Изобретение относится к оборудованию для производства строительных материалов и может найти применение на заводах по выспуску керамических изделий, например глиняного кирпича.
Целью изобретения является повышение надежности.
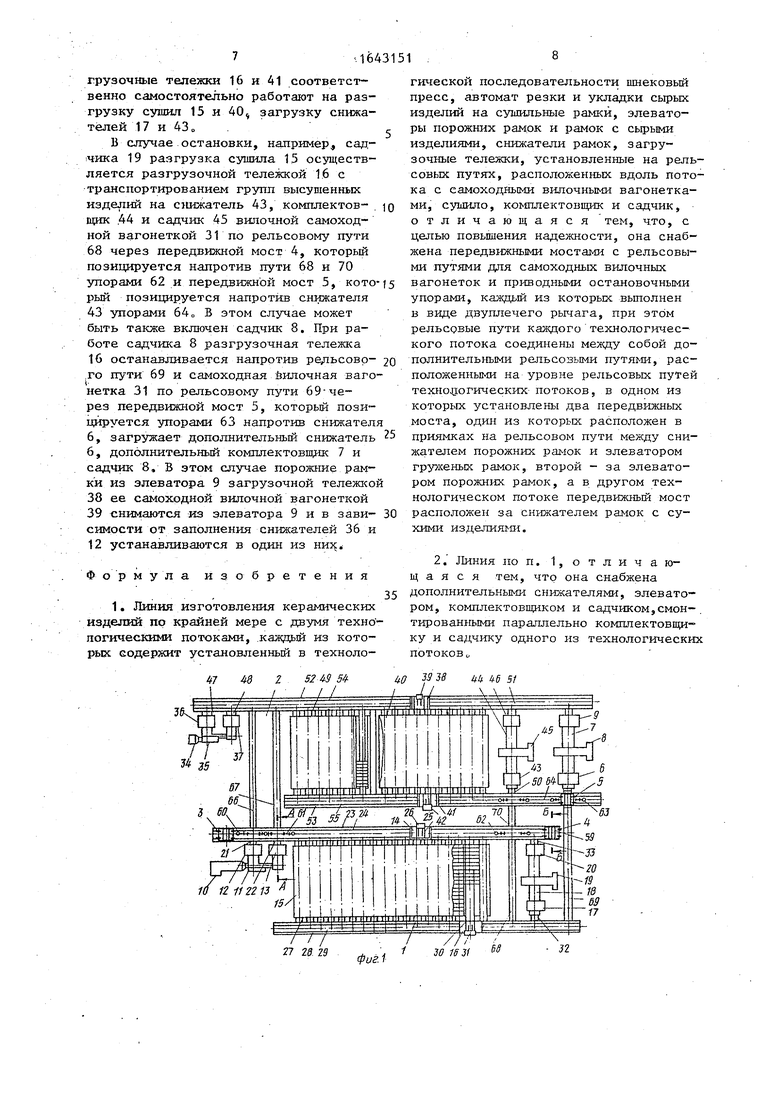
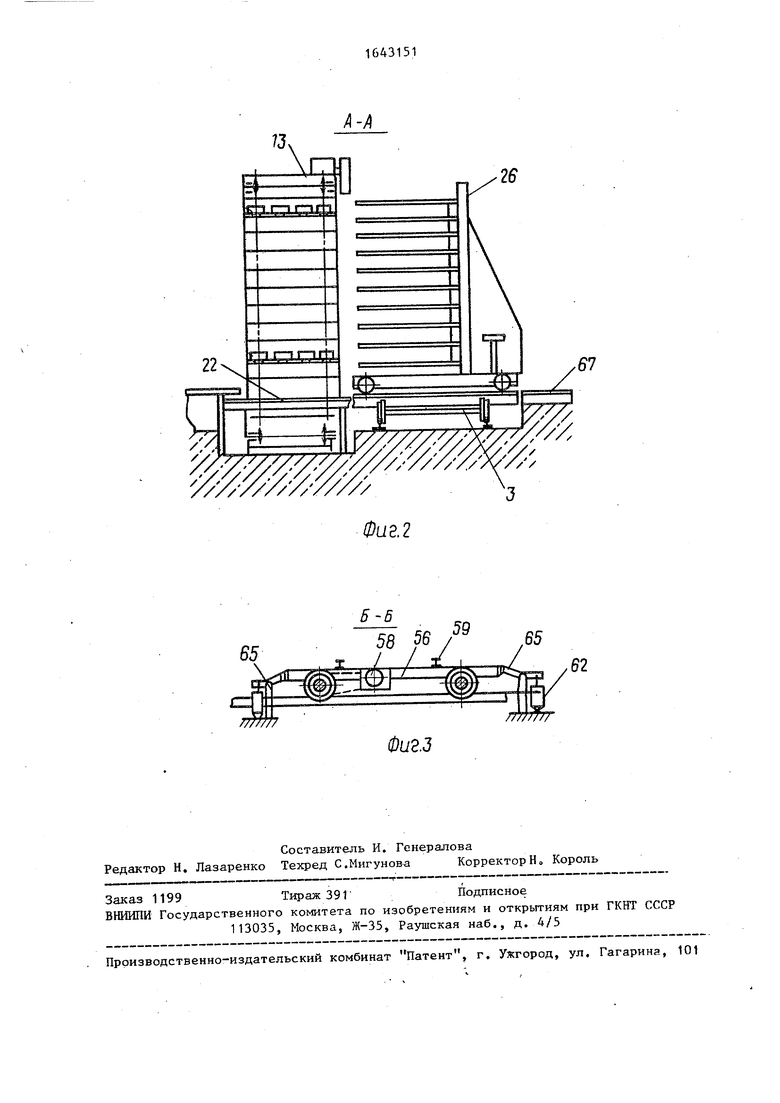
На фиг о t изображена линия изготовления керамических изделий, вид в планер на фиг. 2 - сечение А-А на фиг. 1; на фиг.З - сечение Б-Б на фиг. 1.
Линия изготовления керамических изделий содержит технологические потоки 1 и 2, передвижные мосты 3 и 4 на технологическом потоке 1, передвижной мост 5 на технологическом потоке 2, дополнительный снижатель 6 рамок с высушенными изделиями, дополнительный комплектовщик 7, дополнительный садчик 8 и дополнительный элеватор 9 порожних рамок.
Технологический поток 1 содержит шнековых пресс- 10, автомат 11 резки и укладки, снижатель 12 порожних рамок, элеватор 13 груженых рамок, загрузочную тележку 14, суцпша 15, разгрузочную тележку 16, снижатель 17 ра4
00
сл
ок с высушенными изделиями, комплектовщик 18, садчик 19 и элеватор 20 порожних рамок,
Снижатель 12 и элеватор 13 имеют с соответственно рельсовые пути 21 и 22, а загрузочная тележка 14 установлена в приямке 23 на рельсовых путях 24.
Загрузочная тележка 14 имеет свои рельсовые пути 25, на которых уста- ю овлена самоходная вилочная вагонетка 26. Сушила 15 имеют рельсовые пути 27.
Разгрузочная тележка 16 по констукции и выполняемым функциям анало- 15 гична загрузочной тележке 14, она также установлена в приямке 28 на рельсовых путях 29 и имеет свои рельсовые пути 30, на которых установлена самоходная вилочная вагонетка 31, 20
Снижатель 17 рамок с высушенными изделиями и элеватор 20 порожних рамок имеют соответственно рельсовые пути 32 и 33 для самоходных вилочных вагонеток.25
Рельсовые пути 21, 22„ 27, 32 и 33 установлены на одном уровне таким образом, что они по высоте совпадают с рельсовыми путями 25 и 30, установленными на тележках 14 и 16. JQ
Шнековый пресс 10 предназначен для формования бруса экструзионным способом. Автомат резки и укладки предназначен для разрезки формованного бруса на изделия и укладки изделий 35 на сушильные рамки. Снижатель 12 порожних рамок служит поочередно подаче рамок под загрузку.
Элеватор 13 служит для накопления группы рамок с гружеными изделиями, до Загрузочная тележка 14 служит для съема самоходной вилочной вагонеткой 26 группы груженых рамок с сырыми изделиями из элеватора 20, транспортирования и установки группы порожних дз рамок в снижатель 12. Разгрузочная тележка предназначена для разгрузки рамок с высушенными изделиями из су- шила 15Э транспортирования и загрузки их в снижатель 17 для поштучной SQ подачи рамок с высушенными изделиями на комплектовщик 18.
Технологический поток 2, аналогичный первому, содержит установленные в технологической последовательности шнековый пресс 34, автомат 35 резки и укладки, снижатель 36 порожних рамок, элеватор 37 груженых рамок, загрузочную тележку 38 с самоходной
55
5
о з Q
5
вилочной тележкой 39, сушила 40, разгрузочную тележку 41 с самоходной вилочной вагонеткой 42, снижатель 43 рамок с высушенными изделиями, комплектовщик 44, садчик 45 и элеватор 46 порожних рамок.
Снижатель 36, элеватор 37, сушила 40, снижатель 43, элеватор 46 имеют соответственно рельсовые пути 47-51.
Загрузочная 38 и разгрузочная 41 тележки установлены в приямках 52 и 53 на рельсовых путях 54 и 55. Рельсовые пути 47-51 установлены на одном уровне и по высоте совпадают с рельсовыми путями для самоходных вилочных вагонеток 39 и 42.
Передвижные мосты 3-5 аналогичны по конструкции и состоят из рамы 56, установленной на cKaTdx 57 (не показаны) ,привода 58 и рельсового пути 59, смонтированного на раме 56 на уровне рельсовых путей 21, 22, 27, 25, 30, 32 и 33. Передвижной мост 3 установлен на позиции снижателя 12 и элеватора 13, мост 4 - на позиции элеватора 20, передвижной мост 5 - на позиции снижателей 6 и 43.
На рельсовых путях 24 в приямке 23 для позицирования напротив снижателя 12 и элеватора 13 установлены приводные упоры 60 и 61, а напротив элеватора 20 - приводные упоры 62. На рельсовых путях 55 в приямке 53 для позицирования напротив снижателей 6 и 43 рамок с высушенными изделиями установлены приводные упоры 63 и 64, которые аналогичны по конструкции и каждый из них состоит из двуплечих рычагов 65 с приводом.
Дополнительные снижатель 6, комплектовщик 7, садчик 8 и элеватор 9 смонтированы в плане параллельно основным снижателю 43, комплектовщику 44, садчику 45 и элеватору 46.
Рельсовые пути технологических потоков 1 и 2 соединены между собой дополнительными рельсовыми путями 66-70, смонтированными на уровне рельсовых путей 47-51 и 59.
Линия работает следующим образом.
В нормальном режиме при исправности всех механизмов первого и второго технологических потоков потоки работают параллельно: в первом потоке 1 ынековый пресс 10, автомат 11 резки и укладки загружают элеватор 13, разгрузочная тележка -14 загружает свободную часть сушила 15, а разгрузочная
тележка 16 разгружает вторую часть сушила 15 и снижатель 17, комплектовщик 18 комплектует карты, садчик 19 пакеты для обжига, элеватор 20 наби- рает группу порожних рамок, которую загрузочная тележка 14 обратным ходом после очередной загрузки сушила 15 забирает из элеватора 20, транспортирует и загружает в снижатель 12 во втором технологическом потоке 2 шнековый пресс 34, автомат 35 резки и укладки загружает элеватор 37, загрузочная тележка 38 загружает свободную часть сушила 40, а разгрузочная тележ ка 41 разгружает вторую часть сушила 40 и загружает снижатель 43, комплектовщик 44 комплектует карты, садчик 45-пакетыдля обжига, элеватор 46 набирает группу порожних рамок, кото- рую загрузочная тележка 38 обратным ходом после очередной загрузки сушила 40 забирает из элеватора 46, транспортирует и загружает в снижатель 36. В этом, нормальном, режиме работы передвижные мосты 3-5 и дополнительны снижатель 6, комплектовщик 7, садчик 8 и элеватор 9 не работают.
При работе технологического потока на первой стадии снижатель 12 пооче- редно подает сушильные рамки 67 в автомат 11 резки и укладкиj который укладывает отрезанные сырые изделия 68 на сушильные рамки 67 и передает поочередно в элеватор 130
Элеватор 13 набирает группу груженных сырыми изделиями рамок, которую оператор, управляя самоходной вилочной вагонеткой 26 с пульта загрузочной тележки 14, по рельсовому пути 21 направляет в элеватор 13, самоходная вилочная вагонетка 26 снимает группу груженых сырыми изделиями рамо и перемещается с ними на загрузочную тележку 14, на рельсовый путь 25.
Загрузочная тележка 14, управляемая оператором, по рельсовому пути 24 перемещается вдоль фронта сушила 15, останавливается напротив свободного канала сушила и оператор, управ- ляя самоходной вилочной вагонеткой 26 по рельсовому пути 27,перемещается в сушило 15 и устанавливает группу рамок с сырыми изделиями в сушиле 15, затем возвращается на загрузочную тележку 14. Оператор, управляя загрузочной тележкой 14, перемещает ее на позицию элеватора порожних рамок 20, самоходная вилочная вагонетка 26 по
рельсовому пути 33 перемещается в элеватор и снимает группу порожних рамок из элеватора 20, транспортирует ее по рельсовому пути на загрузочную тележку 14 и оператор перемещает ее к сни- жателю 12, устанавливают в элеватор вилочной вагонеткой 26 по рельсовому пути 21 группу порожних рамок. Цикл повторяется.
Второй оператор на разгрузочной тележке 16 самоходной вилочной вагонеткой 31, перемещаясь по- рельсовому пути 27, разгружает каналы сушила 15 с высушенными изделиями, транспортирует группу рамок с высушенными изделиями к снижателю 17, самоходной вилочной вагонеткой 31 по рельсовому пути 32 устанавливает группу рамок с сухими изделиями в снижатель 17„ Цикл повторяется.
Второй технологический поток в этом режиме работает анапогично первому технологическому потоку, т„е. самостоятельно.
В случае временной остановки, например, во втором технологическом |потоке -2 шнекового пресса 34 или Снижателя 36 и элеватора 37 шнековый jnpecc 10, автомат 11 резки и укладки, снижатель 12 и элеватор 13 работает как на загрузку сушила 40, так и сушила 15„ В этом случае оператор загрузочной тележки 38 по рельсовому пути 67 направляет самоходную вилочную вагонетку 33 через зафиксированный упорами 61 передвижной мост 3 и п ее рельсовому пути 59 в элеватор 13, снимает группу груженных сырыми изделиями рамок из элеватора 13 и транспортирует ее на загрузочную тележку 38, которая транспортирует и загружает сушила 40. Затем эта же загрузочная тележка забирает при обратном ходе группу порожних рамок из элеватора 36, транспортирует к рельсовому пути 66. Передвижной мост 3 занимает позицию напротив с.нижателя 12 и фиксируется упорами 60. Самоходная вагонетка 39 сходит с загрузочной тележки и по рельсовому пути 68 устанавливает группу порожних рамок в снижатель 12.
Одновременно пресс 10, автомат 11 резки и укладки, снижатель 12 и элеватор 13 работают (во время загрузки сушила 40) на загрузку сушила 15 при отводе передвижного моста 3 в исходное положение. Одновременно же раз-
Формула изобретения
1. Линии изготовления керамических изделий по крайней мере с двумя технологическими потоками, каждый из которых содержит установленный в техноло47 48 Z 52 4-9 54- / I I I
I г/ 27 28 29
2. Линия по п. отличающая с я тем, что она снабжена 35 Дополнительными снижателями, элеватором, комплектовщиком и садчиком,смонтированными параллельно комплектовщику и садчику одного из технологических потоков„
UO Ж 38 44 46 5/ ill
Фиг1
32
26
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ФОРМОВАНИЯ, СУШКИ И САДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2087309C1 |
| Линия формования, сушки и садки керамических изделий | 1987 |
|
SU1497015A1 |
| Поточная линия | 1979 |
|
SU814763A2 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| КОМПЛЕКТОВЩИК КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2035302C1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Поточная линия для производства керамических труб | 1977 |
|
SU737218A1 |
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
| Установка для многоструйной резки и укладки кирпича на сушильные вагонетки | 1986 |
|
SU1414653A1 |
Изобретение относится к производству строительных материалов и может найти применение на заводах по выпуску керамических изделий. Цель изобретения - повышение надежности. Линия содержит два технологических потока, в каждом из которых установлены шне- ковьпТс пресс, автомат резки и укладки изделий, снижатели, элеваторы, транспортные загрузочные и разгрузочные тележки с находящимися на них само - ходными вилочными вагонетками, сушила и садчик..Технологические потоки снабжены передвижными мостами для пе- .ремещения самоходных вилочных вагонеток от одного технологического потока на другой, а также дополнительными снижателями, комплектовщиком, садчиком и элеватором., Каждый технологически поток выполняет операции формования, резки и укладки сырых изделий на сушильные рамки, установку группы рамок с изделиями в камерные сушила, разгрузку камерных сушил, формирование пакета изделий для обжига, возврат порожних рамок под загрузку, а механизмы одного технологического потока в случае остановки какого-либо механизма другого технологического потока выполняют их функции на время остановки благодаря применению передвижных мостов. 1 з.п. ф-лы, 3 ил. /
Фиг 2
5-6
Фигз
| Технологическая линия изготовления кирпича | 1980 |
|
SU952607A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Линия формования, сушки и садки керамических изделий | 1987 |
|
SU1497015A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
