ел
00
о
СП
00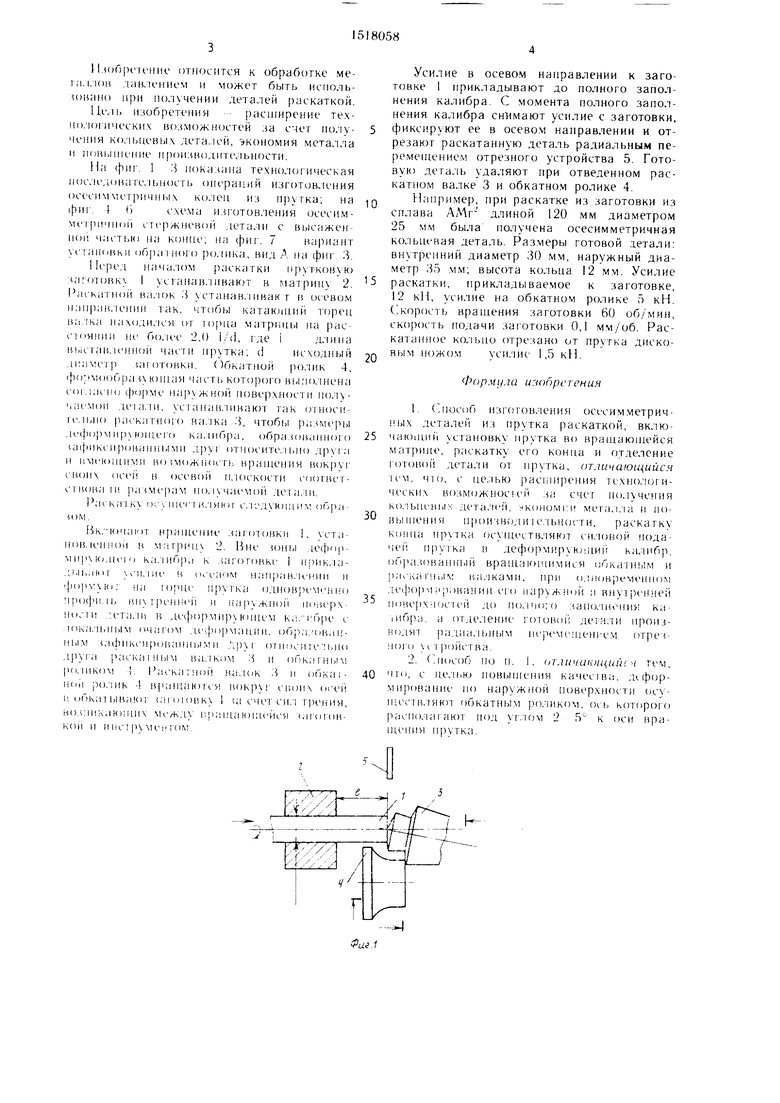
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кольцевых деталей | 1988 |
|
SU1697953A1 |
| Автоматическая линия для изготовления кольцевых заготовок | 1978 |
|
SU747596A1 |
| Способ получения тонкостенных стаканов | 1985 |
|
SU1382556A1 |
| Способ изготовления осесимметричных деталей | 1990 |
|
SU1761349A1 |
| Способ торцовой раскатки колец | 1986 |
|
SU1362551A1 |
| Способ винтовой прокатки труб | 1985 |
|
SU1324733A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА КОЛЕЦ | 1979 |
|
SU825256A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU365195A1 |
| Способ изготовления гофрированных труб | 1987 |
|
SU1518052A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ СПЛАВОВ | 2005 |
|
RU2301718C2 |
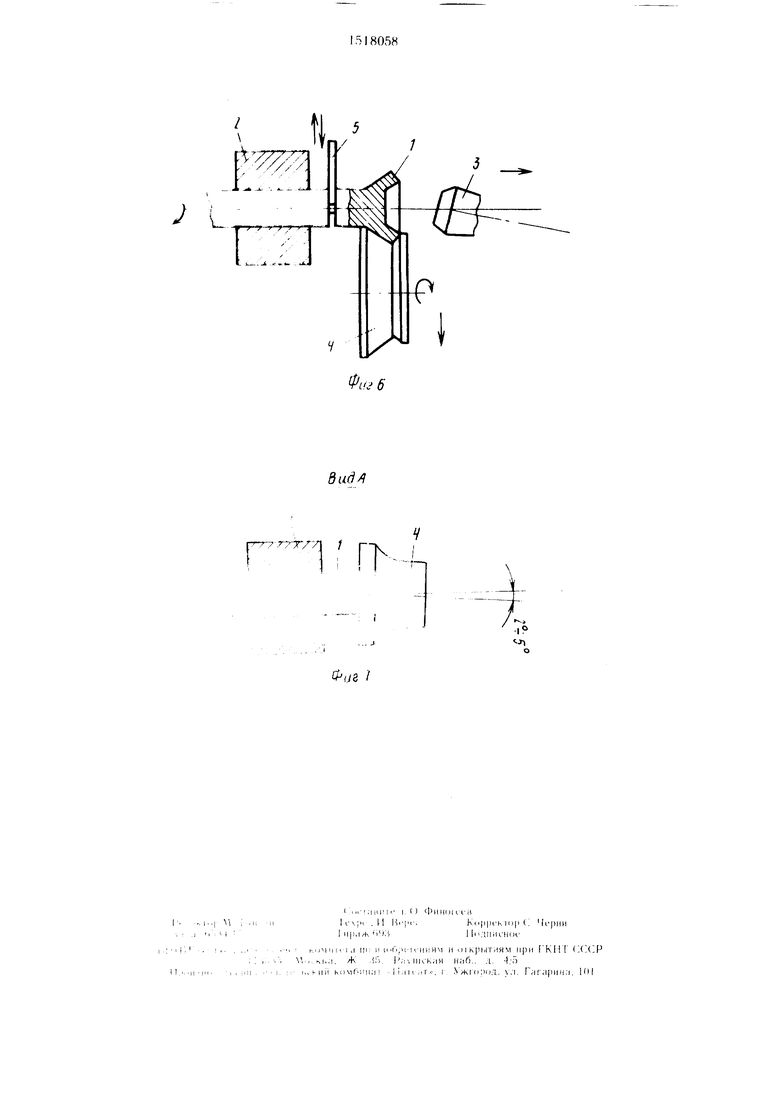
Изобретение относится к обработке металлов давлением и может быть использовано при получении деталей раскаткой. Цель изобретения - расширение технологических возможностей, экономия металла и повышение производительности. Раскатку конца прутка /П/ 1 осуществляют силовой подачей последнего в деформирующий калибр, образованный вращающимися обкатным 4 и раскатным 3 валками, при одновременном деформировании его наружной и внутренней поверхностей до полного заполнения калибра. Обкатной ролик 4 при раскатке может быть установлен под углом 2...5° к оси вращения П 1. Отделение готовой детали производят радиальным перемещением отрезного устройства 5. 1 з.п. ф-лы, 7 ил.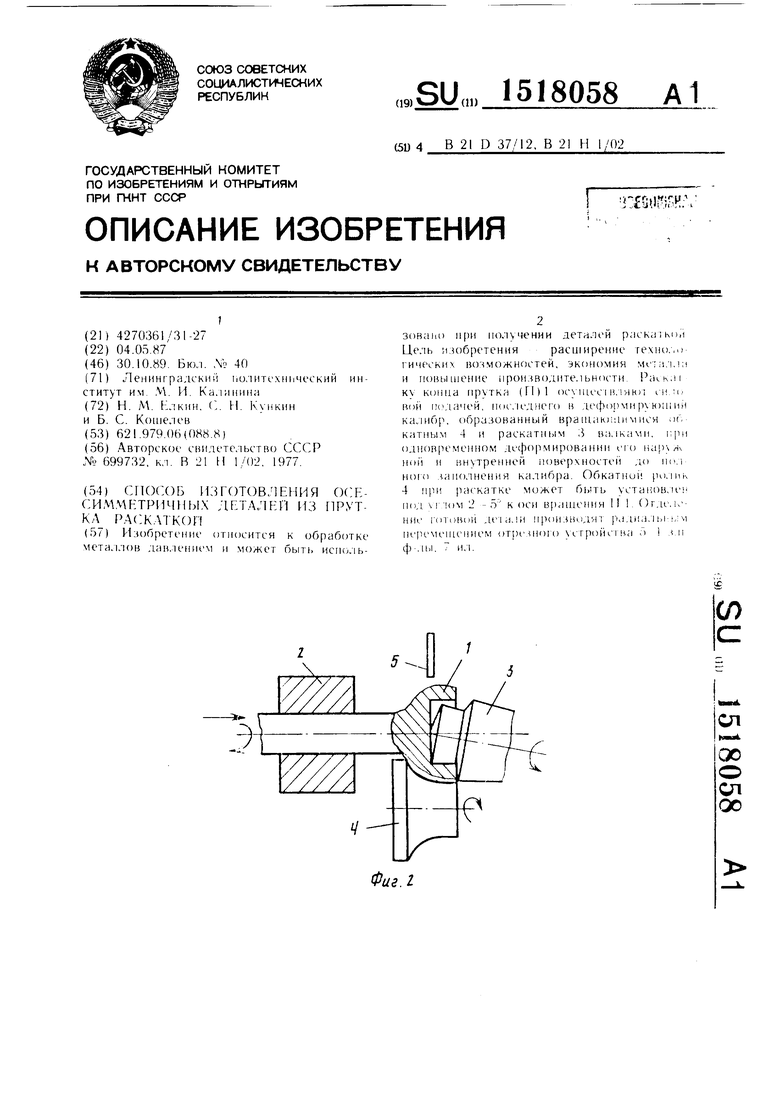
Фиг.1
lljonpi ieniie относится к обработке ме- ra.i.ioii д;и.1ением и может быть исиоль- :u)B;iH() при ио-тучении детален раскаткой.
Це.11, изобретениярасширение техно,югических оозможностей за счет ио.му- чения кольцевых деталей, экономия металла и повышение н|)оиз 1одительнс)сти.
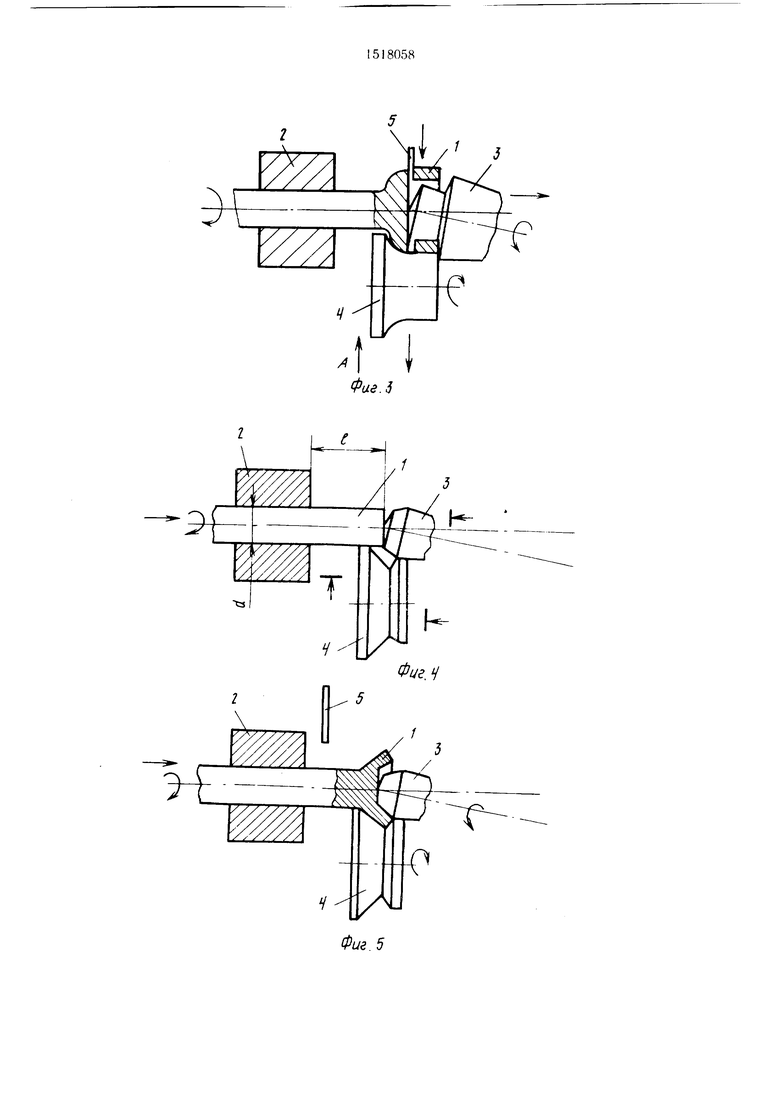
На (fiHF. 1 3 показана технологическая носледовате.и ность (ик раций изготовления осеси 1 1стричньг ко.лен из Н1)утка; на фиг. 4 ()схе.ма и.ичзтов.чения осесим u ipn4H()ii стержневой .к тали с высаженной частью на KOIHIC; на . 7 вар)1ант сгаиовки обрапюго ро.1ика, вид А на ()нг 3.
Перед нача/юм раскатки ()вук) загоговк I усганав.1ивак)т и матриц) 2. Раскатной валок 3 устанав, ивак т в осевом fiaHpaB.icHHii так, чтобы катаклний торец Ba. iKa нax(Jдилcя от горна MaTpiHUii на |)ас- С1ОЯИН11 не бо. К С 2,0 l/(i. где iд.чина
высгав,кч1но11 части прутка; (i исходный . за1()товки. Обкатной ролик 4, |})о; |ообраз к)Н1ая часть которого вы.чо.тнена cor.iacHo (jiofiMc наружной iiOBepxfiocTii но,ту- чаемои . le ia.iH, устанав. 1нвак)т так относи- ГС. 1ьно раскатнсич) на. 1ка 3, чтоб1)1 размер, .сф|)р |) (j ка,1иб|1а, ()бра.)())Ч)
, ОТ Ч О. ИТС. .Н) 1 И) МОЖ i ОСТ В(Ж() (ЧЧЧ1 В ОСС ВОЙ . ОСКОСТИ СООГ К Тcr 0 ia f ) , iy4ar ioii ,
Pal к а ку )с и. с. еду ют им образом .
Вк.) заг( 1, ста ОВ. ( .. 2. iO, де()|Ор нр ioaic ) ка. к .;агого кс 1 iHiK,Ta.Ll.. VCiriHr dCCiiOM Н a П pa В. И
ijiopM i j: .ча fipVTKa одно( 0
)l, IUI l pCH cii .1 HOiiCpX- HOC U Ta,l i Де(})Ор И p Ю ilCN К,.Г:б|)е с ОКа. ДС.;|), об), 1: ОВа - Н,1М 3aiilHKCH),I.M . О 1 )С И I С .( раСКа1Н 1 a.lKilM 3 оГжа )М
р(|.1ком . PacKa: HO i na.(iK 3 i обка;-
H(Jil JX). 4 раН1аК)Ч Я И)Кру1
ii iai o()BK 1 ,а счет ,
)О.) ; р а .Ца () еЙСЯ (. КОЙ 1 1 iC 1 р 1 Н ГОМ.
Q
-
0 5
0
0
5
Усилие в осево.м направлении к заготовке 1 г рикладывают до полного заполнения калибра, с момента полного заполнения калибра снимают усилие с заготовки, фиксируют ее в осево.м направлении и отрезают раскатанную деталь радиальным пе- реме.ением отрезиого устройства 5. Готовую дета. удаляют при отведенном рас- валке 3 и обкатно.м ролике 4.
, 1ри раскатке из заготовки из длиной 120 мм диаметром 25 мм была получена осесимметричная ко. Ь 1евая деталь. Размеры готовой детали: внутре 1ний диаметр 30 мм, наружный диаметр 35 .мм; высота кольца 12 м.м. Усилие раскатки, прикладываемое к заготовке, 12 кИ, усилие на обкатном ролике 5 кН. (iKopocTij вра иения заготовки 60 об/мин, скорость 1 одачи за -отовки 0,1 мм/об. Рас- ко.:,Ю отрезано от прутка дисковым ожом уси.чие 1,5 кИ.
Формула изобретения
обра..ова.) Вра1Ца О ИМИСЯ 1Х )Ка Н.-1М
р, :.и1м ва., о.:новреме 1)М ;и фо|1 .)ia. сч о ||аруж ой а в 1уг}нм1} ей 1 о К рхч( до олч(:() : ,а (., I 01 ИИ ка- . а отде.)1е го1ов ч ; де1 ал нодят ,)М Hcjie cnie H-eM г)трезЧО 11 I рОЙСТШ.
Физ.д
Фиг,5
7-Г7-ТГ/ 1
1
/
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
