Л1- р7ч..Ь-;ОИ f -:Jni , :l .
1 о
i iobpi-1 L ;..ii; I 1 - H liTCH к машино- TiJnC iiHiu, - U .e 1:тйНкам для дй ен:.я на i.oHTi-ii .егзг . Л из гс ртоьч)-
П ПУ .i : ;, T: -ЩР, IP .;;-,
K : iLi-i ( : f ;Hti
; : .:. i; par .;j;-i e) i;r- Taxcx ii..r 4f-: . I-; Л .Lior eH c l njJKa ;/ R(.- OH;: -le J -r: ;;; м ип- гки конц,;. Д 1,;)Ле1 -.vn. ; i) lij;r n -Грчгп
; щиги 1)1 , a O j :4 f i-; глпоиазм p,
H V.H . -- - Itf , ПИД COuу/ i (t , lypeii A -A на j на NiT 3 ,:i ;: : } E на фиг .
C .vj . . i C i :,r v ; i /iHijii I СП 7- iyffi -T oi :j in. , ,. лпрто1гп, 3 напра-З
: . ,. ;. - : . fvi i ;;
заь.- , :ii ; ;,), Г О;1:-,- - . ;
li. ;f , I O : Й iJ ..:.-,.: li,
ДИГ -, . J- - l/;d;; 1)1ю;:й:. . Ио -:-- iien:: i-: . - ;. ;- iepv i гг Ок;. .v- :. b i ,1:,. :i,is ;;- : ЙМ1 7 ь Hiuip; : .моичГ ;
8; ,Л : «, а-К Л Pt Г JiИ jVЮlH M ТЯь-:Дс
тс1лкаь:ч ;- - 9 .уижения, vci-- пес;оы:1л r.:;L r-, v,3 10 с аг;тоисмн1 - : / V - Я ; и;;;, к рожла щп HbCT vv- -ле - г-/; , v.-.-T i,;(,j,;7eHHbi;.f 4i ipajb ioГДРЙ ::;
.. ;. I ,Я . Л :. ,., Гг
НаПр,:1. -.,,. -. S .; lIpHBOnOri О ,жения, 1 .ч. IHCKI- ;/ iiviводом 18 .ji |:-)Г и ,;:,ПраВЛЯЮ ЦИГ , :: .ipcl ДО -i -Ч; ;4j.i-;v-lti
издехшя ВИ: - v) ;1;з1.:ам1- г 1 , iianpai ЛЯЮЩИХ 22,ги:; :;;;ii ,:; , V С-;..ные, QOOTBC ; с 1 . fJ yt. делрю 24, губки: V :- Но.-in- я оиь.-; .nj j- , 26 качения со с;ч : - ьи ;н, Ч лштг гну ющимк изделию 24 j, ; r j iHK- . . -ui 2В обработки нзце:1-- Л изо-и .on -j от внешней среды колухом .25., (.Р;ОЛЬ- зящей шторкой 30, сменнсгй н , O/IBIIVK- ной Е .торкой 31 с окном для прохода изделия и соязана с пыпеуотятзлг/ ВЛ П - 1ЦИМ устройством станка или с рализованной вентиляционной pscтемой, Ут.авле} ис станком осуттл -i RLIH- атся системой, включающей ксчгг -.к г -i-V.e лeмeнты пульта управлеш,i /; nv 4 jBr 0 датчики, установлепмг;; - ч. ((г-л с м . лпьных механизмах .
( :::(. pa6oTat r в автг)ма ) CK oti и ру,, -j: . режима: ,
Для работы Е автоматическом р.)- ме система i yпpaвлeн ; т клкпао -. ся кнопкой Автоматический piV tc-i M. уца I васмое на опорах 26 K. и;. с га
4
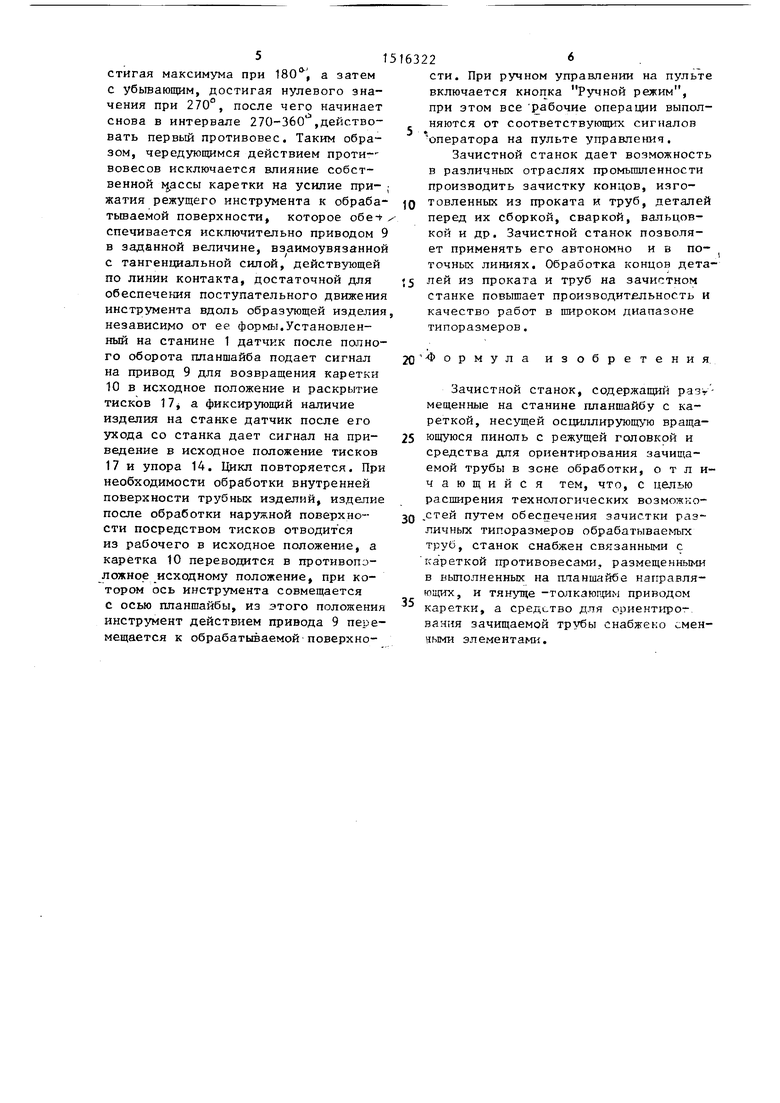
нок иддепие 24 фиксируется iiC v:ofi 14 J лри этом от сигнала устя1;ив:;ег - |Чого на упоре 14 датчика вклюмает- . i (ipiiBon 20 зажима изделия к цент- pHpvioL i x тисках Г/ -менными губками ., ус г; Н1;йпепными на попзу ах 23, уич. аюшз- я Г1 направляющих . 2 тюсред- CTKCiM винтовых пар 21 с нарезкой пгс : ив :Г рпсжиых 1ь-шра ппений После Фик- ир :,,j -i tiTTq изделмя и тисках от .-ч - С | а(овлсниого па них датчика ;;: ;и:-; дится в действие привод 16, г р - .зультате упор по каправ- лятлп;;;. ; удаляется из зол.и 28 обра- бо.., осьобо/адая конец изделия для Т1чи, Устаноч.иенпый на приводе 1; ) ri. iT - подает игна1: иг, притзод 18
;|1 Д-: - .- - перемещения тисков 17 с кзп(шиеч 2- т ,3 ве.ли тину я в рабочее of iidooTj jr по 1о;кенис, В конце хо- i;a в ;ici . раб.чтьоает датчик вклгаlOiiH , привода 11 вращения и осциллиро- тчноли 13 с инструментом 12 ка- оетки 1U шиБода 9 движечия карет- ti.-:; licx.одного положения к изделию и, с г.ьщйржкой времени, привода 3 пр .иия иланшайб;. 4, скорость кото- VC T. я з;1,1шсиг- ост1 ОТ xai-,aK7epa вы- ;,|,г.h. работы задается гцэедвари i .t -i :f-. ООрабоТК -) ИНС.ТруМбН Г С
noL; Orinj.bii, заданным услтием от при- 9 прижимается к ;бpaбaтucaeмoй iOLi-:ri;Khoc ги , а . ту па тельное его , jU-Oiv.-Hii; uo оПр,:1зу1ощсй из.и-ану обе-- f iu r.ioaiiiT .. -хЕС. Ку.азю поворот лланшай- , а . Jb, ,иаг1ьная, Д1:;иС ру1ощая i .- j.. MHu контакте инстру:-;ен га и изде- iiHSTj сита. При noisopO T : шаншайбы
0 ,- ...о
на г(.) uncTpyMeHTj двигаясь посту- цятгпьно но обрлзук.щри , проходи рг ю ее длину,, обуабатмвая пояс 5ЛЦЯЫЮЙ ширины, R исходном положе- а1ш 1ФВГ, 1) масса каретки 10 уравнове- яшва.р . Ч одним из двух прстиво 1есов 7 чер . ги жис 1.вязч6Л ри понс-роте п. . ан i(iaiii.bi Б люб sTo сторону от О до 90 массы ;Н : ГК1: и про гивово са в няр-.iг тающей сгеп&;п с coxpaHefmoi уря кг вегттваю- щe) эффекта восг-ринимаются направ- Лл- .;ч,ими 3 и Я и по доспгаении 90 вое (01 ся ими полностью. При даяьнойшем от 90 до 270 повороте rmaii4f;t..i г,арвык ciiijaBa ф1;г.2) из про-; чвовесов 7 лерьс г с;г д--йстврвать, :i в Г -,:;1Й cJuTia Vitor,,/:) ;:ачинает цей- c i Ht.T. i V Бначаче с нарасч ающим, ураз- HO -uiii . Li J ошим каре кУз эф: -/ KTOMjflo5
0
51
стигая максимума при , а затем с убывающим, достигая нулевого значения при 270°, после чего начинает снова в интервале 270-360,действовать первый противовес. Таким образом, чередующимся действием проти-- вовесов исключается влияние собственной Jaccы каретки на усилие при- жатия режущего инструмента к обраба- тьшаемой поверхности, которое обе-i спечивается исключительно приводом 9 в заданной величине, взаимоувязанной с тангенциальной силой, действующей по линии контакта, достаточной для обеспечения поступательного движения инструмента вдоль образующей изделия независимо от ее формы.Установленный на станине 1 датчик после полного оборота планшайба подает сигнал на привод 9 для возвращения каретки 10 в исходное положение и раскрытие тисков 17j а фиксирующий наличие изделия на станке датчик после его ухода со станка дает сигнал на приведение в исходное положение тисков 17 и упора 14. Цикл повторяется. При необходимости обработки внутренней поверхности трубных изделий, изделие после обработки наружной поверхности посредством тисков отводится из рабочего в исходное положение, а каретка 10 переводится в противоположное исходному положение, при котором ось инструмента совмещается с осью планшайбы, из этого положения инструмент действием привода 9 перемещается к обрабатываемой поверхноV
2
сти. При ручном управлении на пульте включается кнопка Ручной режим, при этом все рабочие операции выполняются от соответствующих сигналов оператора на пульте управления.
Зачистной станок дает возможность в различных отраслях промьшшенности производить зачистку кондов, изготовленных из проката и труб, деталей перед их сборкой, сваркой, вальцовкой и др. Зачистной станок позволяет применять его автономно и в по- точных линиях. Обработка концов деталей из проката и труб на зачистном станке повышает производительность и качество работ в широком диапазоне типоразмеров.
-Формула изобретения
Зачистной станок, содержащий разу- мещенные на станине планшайбу с кареткой, несущей осциллирующую вращающуюся пиноль с режущей галовкой и средства для ориентирования зачищаемой трубы в зоне обработки, отличающийся тем, что, с целью расширения технологических возможко,стей путем обеспечения зачистки различных типоразмеров обрабатываемых труб, станок снабжен связанными с кареткой противовесами, размещенными в вьтолненных на планшайбе направля- ГО1ЦИХ, и -толкающим приводом каретки, а средство для ориентиро-г, ваяня зачищаемой трубы снабжено сменными элементами.
|V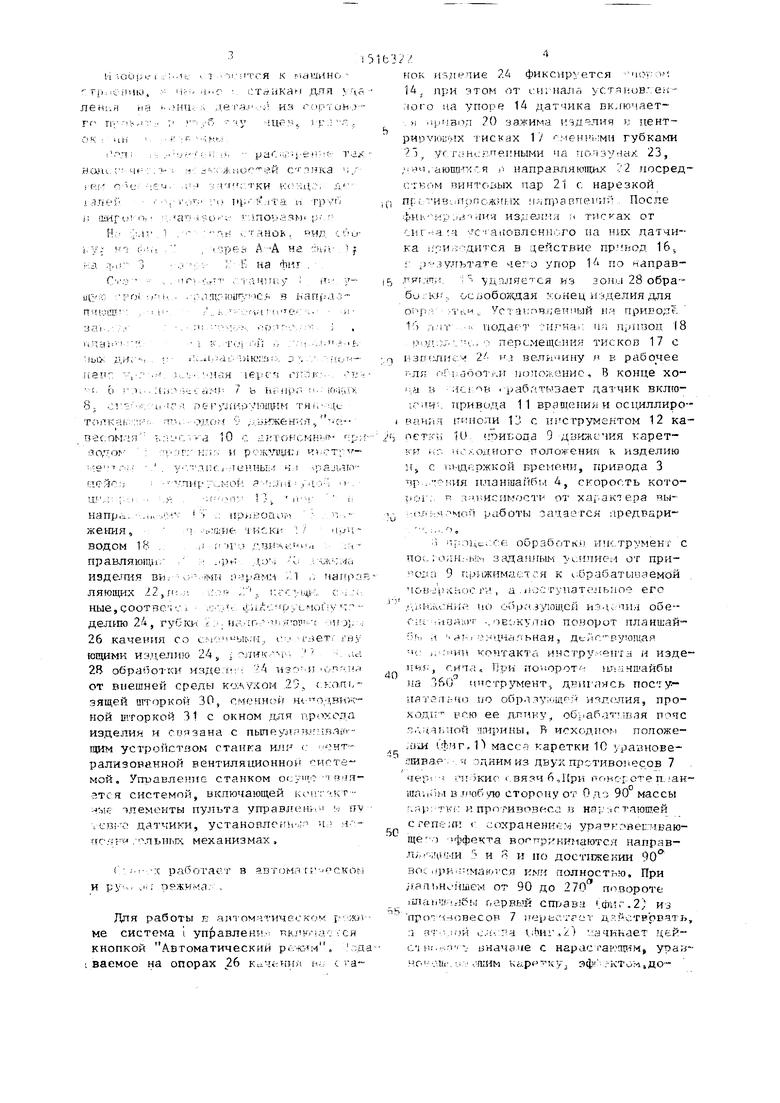
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОТРЕЗКИ КОЛЕЦ | 1973 |
|
SU397282A1 |
| Станок для термической резки труб | 1981 |
|
SU975271A1 |
| Станок для резки труб | 1989 |
|
SU1787075A3 |
| Многопозиционный станок для двусторонней обработки концов трубчатых электронагревателей | 1985 |
|
SU1344518A1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| Станок для зачистки кромки листа | 1981 |
|
SU975242A1 |
| Установка для зачистки проката | 1985 |
|
SU1424989A1 |
| Гибкая линия изготовления металлической тары | 1985 |
|
SU1328037A1 |
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
| Сверлильный станок | 1989 |
|
SU1703287A1 |
Изобретение относится к машиностроению, а именно к станкам для удаления на концах деталей из сортового проката и труб заусенцев, грата, окалины и ржавчины. Цель изобретения - расширение технологических возможностей станка путем обеспечения зачистки концов деталей из сортового проката и труб в широком диапазоне типоразмеров. Станок содержит станину 1, несущую свободно вращающуюся в направляющих роликах 2 кинематически связанную с регулируемым приводом 3 планшайбу 4, на которой в параллельных диаметру направляющих 5 установлена уравновешенная через гибкие связи 6 противовесами 7 в направляющих 8 снабженная регулируемым тянуще-толкающим приводом 9 движения каретка 10 с автономным приводом вращения и режущим инструментом, установленным на вращающейся с регулируемой амплитудой осциллирования а пиноли, упор в направляющих с приводом движения, центрирующие тиски с приводом продольного движения в направляющих с приводом зажима детали посредством винтовых пар. 3 ил.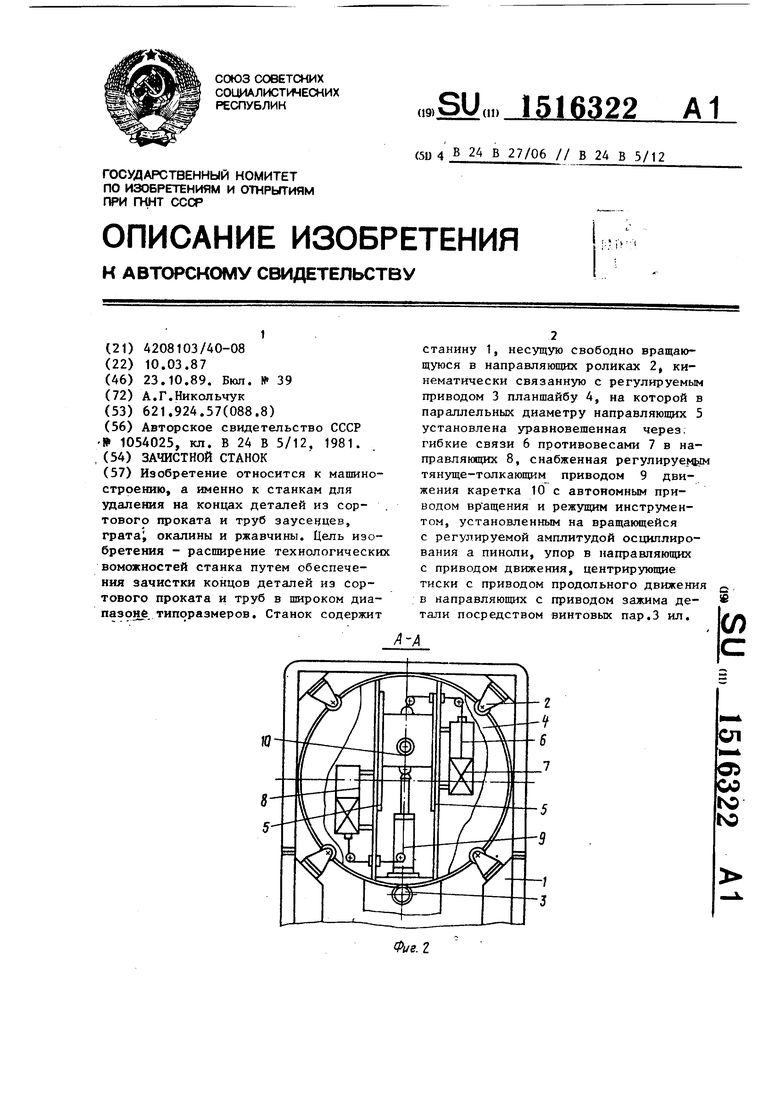
If
Ргл./
Б-Б
.-
Фие.З
| Устройство для одновременной очистки внутренней и наружной поверхностей труб | 1981 |
|
SU1054025A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| . | |||
