(21) 4215048/23-33 . (22) 25.03.87 (46) 23.10.89. Бюл. № 39 (72) В.А. Курьшзев, А.П. Еремин, Е.И. Ткаченко, В.А. Лукашин, В.К.Федоров, В.М. Барышников и А.С.Пиминов
(53)666.054(088.8)
(56) Авторское свидетельство СССР № 1839Ш, кл. 32 а 23/20, 1965.
Technical Manual for Automatic Vertical Keck Sealimg Machines. Contrac.N 56-8/02566-15. The Heat- way Machinery Co, Ltd. VXBRY-ПГ.Е Road, Hillingdon, Vxridge vbid OPA middle sex.
(54)УСТАНОВК; ДЛЯ СВАРКИ КОНУСА ЭЛЕКТРОННО-Ш ЕВОЙ ТРУБЬО С ТУБУСОМ (57) Изобретение относится к тегшо- Бой обработке стекла и может быть использовано на предприятиях при производстве элекгрояакуумньгх приборов. Цель изобретения - повышение качества и увеличение выхода годных изделий. Установка для сварки конуса электронно-лучевой трубки с тубусом содержит верхний и нижний шпиндели, привод их вращения, механизм центрирования конуса с закрепленным на нем конечным выключателем, снабженным- рычагом с упором, определяющим плоскость сварки, заварочную горелку, привод кулака сварки и кулака вертикального перемещения заварочной горелки и клапаны подачи компонентов горючей смеси к заварочной горг-лке, Установка также снабжена устройством для бесконтактного измерения внутреннего диаметра горловины конуса, блоком измерения выходящего из устройства пневматического сигнала и блоком управления кулаком сварки и
клапанами подачи компонентов горючей смеси к заварочной горелке. Устройство для бесконтактного измерения внутреннего диаметра горловины конуса вьтолнено в виде смонтированных с возможностью вертикального перемещения приспособлений, торец каждого из которых параллелен образующей горловины конуса в точке контроля и имеет на своей, поверхности центральное и окружаюгцее tro кольцевое сопла, которые со стороны копуса в точке контроля сообщены с атмосферой, а с ,кру-- гой стороны кольцевое соплэ каж,Т1, из приспособлений сообщено с соответ- ствуюищм каналом подачи пита1П1я,цент- рзльрое сопло - с каналом, выход которого подключен на вход блока измерения. Последний состоит из трех цепочек, каждая из которых содерж1гт ао- слсдопательно соединенные друг с другом аналого-дискретньгй преобразователь, пневмоусилитель и пневмоэлект- ропреобраэователь. Блок управления ку-, лаком сварки и клапанами подачи компонентов горючей смеси содержит дешифратор, запоминающее устройство с
регистром команд и тиристоры. Вь;- ход дешифратора подключен к входу запоминающего устройства, его выход к входу регистра команд. Один из четырех выходов регистра команд подключен к входу соответствующего тиристора. Выход одного из тиристоров подключен к кулачку сварки, выход каждого из остальных трех тиристоров под- подключен к входу соответству1лцего клапа.на подачи компонентов горючей смеси,а вЬкод каждо го из пневмозлектро- преобразователей подключен на соответствующий вход дешифратора. 7ил.1 табл.
с &
СЛ
е
сд
с {
О5
Изобретение относится к тепловой обработке стекла и может быть использовано на предприятиях при производстве некоторых типов электровакуумных приборов (ЭВП), например электронно-лучевых трубок (ЭЛТ).
Цель изобретения - повьшение качества и увеличение выхода годных изделий.
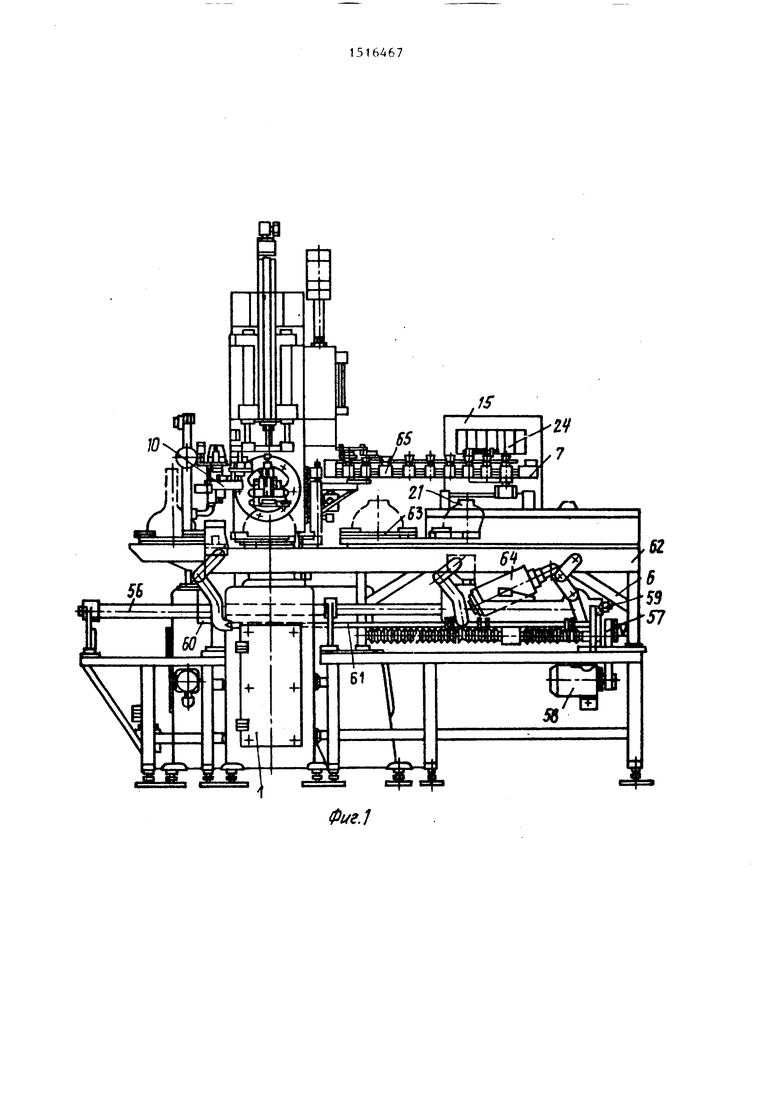
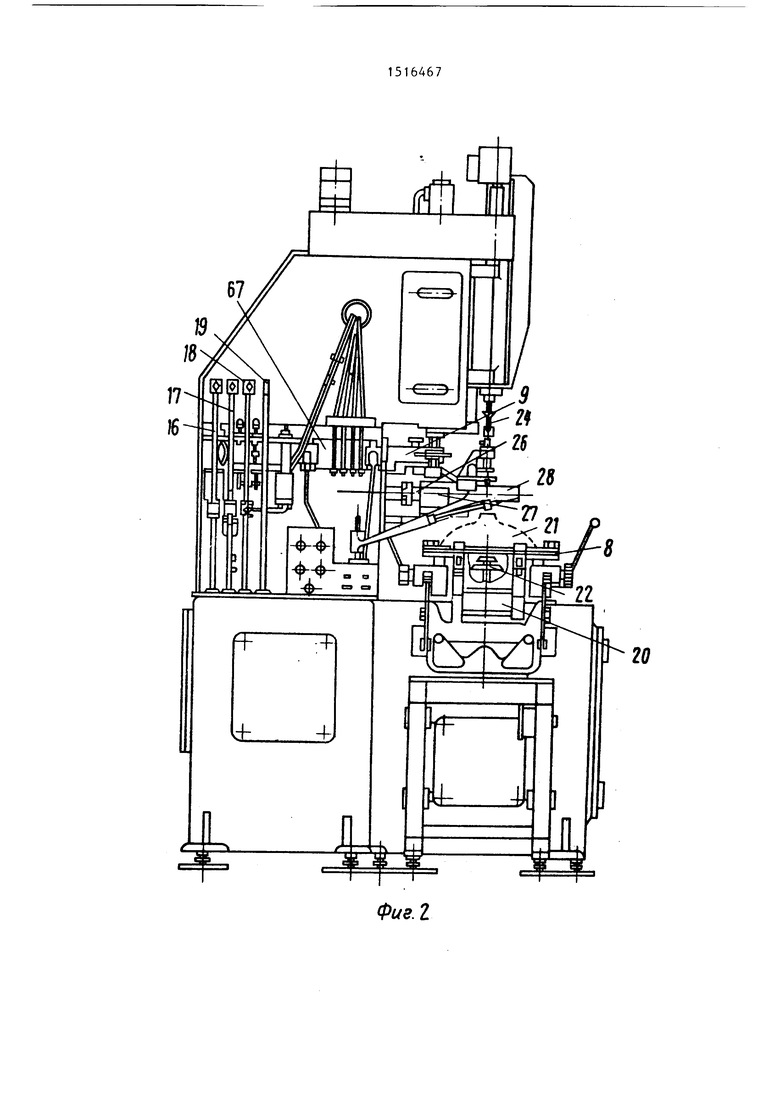
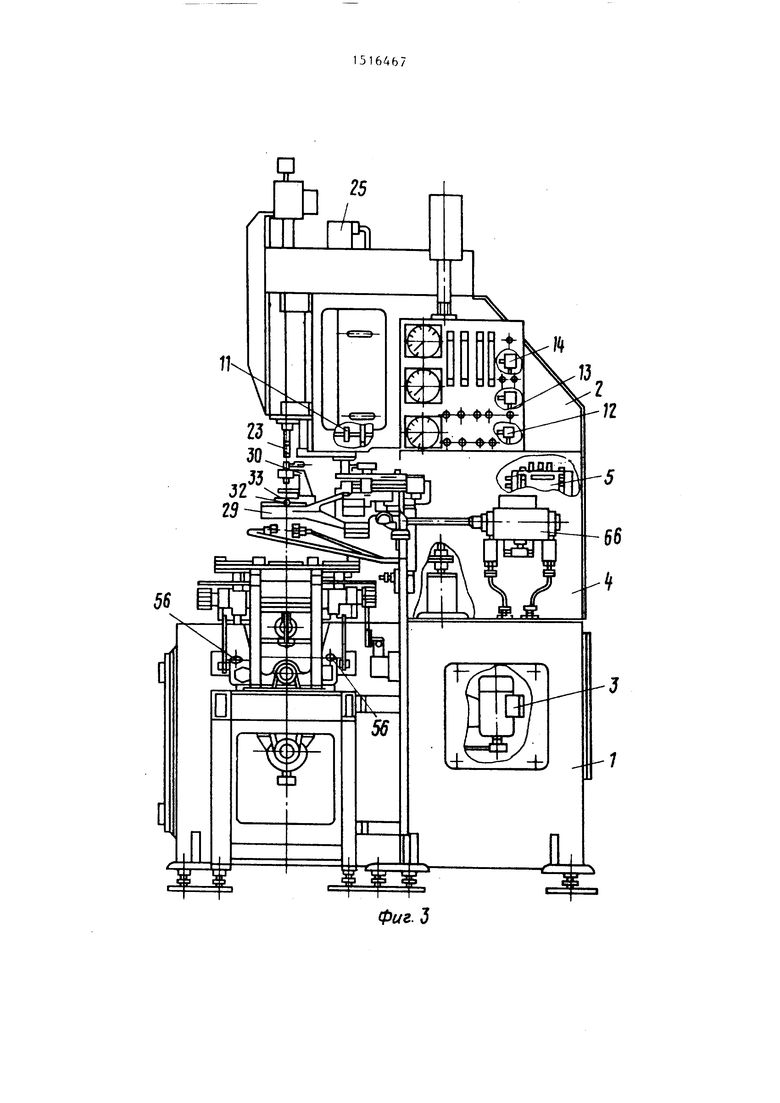
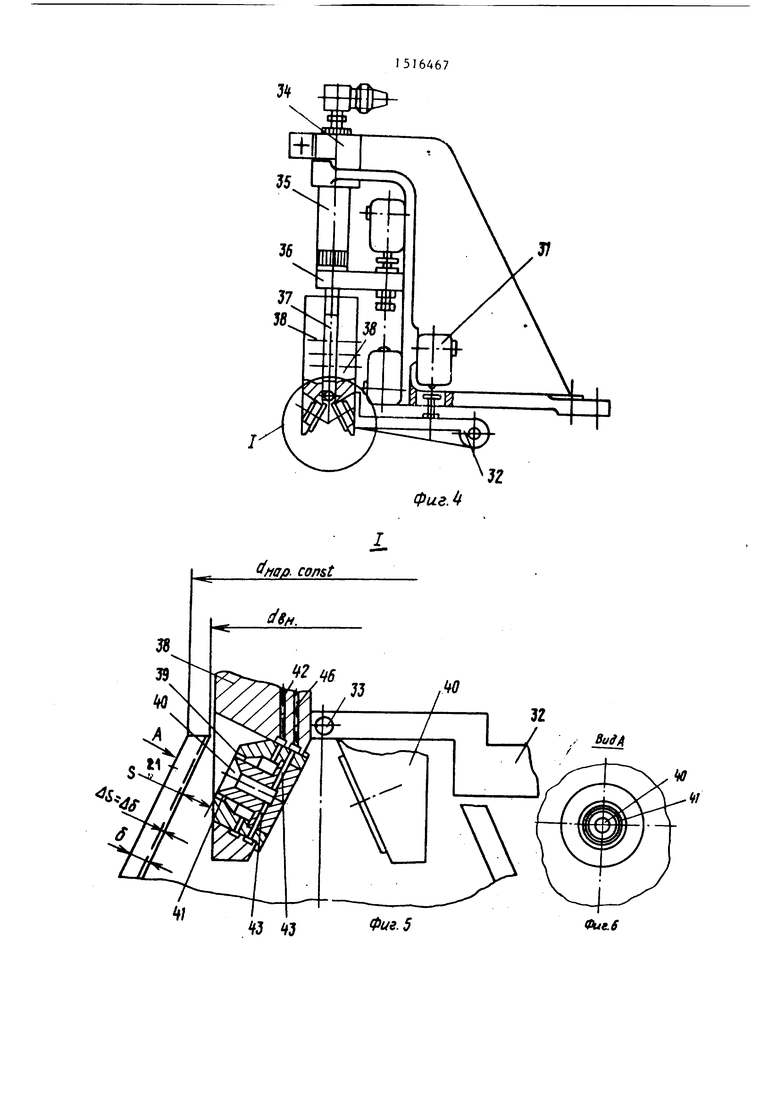
На фиг. 1 изображена предлагаемая установка, общий вид спереди; на фиг. 2 - то же, вид слева; на фиг.З то же, вид справа; на фиг. 4 - устройство для бесконтактного измерения внутреннего диаметра горловины конуса, общий вид; на фиг. 5 - узел I на фиг. 4; на фиг. 6 - вид А-на фиг. 5; на фиг. 7 - функциональная схема предлагаемой установки.
Установка для сварки конуса электронно-лучевой трубки с тубусом включает нижний 1 и верхний 2 шпиндели, привод 3 синхронного вращения верхнего и нижнего шпинделей, механизм 4 центрирования конуса, блок 5 измерения пневматического сигнала, выходящего из устройства для бесконтактно- го измерения внутреннего диаметра горловины конуса, перегрузчик 6 конусов , конвейер 7 загрузки тубусов, гнездо 8, механизм 9 подвода заварочной горелки, заварочную горелку 10, привод 11 кулака сварки и кулака вертикального перемещения заварочной горелки, клапаны 12-14 подачи компонентов горючей смеси, блок 15 управления кулаком сварки и клапанами подачи компонентов горючей смеси к заварочной горелке, газовую 16, воздушную 17, кислородную 18 и вакуумную 19 системы.
В передней части нижнего шпинделя 1 размещен вал 20, на верхней планшайбе которого размещено гнездо 8, тде закрепляют конус 21. Внутри гнезда 8 размещен вакуумный патрон 22, обеспечивакхций закрепление конуса в гнезде. Вертикальное перемещение вал ,20 производят ходовыми винтами (не :показаны), вакуумного патрона 22 - пневмоцилиндром (не показан). В задней части нижнего шпинделя 1 размеще привод 3 синхронного вращения верхнего и нижнего шпинделей.
В корпусе верхнего шпинделя 2 размещен привод 11 кулака сварки и кулака вертикального перемещения за- варочНой горелки 10.
5
0
5
0 J
5
0
5
0
5
От привода 3 вращения шпинделей крутящий момент передается валу (не показан), внутри которого с возможностью вертикального перемещения размещен шпиндель 2 с закрепленной на его нижнем конце цангой 23, производящей закрепление тубуса 24. Вертикальное перемещение верхнего шпинделя 2 осуществляют пневмоцилиндром 25.
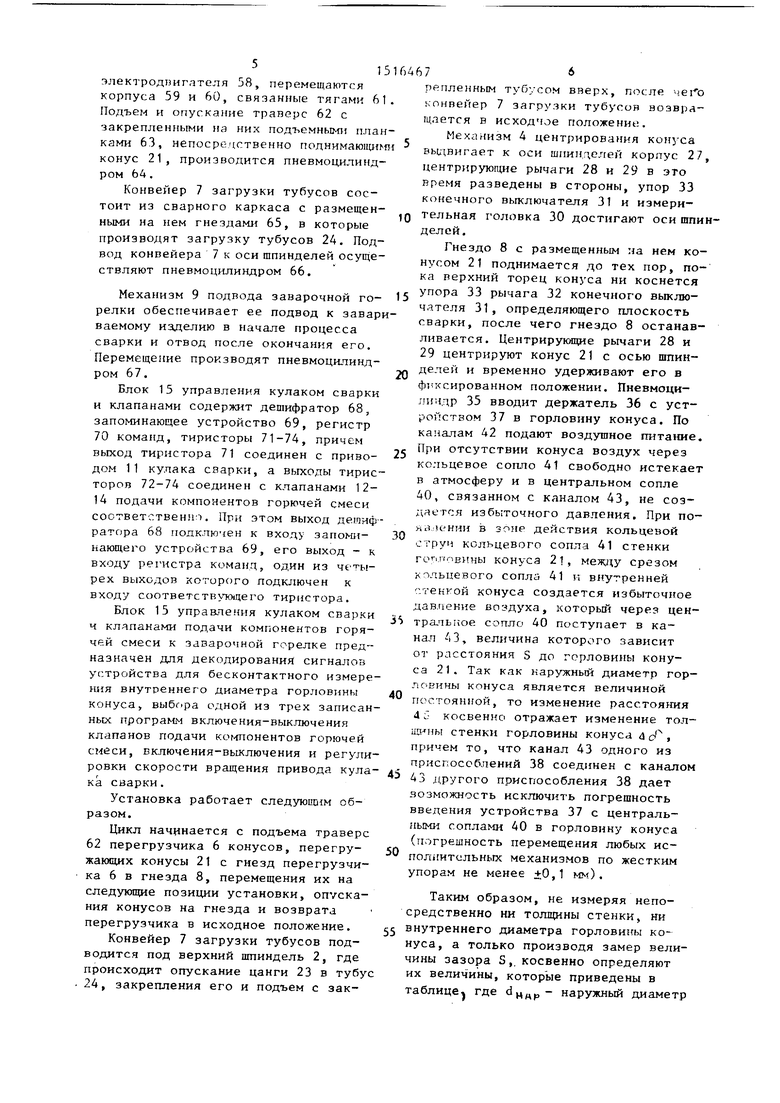
В корпусе механизма 4 центрирования конуса размещены направляющие 26. На их наружных концах размещен корпус 27, в котором на оси с возможностью углового поворота установлены рычаги 28 и 29. На наружном торце корпуса 27 закреплены измерительная головка 30 с конечным вьпсгаочателем 31 и рычагом 32 с упором 33, определяющим плоскость сварки, до которой производится подъем верхнего торца конуса 21.
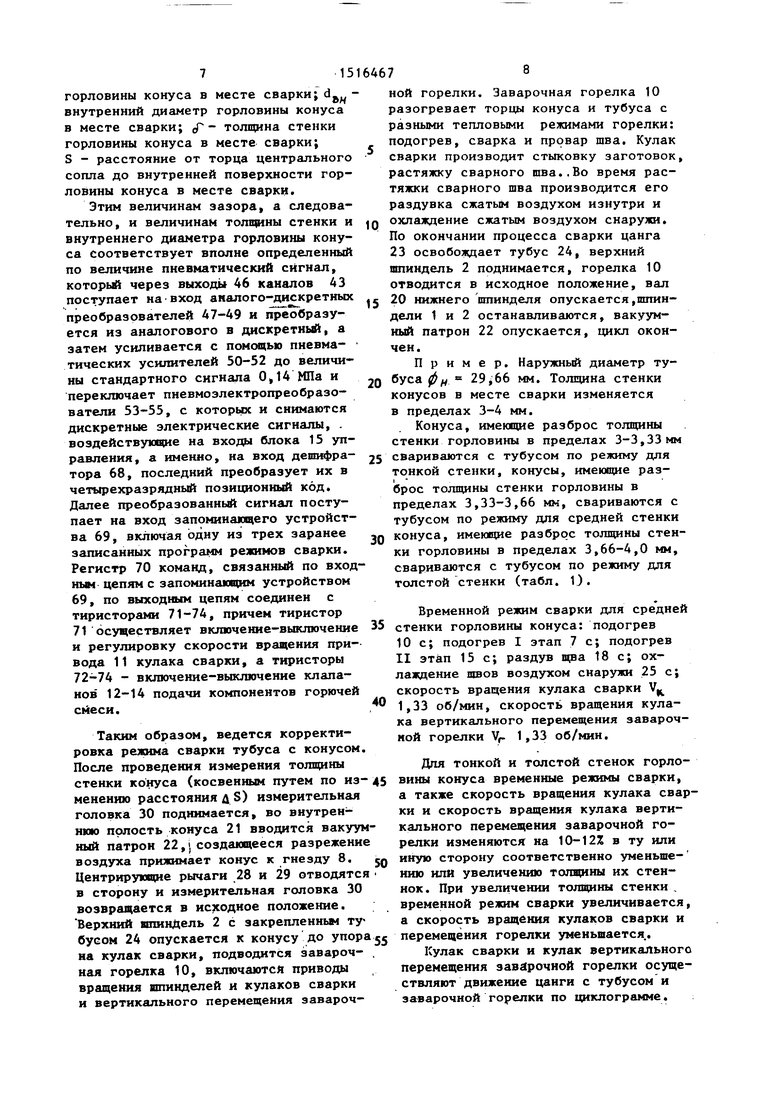
Измерительная головка 30 состоит из кронштейна 34, в верхнем конце которого размещен пневмоцилиндр 35, на штоке которого в держателе 3§ размещено устройство 37 для бесконтактного измерения внутреннего диаметра горловины конуса, выполненное в виде приспособлений 38 (вилки),торец 39 каядого из которых параллелен образующей гррловины конуса 21 в точке контроля и имеет на своей поверхности центральное 40 и окружающее его кольцевое 41 српла, которые -со стороны конуса 21 в точке контроля сообщены с атмосферой, а с другой стороны кольцевое сопло 41 каждого из приспособлений 38 сообщено с соответству- Ю1ЦИМ каналом 42 подачи питания, а центральное сопло 40 - с каналом 43 (позиции 44 и 45 в описании и на чертеже отсутствуют), выход 46 которого подключен на вход блока 5 измерения.
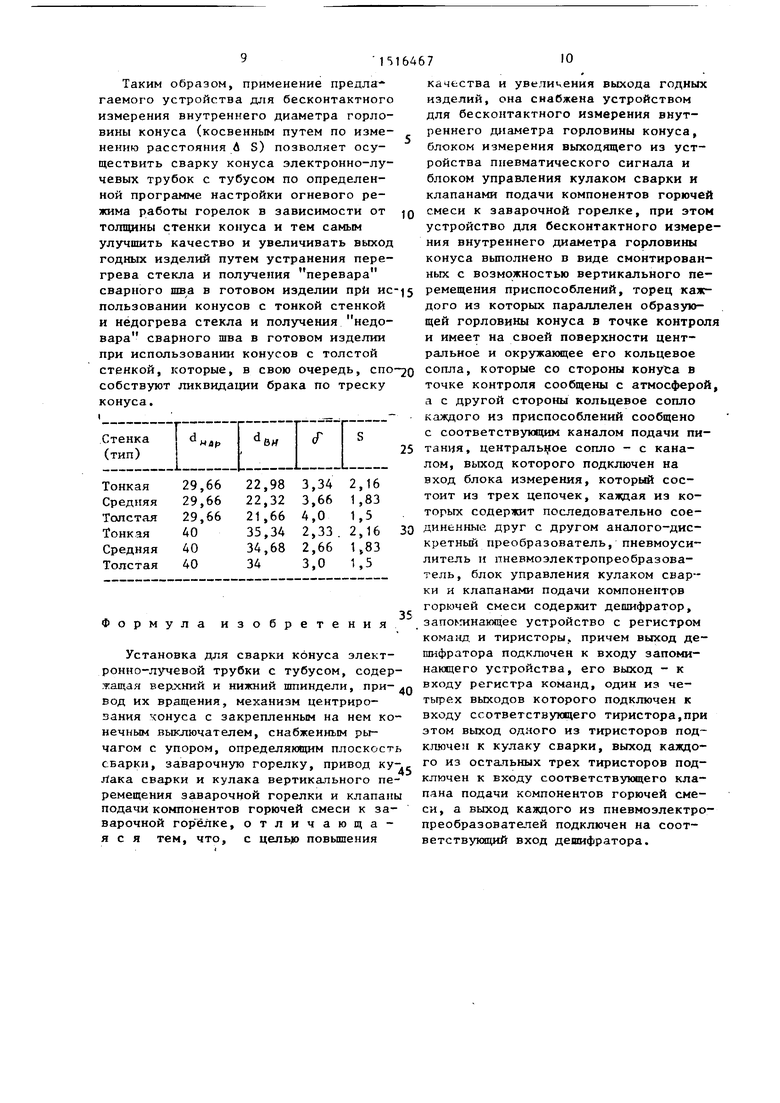
Блок 5 измерения состоит из трех цепочек, каждая из которых содержит поспедовательно соединенные друг с другом аналого-дискретный преобразователи 47-49 соответственно, пневмо- усилйтели 50-52 соответственно и пнев- моэлектропреобразователи 53-55 соответственно, выход кажцого из которых подключен к блоку 15 управления кулаком сварки и клапанами подачи.компонентов горючей смеси к заварочной горелке. По направляющим 56 перегрузчика 6 конусов посредством ходового винта 57, получающего вращение от
электродвигателя 58, перемещаются корпуса 59 и 60, связанные тягами 61. Подъем и опускание транерс 62 с закрепленными на них подъемными планками 63, непосредственно поднимающими конус 21, производится пневмоцилинд- ром 64.
Конвейер 7 загрузки тубусов состоит из сварного каркаса с размещенными на нем гнездами 65, в которые производят загрузку тубусов 24. Подвод конвейера 7 к оси шпинделей осуществляют пневмоцштиндром 66.
Механизм 9 подвода заварочной горелки обеспечивает ее подвод к заварваемому изделию в начале процесса сварки и отвод после окончания его. Перемещение производят пневмоцилинд- ром 67.
Блок 15 управления кулаком сварки и клапанами содержит дешифратор 68, запоминающее устройство 69, регистр 70 команд, тиристоры 71-74, причем выход тиристора 71 соединен с приводом 11 кулака сварки, а выходы тиристоров 72-74 соединен с клапанами 12- 14 подачи компонентов горючей смеси соответственип. При этом выход дешифратора 68 подключен к входу запоминающего устройства 69, его выход - к входу регистра команд, один из четырех выходов которого подключен к входу соответствующего тиристора.
Блок 15 управления кулаком сварки ч клапанами подачи компонентов горячей смеси к заварочной горелке предназначен для декодирования сигналов устройства для бесконтактного измерения внутреннего диаметра горловины конуса, выбора одной из трех записанных программ включения-выключения клапанов подачи ког-гпонентов горючей
4 5 косвенно отражает изменение т ив- ны стенки горловины конуса а с , причем то, что канал 43 одного из приспособлений 38 соединен с канал
смеси, включения-выключения и регулировки скорости вращения привода кула- л , оо
- 4-5 другого приспособления 38 дает ка сварки.
возможность исключить погрешность
Установка работает следуюишм образом.
Цикл начинается с подъема траверс 62 перегрузчика 6 конусов, перегру- жаюсщх конусы 21 с гнезд перегрузчика 6 в гнезда 8, перемещения их на следующие позиции установки, опускания конусов на гнезда и возврата перегрузчика в исходное положение.
Конвейер 7 загрузки тубусов подводится под верхний шпиндель 2, где происходит опускание цанги 23 в тубус 24, закрепления его и подъем с зак50
введения устройства 37 с центральными соплами 40 в горловину конуса (погрешность перемещения любых исполнительных механизмов по жестким упорам не менее ±0,1 ).
Таким образом, не измеряя непосредственно ни толщины стенки, ни 55 внутреннего диаметра горловины конуса, а только производя замер вел чины зазора S,, косвенно определяют их величины, которые приведены в таблице где dцдp- наружный диаме
0
5
О
репленным тубусом вверх, после конвейер 7 загрузки тубусов возвращается в исходное положение.
Механизм 4 центрирования конуса вьщвигает к оси шпин,г;елей корпус 27, центрирующие рычаги 28 и 29 в это время разведены в стороны, упор 33 конечного выключателя 31 и измериQ тельная головка 30 достигают оси шпинделей.
Гнездо 8 с размещенным на нем конусом 21 поднимается до тех пор, пока верхний торец конуса ни коснется
5 упора 33 рычага 32 конечного вьжлю- чателя 31, определяющего плоскость сварки, после чего гнездо 8 останавливается. Центрирующие рычаги 28 и 29 центрируют конус 21 с осью шпинделей и временно удерживают его в фиксированном положении. Пневмоци- лиидр 35 вводит держатель 36 с устройством 37 в горловину конуса. По каналам 42 подают воздушное питание. При отсутствии конуса воздух через кольцевое сопло 41 свободно истекает в атмосферу и в центральном сопле 40, связанном с каналом 43, не создается избыточного давления. При по- Яг))ении в зоне действия кольцевой струи кольцевого сопла 41 стенки гор.пов1 ны конуса 21, меяц:(у срезом кг льцевого сопла 41 и внутренней стенкой конуса создается избыточное дав.пение воздуха, который через цен тральное сопло 40 поступает в канал 43, величина которого зависит от расстояния S до горловины конуса 21. Так как наружный диаметр гор- лс-вины конуса является величиной
0
4 5 косвенно отражает изменение тол- ив- ны стенки горловины конуса а с , причем то, что канал 43 одного из приспособлений 38 соединен с каналом
, оо
введения устройства 37 с центральными соплами 40 в горловину конуса (погрешность перемещения любых исполнительных механизмов по жестким упорам не менее ±0,1 ).
Таким образом, не измеряя непосредственно ни толщины стенки, ни внутреннего диаметра горловины конуса, а только производя замер величины зазора S,, косвенно определяют их величины, которые приведены в таблице где dцдp- наружный диаметр
горловины конуса в месте сварки; dj - внутренний диаметр горловины конуса в месте сварки; толпщна стенки горловины конуса в месте сварки; S - расстояние от торца центрального сопла до внутренней поверхности горловины конуса в месте сварки.
Этим величинам зазора, а следовательно, и величинам тол1цины стенки и внутреннего диаметра горловины конуса соответствует вполне определенный по величине пневматический сигнал, который через выходы 46 каналов 43 поступает на вход аналого-дискретных
преобразователей 47-49 и преобразуется из аналогового в дискретный, а затем усиливается с помощью пневма- тических усилителей 50-52 до величины стандартного сигнала 0,14 МПа и переключает пневмоэлектропреобразо- ватели 53-55, с которых и снимаются дискретные электрические сигналы, . воздействукицие на входы блока 15 управления, а именно, на вход дешифратора 68, последний преобразует их в четырехразрядный позиционный код. Далее преобразованный сигнал поступает на вход запоминающего устройства 69, включая одну из трех заранее записанных программ режимов сварки. Регистр 70 команд, связанный по входным цепям с запоминающим устройством 69, по выходным цепям соединен с тиристорами 71-74, причем тиристор 71 осуществляет включение-выключение и регулировку скорости вращения привода 11 кулака сварки, а тиристоры 72-74 - включение-выключение клапанов 12-14 подачи компонентов горючей смеси.
Таким образом, ведется корректировка режима сварки тубуса с конусом. После проведения измерения толщины
ной горелки. Заварочная горелка 10 разогревает торцы конуса и тубуса с разными тепловыми режимами горелки: подогрев, сварка и провар шва. Кулак сварки производит стыковку заготовок, растяжку сварного шва..Во время растяжки сварного шва производится его раздувка сжатым воздухом изнутри и
fQ охлаждение сжатым воздухом снаружи. По окончании процесса сварки цанга 23 освобождает тубус 24, верхний шпиндель 2 поднимается, горелка 10 отводится в исходное положение, вал
5 20 нижнего пшинделя опускается,шпиндели 1 и 2 останавливаются, вакуумный патрон 22 опускается, цикл окончен.
Пример. Наружный диаметр ту20 буса ф 29;66 мм. ТолЕщна стенки конусов в месте сварки изменяется в пределах 3-4 мм.
Конуса, имеющие разброс толщины стенки горловины в пределах 3-3,33 мм
25 свариваются с тубусом по режиму для тонкой стенки, конусы, имеющие разброс толщины стенки горловины в пределах 3,33-3,66 мм, свариваются с тубусом по режиму для средней стенки
3Q конуса, имеющие разброс толщины стенки горловины в пределах 3,66-4,0 мм, свариваются с тубусом по режиму для толстой стенки (табл. 1).
35
40
Временной режим сварки для средней стенки горловины конуса: подогрев
10с; подогрев I этап 7с; подогрев
11этап 15 с; раздув ора 18 с; охлаждение швов воздухом снаружи 25 с; скорость вращения кулака сварки V, 1,33 об/мин, скорость вращения кулака вертикального перемещения заварочной горелки Уг- 1,33 об/мин.
Для тонкой и толстой стенок горлостенки конуса (косвенным путем по из-45 вины конуса временные режимы сварки.
менению расстояния д S) измерительная головка 30 поднимается, во внутреннюю полость конуса 21 вводится вакуумный патрон 22,5 создающееся разрежение воздуха прижимает конус к гнезду 8. JQ Центрирующие рычаги 28 и 29 отводятся в сторону и измерительная головка 30 возвращается в исходное положение. Верхний вшинДель 2 с закрепленньм ту
а также скорость вращения кулака свар ки и скорость вращения кулака вертикального перемещения заварочной горелки изменяются на 10-12% в ту или иную сторону соответственно уменьшению или увеличению толщины их стен- нок. При увеличении толщины стенки , временной режим сварки увеличивается а скорость вращения кулаков сварки и
164678
ной горелки. Заварочная горелка 10 разогревает торцы конуса и тубуса с разными тепловыми режимами горелки: подогрев, сварка и провар шва. Кулак сварки производит стыковку заготовок, растяжку сварного шва..Во время растяжки сварного шва производится его раздувка сжатым воздухом изнутри и
fQ охлаждение сжатым воздухом снаружи. По окончании процесса сварки цанга 23 освобождает тубус 24, верхний шпиндель 2 поднимается, горелка 10 отводится в исходное положение, вал
5 20 нижнего пшинделя опускается,шпиндели 1 и 2 останавливаются, вакуумный патрон 22 опускается, цикл окончен.
Пример. Наружный диаметр ту20 буса ф 29;66 мм. ТолЕщна стенки конусов в месте сварки изменяется в пределах 3-4 мм.
Конуса, имеющие разброс толщины стенки горловины в пределах 3-3,33 мм
25 свариваются с тубусом по режиму для тонкой стенки, конусы, имеющие разброс толщины стенки горловины в пределах 3,33-3,66 мм, свариваются с тубусом по режиму для средней стенки
3Q конуса, имеющие разброс толщины стенки горловины в пределах 3,66-4,0 мм, свариваются с тубусом по режиму для толстой стенки (табл. 1).
Временной режим сварки для средней стенки горловины конуса: подогрев
10с; подогрев I этап 7с; подогрев
11этап 15 с; раздув ора 18 с; охлаждение швов воздухом снаружи 25 с; скорость вращения кулака сварки V, 1,33 об/мин, скорость вращения кулака вертикального перемещения заварочной горелки Уг- 1,33 об/мин.
Для тонкой и толстой стенок горлоа также скорость вращения кулака сварки и скорость вращения кулака вертикального перемещения заварочной горелки изменяются на 10-12% в ту или иную сторону соответственно уменьше нию или увеличению толщины их стен- нок. При увеличении толщины стенки , временной режим сварки увеличивается, а скорость вращения кулаков сварки и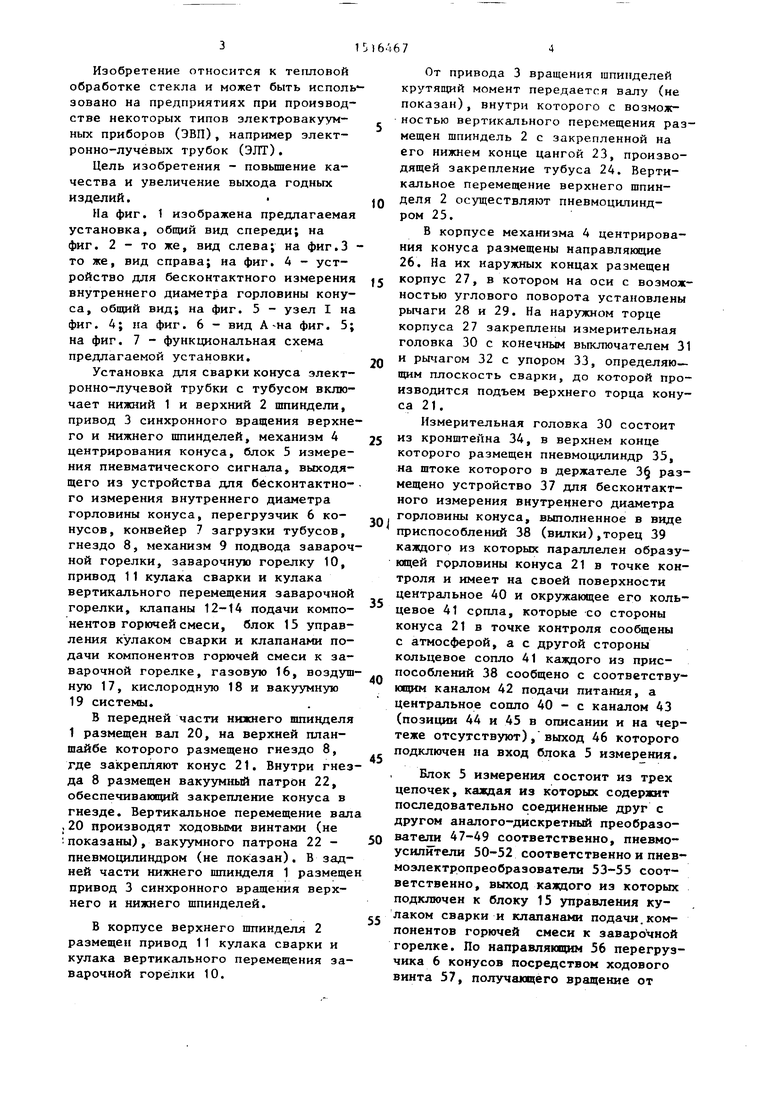
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки экрана с конусом | 1981 |
|
SU975606A1 |
| Машина для сварки стеклоизделий | 1978 |
|
SU844589A1 |
| Установка для сварки изделий из стекла | 1978 |
|
SU785241A1 |
| Станок для заварки стеклозаготовок | 1979 |
|
SU870362A1 |
| Установка для соединения деталей электровакуумных приборов | 1978 |
|
SU791673A1 |
| Способ сварки стеклоизделий | 1978 |
|
SU664938A1 |
| Станок для изготовления электровакуумных приборов | 1983 |
|
SU1157031A1 |
| Машина для сварки изделий из стекла | 1979 |
|
SU876559A1 |
| ГОРЕЛКА ИНЖЕКЦИОННАЯ ДИФФУЗИОННАЯ (ВАРИАНТЫ) | 2006 |
|
RU2319073C1 |
| УСТРОЙСТВО ДЛЯ ГАЗОПЛАМЕННЫХ РАБОТ (ВАРИАНТЫ) | 2007 |
|
RU2359795C2 |

Изобретение относится к тепловой обработке стекла и может быть использовано на предприятиях при производстве электровакуумных приборов. Цель изобретения - повышение качества и увеличение выхода годных изделий. Установка для сварки конуса электронно-лучевой трубки с тубусом содержит верхний и нижний шпиндели, привод их вращения, механизм центрирования конуса с закрепленным на нем конечным выключателем, снабженным рычагом с упором, определяющим плоскость сварки, заварочную горелку, привод кулака сварки и кулака вертикального перемещения заварочной горелки и клапаны подачи компонентов горючей смеси к заварочной горелке. Установка также снабжена устройством для бесконтактного измерения внутреннего диаметра горловины конуса, блоком измерения выходящего из устройства пневматического сигнала и блоком управления кулаком сварки и клапанами подачи компонентов горючей смеси к заварочной горелке. Устройство для бесконтактного измерения внутреннего диаметра горловины конуса выполнено в виде смонтированных с возможностью вертикального перемещения приспособлений, торец каждого из которых параллелен образующей горловины конуса в точке контроля и имеет на своей поверхности центральное и окружающее его кольцевое сопла, которые со стороны конуса в точке контроля сообщены с атмосферой, а с другой стороны кольцевое сопло каждого из приспособлений сообщено с соответствующим каналом подачи питания, центральное сопло - с каналом, выход которого подключен на вход блока измерения. Последний состоит из трех цепочек, каждая из которых содержит последовательно соединенные друг с другом аналого-дискретный преобразователь, пневмоусилитель и пневмоэлектропреобразователь. Блок управления кулаком сварки и клапанами подачи компонентов горючей смеси содержит дешифратор, запоминающее устройство с регистром команд и тиристоры. Выход дешифратора подключен к входу запоминающего устройства, его выход к входу регистра команд. Один из четырех выходов регистра команд подключен к входу соответствующего тиристора. Выход одного из тиристоров подключен к кулачку сварки, выход каждого из остальных трех тиристоров подключен к входу соответствующего клапана подачи компонентов горючей смеси, а выход каждого из пневмоэлектропреобразователей подключен на соответствующий вход дешифратора. 7 ил.
бусом 24 опускается к конусу до упора j перемещения горелки уменьшается..
Кулак сварки и кулак вертикаль перемещения зав(рочной горелки ос ствляют движение цанги с тубусом заварочной горелки по циклограмме
на кулак сварки, подводится заварочная горелка 10, включаются приводы вращения шпинделей и кулаков сварки и вертикального перемещения заварочперемещения горелки уменьшается..
Кулак сварки и кулак вертикального перемещения зав(рочной горелки осуществляют движение цанги с тубусом и заварочной горелки по циклограмме.
Таким образом, применение предла- гаемого устройства для бесконтактного измерения внутреннего диаметра горловины конуса (косвенным путем по изменению расстояния Л S) позволяет осуществить сварку конуса электронно-лучевых трубок с тубусом по определенной программе настройки огневого режима работы горелок в зависимости от толщины стенки конуса и тем самым улучшить качество и увеличивать выход годных изделий путем устранения перегрева стекла и получения перевара сварного шва в готовом изделии при ис пользовании конусов с тонкой стенкой и нёдогрева стекла и получения недо- вара сварного шва в готовом изделии при использовании конусов с толстой стенкой, которые, в свою очередь, спо собствуют ликвидации брака по треску конуса.
Формула изобретения
Установка для сварки конуса электронно-лучевой трубки с тубусом, содержащая верхний и нижний шпиндели, при- Q вод их вращения, механизм центрирования конуса с закрепленным на нем ко- нечньйм выключателем, снабженным рычагом с упором, определяющим плоскость сварки, заварочную горелку, привод ку-. Лака сварки и кулака вертикального перемещения заварочной горелки и клапаны подачи компонентов горючей смеси к заварочной гор елке, отличающаяся тем, что, с целью повьш1ения
JQ з о
5
0
5
Q.
качества и увеличения выхода годных изделий, она снабжена устройством для бесконтактного измерения внутреннего диаметра горловины конуса, блоком измерения выходящего из устройства пневматического сигнала и блоком управления кулаком сварки и клапанами подачи компонентов горючей смеси к заварочной горелке, при этом устройство для бесконтактного измерения внутреннего диаметра горловины конуса вьшолнено в виде смонтированных с возможностью вертикального перемещения приспособлений, торец каждого из которых параллелен образующей горловины конуса в точке контроля и имеет на своей поверхности центральное и окружающее его кольцевое сопла, которые со стороны конура в точке контроля сообщены с атмосферой, а с другой стороны кольцевое сопло каждого из приспособлений сообщено с соответствующим каналом подачи питания, централын ое сопло - с каналом, выход которого подключен на вход блока измерения, который состоит из трех цепочек, каждая из которых содержит последовательно соединенные друг с другом аналого-дис- кретный преобразователь, пневмоуси- литель и пневмоэлектропреобразова- тель, блок управления кулаком сварки и клапанами подачи компонентов горючей смеси содержит дешифратор, запоьгинакхцее устройство с регистром кома:-щ и тиристоры, причем выход дешифратора подключен к входу запоминающего устройства, его выход - к входу регистра команд, один из четырех выходов которого подключен к входу ссответствукщего тиристора,при этом выход одлЧого из тиристоров подключен к кулаку сварки, выход каждого из остальных трех тиристоров подключен к входу соответствующего клапана подачи компонентов горючей смеси, а выход каждого из пневмоэлектро- преобразователей подключен на соответствующий вход дешифратора.
Фиг.1
Фие. г
фиг. J
J«
(нао. coлst
6
JJ1
W J
Л
Фиг.
32
.
/
Фиг. 5
Составитель Л, Голубева Редактор Н. Рогулич Техред А.Кравчук Корректор В. Кабацийi
Заказ 6348/23
Тираж 418
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., д. 4/5
бд
71
IH3
70
UejJ
75
Фиг.7
Подписное
