Изобретение относится к оборудованию для г роиз11О/1,ст1. а бетонных и железобетонных изделий и может быть использовано, в частности, для изготовления панелеГ .гх стон II промышленных здапий.
Целью изобретения пнлястся повышение надежности и уменьшение i acxo- Д.1 газа.
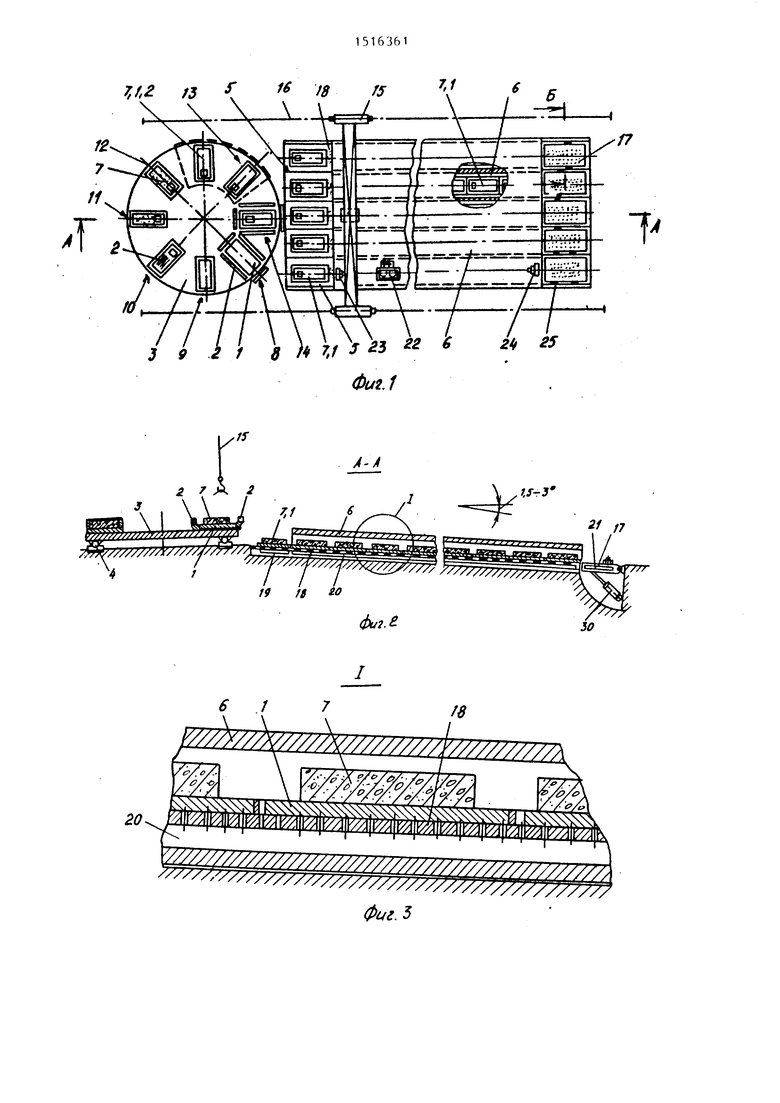
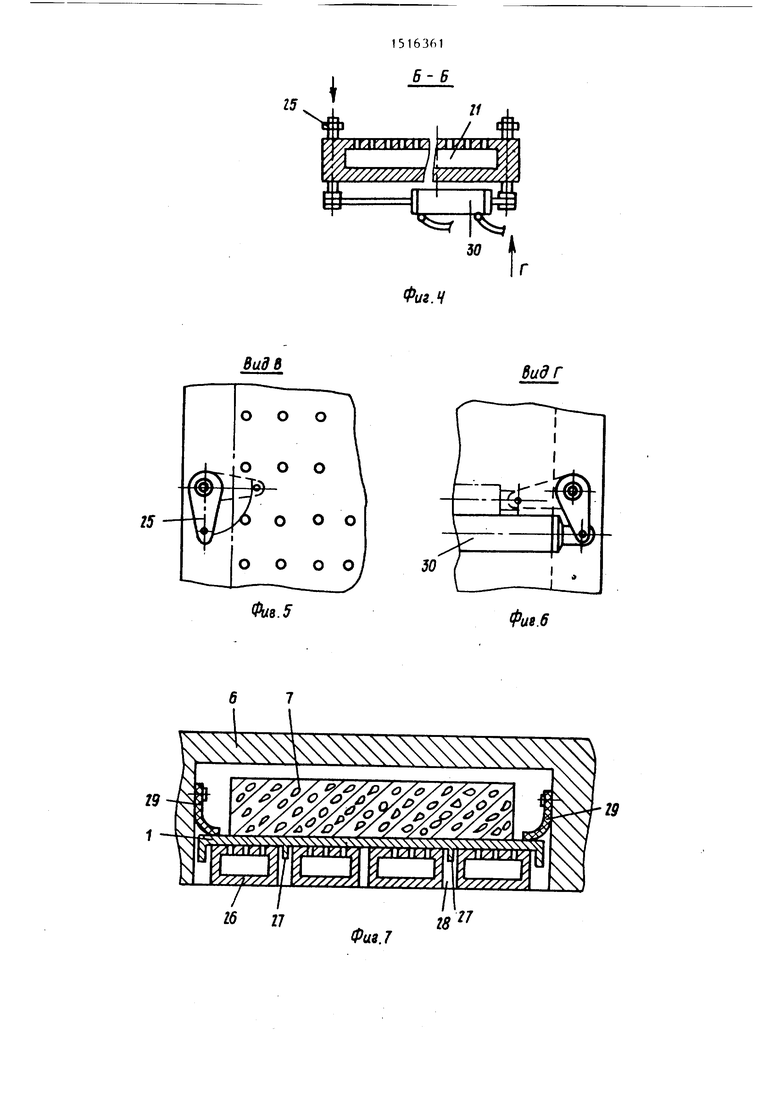
Па фиг. 1 изобра;; 1.;яа технологическая , общий вид; на (Ьиг. 2 - сечение Л-Л на фпг. 1; на фпг. 3 - узел I jsa фиг, 2; на фиг. 4 - сечение Б-Б на фиг. 1; на фпг. 3 - вид В ira фиг. 4; на фиг. 6 -- нид Г на фиг. 4; на фиг. 7 - днище ия габора продольных трубчат|,|х секци11,
Линия содер;« 1г , состоящие из поддо)1гл( I п съег;;10 1 бортоснастки 2, подвижно закрепленных на пово- poTHoii платформе 3, которая устлпов- .чс и. па шаровых опорах 4. Повороч ная платформа 3 установлена вб;и1зи зоны 5 г).1Г11узки в щелепую термоклг-fcpy 6 ri.i;:i L JiL.Horo типа с OT(bo);j(.)iiiMiHbiMif пчдслггями 7 на поддонах 1 и снабжена пригзод,ом (не показан) .
Ча платформе 3 радпалыю рлсполо- еле/дующие техпологичеосие посты; подготовки 8, сборки формы 9, уста- а15матуры, riyci OTOo6jia :)ОБателей и закладпых деталей 10, укладки бетона 11, уплотнения бетона и отделки попоротом oтфopм :) изделия 12, выдержки 13, съема оспастгси 14. Линия С :а0л-;сна кран-оалкой IS, расиоложен- iroi f на путях 16 и пыпо;п1Я1о:чей роль устройства для пе)е 1,ачп nojui,OHOB 1
Сл
а
со 05
с отформованными изделиями 7 п чоиу 5 загрузки, съема готового изделия 7 с поддона 1 в зоне 17 выгрузки и возврата поддона 1 на пост 8 подготовки.
Щелевые термокамеры 6 выполнены с перфорированными подинами 18, полости 19-21 которых сообщены соответственно с источниками сжатого газа (воздуха) - воздуходувками 22 - 24, всасывающие патрубки которых сообщены с верхней полостью термокамер 6. Перфорированные подины 18 .уложены с уклоном 1,5 - 3,0 в сторону зоны 17 выгрузки, при этом подина 18 в зоне 17 выгрузки выполнена поворотной в вертикальной плоскости и снабжена фиксаторами 25 и 26 поддонов 1, а подины 18 в полости 20 выполнены в виде закрепленных на днище термокамеры 6 продольных перфорированных трубчатых элементов 26. При этом поддоны 1 снабжены продольными гребечатыми ребрами 27, размещенными в зазорах 29 между трубчатыми перфорированными элементами 26 подины 18. Термокамеры 6 снабжены эластичными фартуками 29. В зоне 17 выгрузки подина 18 снабжена приводным пневмо- ц iлиндpoм 30.
Технологическая линия для производства строительных изделий работает следующим образом.
Поддон 1 с помощью кран-балки 15 укладывают на поворотную платформу 3 установленную на шаровых опорах А, на место поста 8 подготовки. Производят зачистку и смазку поддона 1 и бортоснастки 2. Включением привода платформы 3 переводят поддон 1 на пост 9. сборки формы. На освободившееся место устанавливают новый поддон 1. На посту 9 производится сборка формы - к ПОДДО1ГУ 1 прикрепляют борт оснастку 2 и остальные формообразующие элементы. Затем поворотом плат- Формы 3 готовую форму переводят на пост 10, где ее снаряжают необходимо арматурой и закладными деталями. На посту 11 полость формы заполняют бетонной смесью (возможно применение быстротвердеющих смесей) и переводят на пост 12. На последнем при необходимости производят уплотнение бетонной смеси одним из известных методов и отделку поверхности отформованного изделия 7. После этого форму переводят на посты 13 выдержки, где изделие набир ет первоначальную необходимую прочность (для этого могут быть применены различные известные методы - инфракрасное облучение, пропарка, добавка специальных ускорителей). После набора необходимой прочности, продолжительность которой определяется технологическим циклом лиНИИ, форму с изделием 7 переводят на пост 14 сьема бортоснастки. На посту 14 производится съем бортов 2, с помощью кран-балки 13 поддон 1 вместе с изделием 7 по путям 16 переносится
в зону 5 загрузки и устанавливается на поддоне 18 напротив одной из щелевых термокамер 6. Загрузка в термокамеру 6 и выгрузка из нее поддонов 1 с изделием 7 производится одновре0 менно, для чего включаются воздуходувки 22 - 24 и сжатый воздух (0,2 - 1,5 атм) направляется в полости 19 - 21 подины 18 нужной термокамеры. При этом воздух забирается непосредствен5 но из полостей термокамер 6 и возвращается туда же, не нарушая тепловой баланс.
Сжатый горячий воздух может быть предварительно накоплен в специаль0 ных ресиверах (не показаны). Выходя- п;ий из перфорационных отверстий сжатый воздух -отрывает поддон 1 с изделием 7 от поверхности подины 18 на величину 0,5-1,5 мм, образуя между ними своеобразную воздушную смазку. Под действием гравитационных сил поддоны 1 с изделиями 7 по наклонному поду скользят в сторону зоны 17 выгрузки. Соскальзывание поддонов 1 . в боковую сторону предотвращается его pe6pat-m 27, взаимодействующими с боковой поверхностью перфорированных трубчатых элементов 26, которые образуют подину 18. Попадание случайных предметов на поверхность подины 18 предотвращается эластичными фартуками 29. Кроме того, фартуки 29 ограничивают выход сжатого воздуха из нижней части термокамеры 6.
В момент, когда поддон 1 с изделием 7 освободит зону 5 загрузки, а вьштедший из термокамеры 6 крайний поддон 1 с изделием 7 займет зону 17 выгрузки, воздуходувки 22 - 24 выключают. Все поддоны 1 опускаются на поверхность подины 18 и останавливаются. Поддон 1 с изделием 7, находящимся в зоне 17 выгрузки, на поворотной части подины 18 фиксирует5
0
5
ся, для этого 11невмоцилин;1р 30 через рычаги разворачивает оси и фиксаторы 25 зажимают поддон 1.
С пневмоцилиндра 30 поворотная часть подины 18 в зоне 17 разворачивается на оси в приямок линии. Изделие 7 кран-балкой 15 снимается с поддона 1 и транспортируется на склад готовой продукции.
Пневмо1Ц1линдр 30 поднимает поворотную часть подины 18 в исходное положение. Фиксаторы 25 освобождают .поддон 1 и он кран-балкой 15 возвращается на пост 8 подготовки. Далее цикл повторяется, образуя единый поток, согласованный с общим режимом работы линии.
Первоначальная загрузка термокамер может быть осуществлена с предварительно уложенными в ней пустыми поддонами, имеющими пригруз.
Выполнение термокамер с двойным днищем, полость между которыми сообщена с источником сжатого газа (воздуха), позволяет отказаться от применения многих сотен колес в формах- вагонетках, исключить случаи заедани их подшипников и в несколько раз сократить количество бортоснастки при той же производительности линии. Так как в камерах присутствуют только плоские поддоны с изделием и нет подвижных взаимодействующих между собой механизмов, то исключены какие-либо заторы и остановки изделий. Отсутствие колес и жестких массивных форм ваго негок приводит не только к зна- .чительному сокращению металла в линии, но и позволяет снизить габариты и рабочие объемы самих термокамер. Это приводит к уменьшению энергоемкости линии при сохранении ее проигз- водительности.
Применение перфорационного днища камер с уклоном в сторону выгрузки позволяет отказаться от каких-либо специальных механизмов для перемещения изделий в термокамерах.
Благодаря использованию воздушной
подушки для транспортирования изделий в термокамерах резко .сокращается металлоемкость всей линии, упрощается конструкция и эксплуатация линии, сокращаются потери тепла и увеличивается надежность.
Формула изобретения
0
5
0
5
0
1.Технологическая линия для производства строительных изделий, содержащая формы, состоящее из поддонов и съемной бортоснастки, технологические посты подготовки, заполнения
и транспортировки форм, щелевые термокамеры тоннельного типа с зонами загрузки и выгрузки, снабженные перфорированными подинами, полость которых сообщена с помощью воздуходувок с верхней полостью термокамер, отличающаяся тем, что, с целью повьпцения надежности и уменьшения расхода газа, перфорированные подины выполнены в виде закрепленных на днище термокамеры продольных трубчатых элементов, а поддоны снабжены продольными гребенчатыми ребрами, размещенными в зазорах между трубчатыми перфорированными элементами подины.
2.Технологическая линия по п.1, отличающаяся тем, что
в зоне выгрузки подина выполнена поворотной в вертикальной плоскости и снабжена фиксаторами поддонов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления строительных изделий | 1980 |
|
SU941187A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Технологическая линия для изготовления комплексных плит покрытий | 1985 |
|
SU1321588A1 |
| Установка для изготовления бетонных изделий | 1979 |
|
SU950875A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Технологическая линия для изготовления изделий из бетонной смеси с органическим заполнителем растительного происхождения | 1972 |
|
SU442061A1 |
| Технологическая линия для изготовления комплексных плит покрытий | 1988 |
|
SU1572821A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЯЧЕИСТОГО БЕТОНА И СПОСОБ ПРИГОТОВЛЕНИЯ СЫРЬЕВОЙ СМЕСИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2253567C2 |
| Устройство для тепловой обработки железобетонных изделий | 1989 |
|
SU1715613A1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
Изобретение относится к оборудованию для производства бетонных и железобетонных изделий на воздушной подушке и может быть использовано для изготовления панелей наружных стен жилых и промышленных зданий. Целью изобретения является повышение надежности и уменьшение расхода газа. Технологическая линия содержит щелевые термокамеры тоннельного типа. В днище термокамер размещены перфорированные подины, полости которых сообщены с полостью воздуходувок. При этом перфорированные подины выполнены в виде закрепленных продольных трубчатых элементов. На перфорированные подины опираются поддоны, снабженные продольными гребенчатыми ребрами, размещенными в зазорах между продольными перфорированными трубчатыми элементами. В зоне выгрузки подина выполнена поворотной в вертикальной плоскости и снабжена фиксаторами поддонов. 1 з.п.ф-лы. 7 ил.
J Р / д f 7.f
6 1
Фиг.1
J.f-3
2f 17
.S.
Фиг.
15
// ТА Г Л1Л1/П/1 АуАГЛЕ Л
т
/////// //А 1 ///////// 4
Вид В
Фив. 5
11
с
I
W
.
Фиг.Ц
Вид Г
Фие.б
Фиа.7
| Хнмня | |||
| Реферативный журнал, 1971, № 14, 14М97. |
