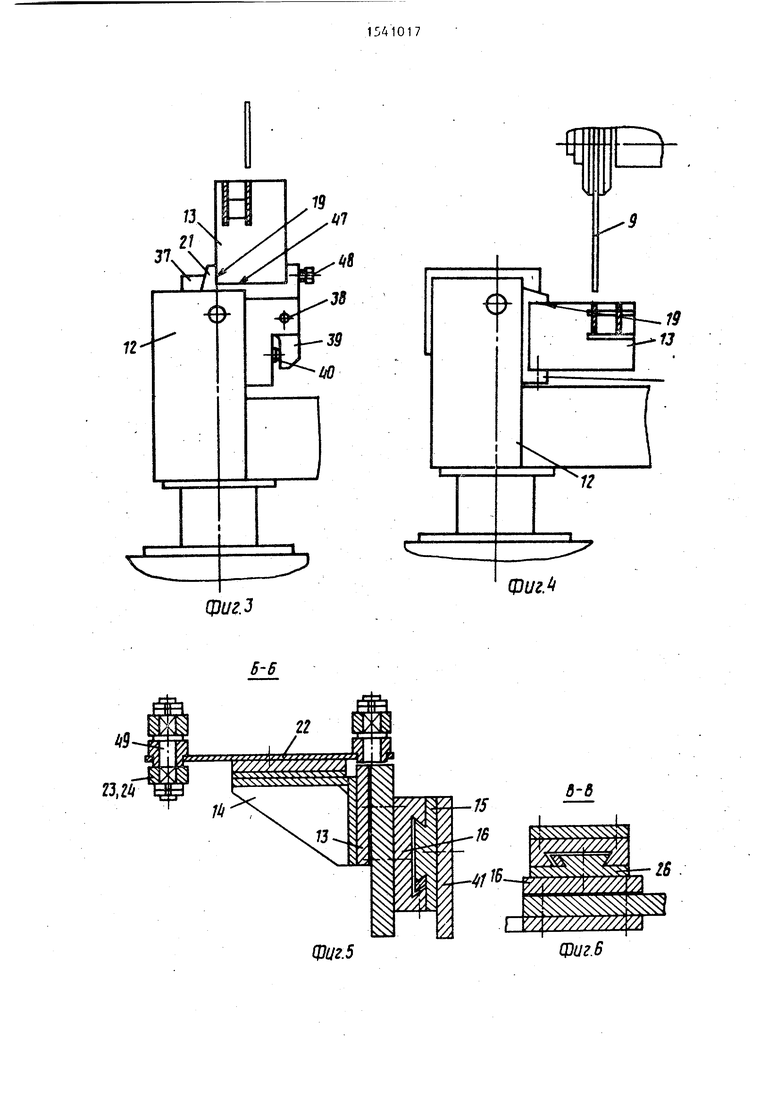
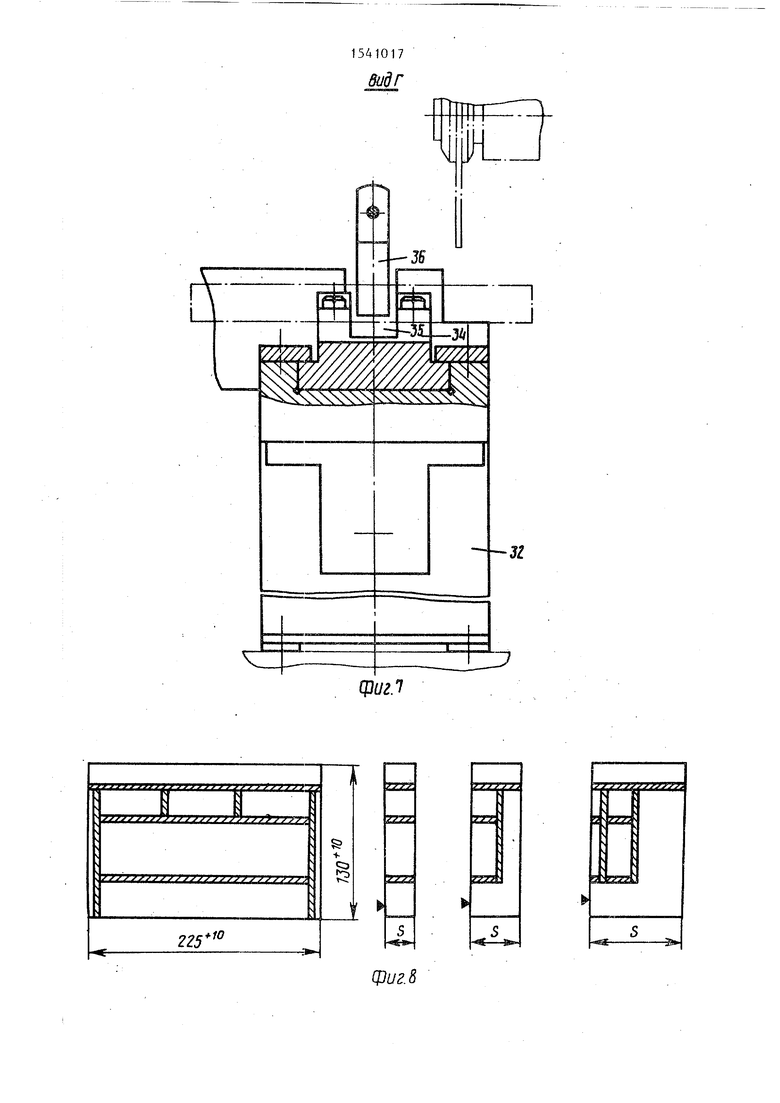
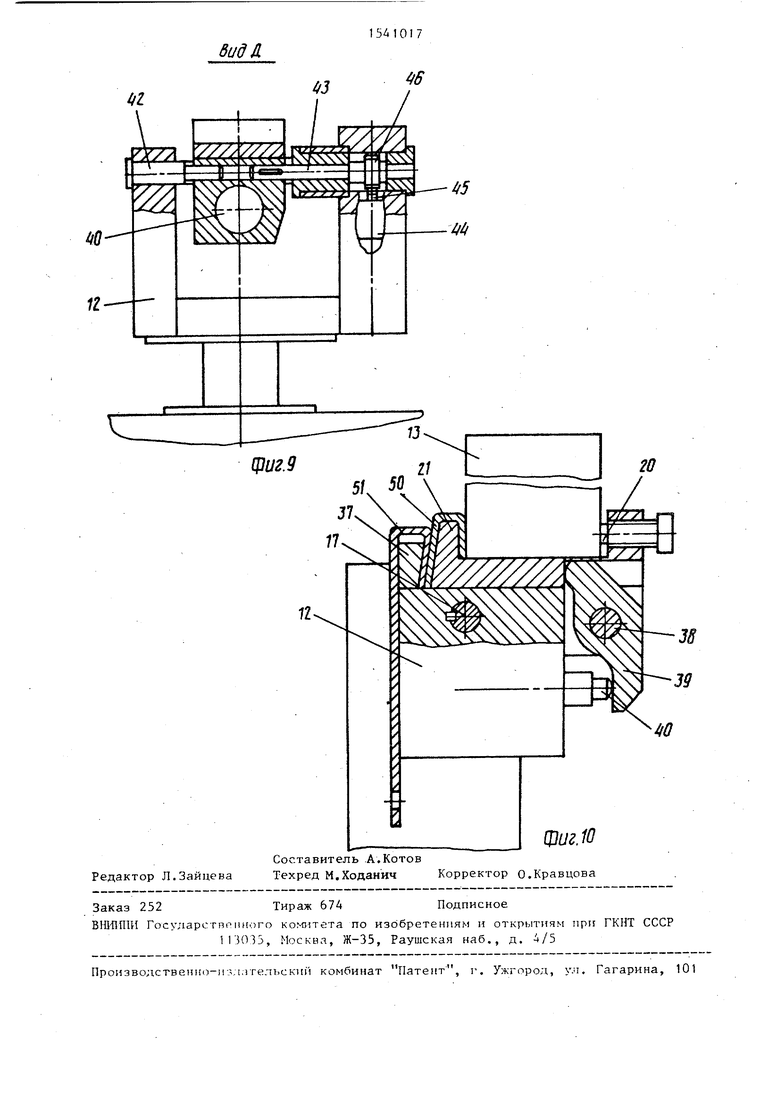
На фиг.1 изображен гибкий производственный модуль, план; на фиг.2 - вид А на фиг.1; на фиг„3 - тиски в случае резки пробы по высоте; на фиг.А - то же, в случае репки пробы по ширине; на фиг.5 - сечение Б-Б на фиг.2; на фиг.6 - сечение В-В на фиг.2; на фиг.7 - вид Г на фиг,1; на фиг.8 - схема раскроя пробы с базой по прокатной стороне;на фиг„9 - вид Д на фиг.2; на фиг,10 - схема установки спутника с изделием в тисках .
Гибкий производственный модуль содержит загрузочное устройство в виде промышленного робота I, тран- спортно-накопительную систему 2 с кассетой 3, систему 4 управления модулем, станок 5, представляющий собой станину А управления модулем,станок 5, представляющий собой станину 6 с размещенными на ней приводами вращения 7 и подачи 8 инструмента 9, смонтированного на оправке 10, а также поворотного и подвижного по двум координатам рабочего стола 11 с закрепленным на нем устройством 12 зажима, фиксации и переориентации изделий 13. На столе 11 установлен ал- тооператор 1А, имеющий подвижный в горизонтальной плоскости по направляющим 15 ползун 16, при этом устройство 12 зажима, фиксации и переориентации изделия 13 выполнено в виде тисков /,расположенных с возможностью пчворота относительно го
Q ризонтальной оси и несущих спутник 18 с изделием 13, причем его опорная база 19 лежит в плоскости, проходящей через горизонтальную ось поворота тисков с возможностью
5 совмещения с вертикальной плоскостью,
в которой расположена ось поворота
рабочего стола 11. Тиски 17 имеют
подвижные 20 и неподвижные 21 губки,
причем опорная поверхность неподвиж0 ных губок 21 и является опорной ба- э ой 19 .
Автооператор 1А имеет также механическую руку 22, на которой смонтирован захват 23 в виде зажимных гу5 бок 2А, управляемых гидроцилиндром 25. Механическая рука 22 размещена на ползуне 16 с возможностью перемещения в вертикальной плоскости по направляющим 26 от гидроцилиндра 27.
о На механической руке,-22 установлен вертикальный палец 28 с возможностью взаимодействия с захватом 29 кронштейна 30, размещенного на станине 6 и управляемого от гидроцилиндра (не показан).
Тиски 17 установлены в ванне 31, предназначенной для сбора СОЖ, например, при электроконтактной резке. На столе 11 установлены дополниф тельные тиски 32, базовая плоскость 33 зажимных губок 34 которых параллельна оси вращения инструмента.При этом губки 34 имеют пазы 35, взаимодействующие со схватом 36 промыш5 ленного робота 1 и инструментом 9. В верхней части тисков закреплен упор 37, расположенный под углом к вертикальной плоскости, проходящей через ось поворота тисков,в нем на оси 38
д смонтирован поворотный рычаг 39, управляемый от гидроцилиндра 40, причем поворотный рычаг 39 обеспечивает базирование и зажим спутника 18 относительно упора 37. Тиски 17 посредством промежуточной планки 41 (фиг.1 и 2) связаны с направляющими 1j автооператора 1А. Тиски обеспечивают поворот захватных губок 20 и 21 вокруг горизонтальной оси на по5
5
луосях 42 и 43 с приводом от гидроцилиндра 44 посредством реечной передачи 45, зубчатое колесо 46 которой смонтировано на полуоси 43.
Изделие 13 устанавливается в паз 47 спутника 18 и базируется по опорной базе, лежашей в плоскости, проходящей через ось поворота тисков 17 И вертикальную ось поворота стола 11. Изделие 13 жестко закрепляется в спутнике винтами 8. Электроконтактная резка заготовки в положении,указанном на фиг.З, осуществляется при струйном метсде полива зоны резания.
Зажимные губки 24 автооператора представляют собой Г-образный рычаг (планку), закрепленный на оси 49 и управляемый гидроцилиндром 25.Фиксирование захватных губок 20 и 21 тисков в рабочих позициях осуществляется при помощи двух жестких упоров (не показаны).
Рабочий ток для электроконтактной обработки пробы подводится через инструмент 9 к заготовке 13. Съем тока осуществляется со спутника 18 при помощи медной пластины 50 на медную шину 51, жестко закрепленную на корпусе, и далее гибким токосъемником (не показан) .
Гибкий производственный модуль работает следующим образом.
Изделие 13 длиной 225110 мм, высотой 140±10 мм, толщиной S 20 - 180 мм поступает для разделки на гибкий производственный модуль. В соответствии с картой раскроя изделия (фиг.8) в общую систему управления 4 модулем вводится управляющая программа, определяющая технологию резки (режимы резания в зависимости от материала, число вырезаемых заготовок образцов, координаты их размещения в изделии) и порядок работы робота 1, транспортно-накопительной системы 2 и станка 5. Оператор,обслуживающий модуль вручную, устанавливает и закрепляет изделие 13 в спутнике 18. Далее изделие 13 со спутником 18 устанавливается в тисках.
Командой от общей системы 4 управления модуль вводится в работу в автоматическом режиме.
Включается привод 7 вращения ин-/ струмента 9, смонтированного на оправке 10 и размещенного на станине 6
станка 5. Поворотом вокруг вертикальной оси стола 11 и перемещением по двум координатам стола 11 поочередно подводятся грани изделия 13 по длине к инструменту 9 и осуществляется отрезка прибыльной части изделий 13 вертикальным перемещением инструмента 9 при помощи привода 8 0 подачи. Прибыльная часть изделия 13 падает в ванну 31. Отрезка осу- . ществляется в положении, когда изделие 13 находится над тисками 17 в верхнем положении. Далее без пово- 5 рота тисков 17 осуществляется прорезка канавок для вырезки бруска вертикальным перемещением инструмента 9 при помощи привода 8 подачи, Величину перемещения инструмента 0 9 (с учетом износа последнего) определяет общая система 4 управления модулем. По команде от системы 4 управления модулем тиски 17 поворачиваются вокруг оси поворота таким 5 образом, что спутник 18 с изделием 13 занимает нижнее положение сбоку тисков 17,
По команде от системы 4 управления модулем автооператор 14 подхо- 0 дит к изделию 13 и зажимными губками 24 при помощи гидроцилиндра 25 схватывает вырезаемый брусок изделия 13.
Перемещение автооператора 14 в горизонтальной плоскости осуществляется по направляющим 15, при этом перемещение автооператора 14 осуществляется вдоль оси инструмента 9. Перемещение автооператора 14 в вер- Q тикальной плоскости осуществляется по направляющим 26, жестко закрепленным на ползуне 16. Далее инструментом 9 производится отрезка бруска. Отрезанный брусок изделия 13 за- 5 креплен в автооператоре 14 и в момент окончания реза остается в нем. Силовым механизмом, обеспечивающим перемещения автооператора 14 в горизонтальной плоскости по направляю- 0 щим 15, является крошнтейн 30, имеющий управляющий гидроцилиндр (не показан) и который своим захватом 29 схватывает палец 28 жестко закрепленный на автооператоре 14. Схват 36 g робота 1 захватывает брусок и после открепления захвата 23 автооператором 14 переносит брусок во вспомогательные тиски 32, зажимные губки 34 которых закрепляют брусок и базиру5
ют его относительно базовой плоскости 33, которая параллельна оси вращения инструмента 9. Схват 36 робота 1 проходит с закрепленным бруском в пазы 35 губок 34 дополнительных тисков 32. После закрепления бруска в тисках 32 схват 36 открепляется и робот 1 устанавливается в исходное положение.
В паз 35 вводится инструмент 9 и осуществляется рез изделия образца Отрезанную часть образца робот 1 при помощи схвата ЗЬ укладывает в кассету 3 транспортно-накопитель- ной системы 2. Далее цикл вырезки заготовок образцов повторяется.
Формула изобретения
1. Гибкий производственный модуль содержащий металлорежущий станок, на рабочем поворотном относительно вертикальной оси столе которого за- « креплено устройство зажима, фиксации и переориентации изделий, загрузочное устройство изделий,, отличающийся тем, что, с целью расширения технологических возможностей, станок снабжен автооператором для захвата отрезаемой части изделия, выполненным в виде подвижного в горизонтальной плоскости по закрепленным на рабочем столе на
5
0
5
0
5
правляющим ползуна, на котором размещены вертикальные направляющие с механической рукой, подвижной от силового цилиндра, установленного на ползуне, причем на механической руке смонтированы захват отрезаемой части изделия и вертикальный палец, а на станине станка расположен кронштейн с захватом этого пальца при вертикальном перемещении руки с возможностью удержания ползуна в фиксированном положении относительно станины при перемещении рабочего стола станка, при этом устройство зажима, фиксации и переориентации изделий выполнено в виде закрепленных с возможностью поворота относительно горизонтальной оси тисков с подвижной и неподвижной зажимными губками,причем опорная поверхность последней, а также горизонтальная ось поворота тисков и вертикальная ось поворота рабочего стола расположены с возможностью совмещения в одной вертикальной плоскости .
2. Модуль по п.1, отличающий с я тем, что металлорежущий станок снабжен вспомогательными тисками, причем загрузочное устройство выполнено в виде промышленного робота, при этом в зажимных губках вспомогательных тисков выполнен паз с возможностью размещения в нем схвата промышленного робота.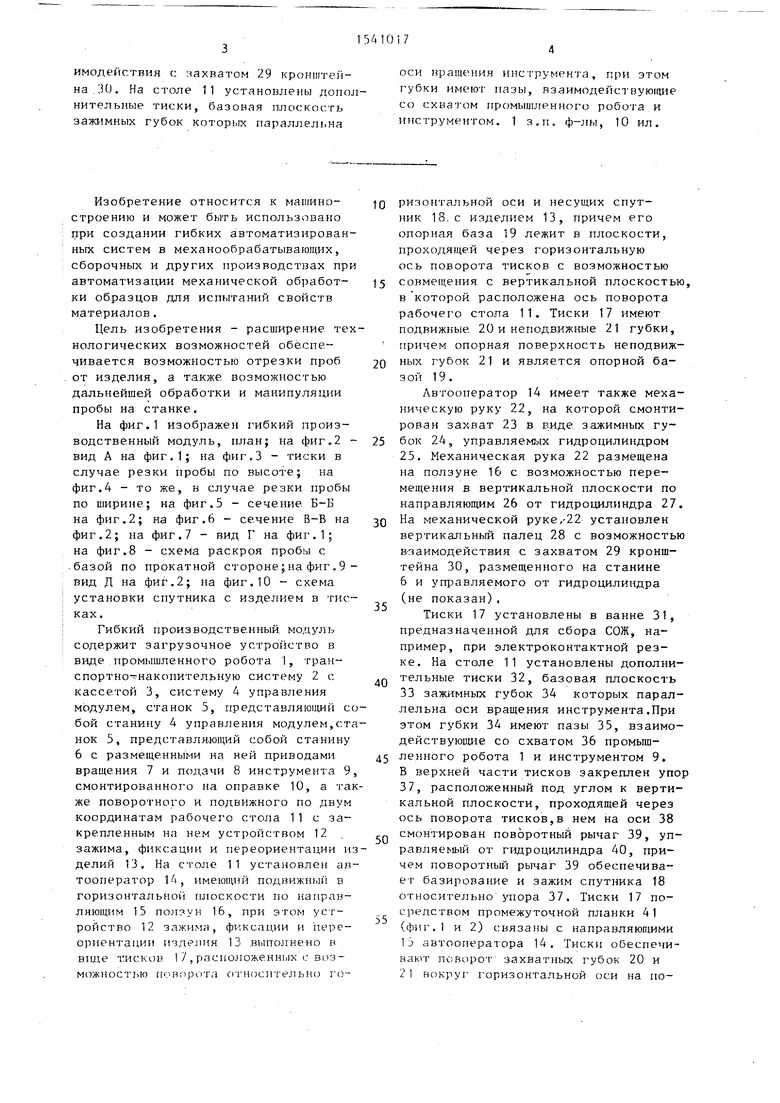

| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль | 1989 |
|
SU1754421A2 |
| Гибкий производственный модуль | 1988 |
|
SU1673395A1 |
| Гибкий производственный модуль | 1989 |
|
SU1782705A1 |
| Гибкий производственный модуль | 1988 |
|
SU1516312A1 |
| Агрегатный модуль с ЧПУ для автоматической линии | 1988 |
|
SU1673391A1 |
| Многооперационный станок | 1986 |
|
SU1799715A1 |
| Устройство для фиксации камня при его обработке | 1990 |
|
SU1765010A1 |
| Схват робота | 1990 |
|
SU1761463A1 |
| Схват | 1981 |
|
SU921852A1 |
| Манипулятор | 1980 |
|
SU874329A1 |
Изобретение относится к машиностроению и может быть использовано при создании гибких автоматизированных систем в механообрабатывающих, сборочных и других производствах, при автоматизации механической обработки образцов для испытаний свойств материалов. Цель изобретения - расширение технологических возможностей - обеспечивается возможностью отрезки проб из изделия, а также возможностью дальнейшей обработки и манипуляции пробы на станке. Гибкий производственный модуль содержит промышленный робот, транспортно-накопительную систему с кассетой, систему управления модулем, станок 5 с размещенными на его станине приводами вращения и подачи инструмента. На столе 11 смонтировано устройство 12 зажима, фиксации и переориентации, выполненное в виде тисок 17, и автооператор 14. Тиски 17 установлены с возможностью поворота вокруг горизонтальной оси и несут жестко закрепленный на них спутник 18 с изделием 13, опорная база 19 которого лежит в плоскости, проходящей через ось вращения тисок 17. На рабочем столе в направляющих 15 установлен ползунй под острым углом, что резко уменьшает их дробление. 2 з.п. ф-лы,2 ил.а.я.чал-борюе.п.хорина66.069.83основанием.а.в.скороглядове.п.хорина617.089.84463.631.879.62-229.81-1535.8
5в 21D 43/12 в"устройство для автоматической загрузки и выгрузки п
36
o
I
-l
/1
O j
Q
g .ь
/
о
«О
C4J
3 в
l/Z
Редактор Л.Зайцева
Составитель А.Котов
Техред М.Ходанич Корректор О.Кравцова
20
фиг.Ю
| Способ обмыливания жиров и жирных масел | 1911 |
|
SU500A1 |
